



Drukarka 3D Monkeyfab Prime ma w naszej redakcji opinię urządzenia solidnego, wszechstronnego, łatwego w eksploatacji, a także estetycznego. Zapracowała sobie na taką reputację m.in. sprawną pracą przy realizacji dużych projektów (np. podczas druku wiedźmińskich medalionów). Przy okazji rozbudowywania naszego parku maszynowego postanowiliśmy jednak przyjrzeć się tej drukarce 3D dokładniej i wzięliśmy na warsztat zestaw do samodzielnego montażu Monkeyfab Prime XT. Poniżej wrażenia ze składania urządzenia.
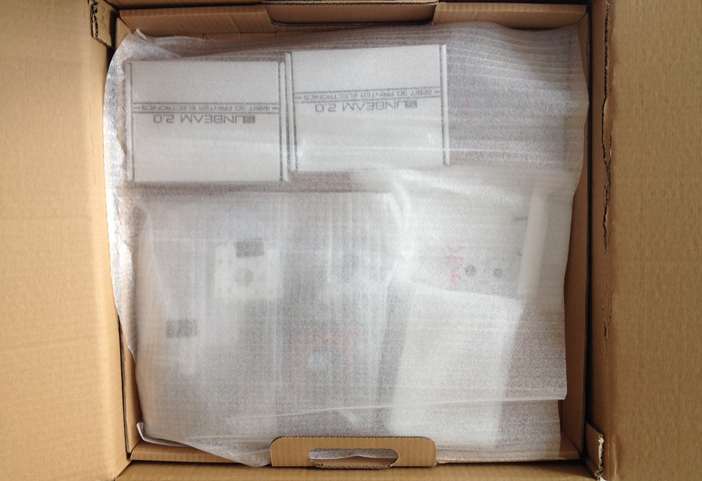
Zestaw przyjechał do nas w firmowym tekturowym pudle i na powitanie zachwycił starannością z jaką zapakowane zostały elementy drukarki. Twórcy drukarki nie oszczędzali na folii ochronnej, elementy ramy włożono w dedykowane zabezpieczenia transportowe, mniejsze tekturowe pudełeczka kryły w sobie elektronikę a drobniejsze elementy zostały podzielone wg modułów drukarki i zapakowane w foliowe woreczki z naklejkami obwieszczającymi ich zawartość. Większość elementów poliwęglanowych jest oklejona folią ochronną. Tak opakowane części nie miały szans doznać żadnego uszczerbku w transporcie.
Do zestawu dołączono instrukcję montażu w postaci eleganckiego pięcioksięgu. Książeczki opisują kolejno: montaż osi X, osi Y, ekstrudera i ramy, a ostatnia zatytułowana jest “Główna instrukcja montażu”. Odłożyłam ją więc na później, a na pierwszy ogień poszła oś X.




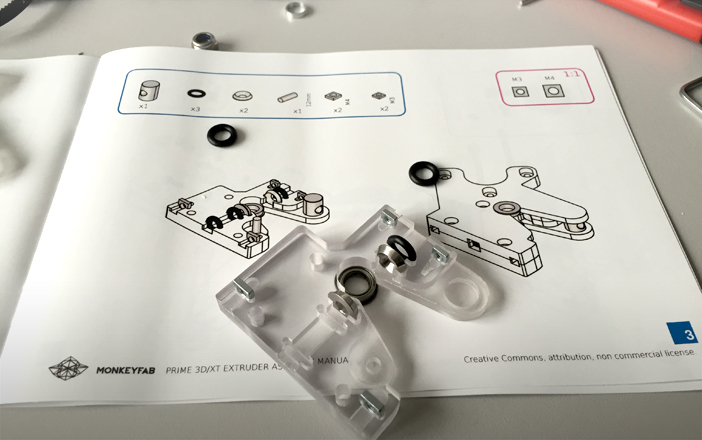
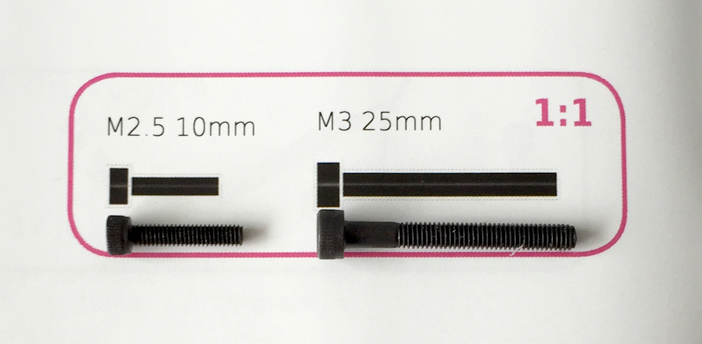
Dzięki przejrzystemu układowi instrukcji pierwsze kroki szły bardzo sprawnie. Na każdej stronie otrzymujemy dokładny ilustrowany wypis części potrzebnych w danym kroku, a także rysunek pomocniczy w skali 1:1, do którego możemy sobie przyłożyć śrubki, podkładki i nakrętki, aby sprawdzić, czy wzięliśmy właściwe. Niestety już na drugiej stronie instrukcji (a także wielu następnych) okazuje się, że owe rysunki pomocnicze są często błędne i nie można na nich polegać. W wypisach potrzebnych części też pojawią się błędy. Jednak ogólna klarowność instrukcji nie pozwoli nam się zagubić.
Niedługo po rozpoczęciu składania wyszedł pierwszy (i niestety nie ostatni…) brak w zestawie. Nie odliczyły się śrubki M3 x 6. Jednak w momencie, kiedy ja nerwowo przetrząsałam woreczki ze śrubkami, w drugim pokoju już dzwonił twórca drukarki 3D, Paweł Twardo, z informacją, że wysyła nam brakujące śrubki oraz dwie inne części, których brak mogę niebawem dostrzec. Pakiet przyszedł kurierem na drugi dzień i mogłam kontynuować pracę.


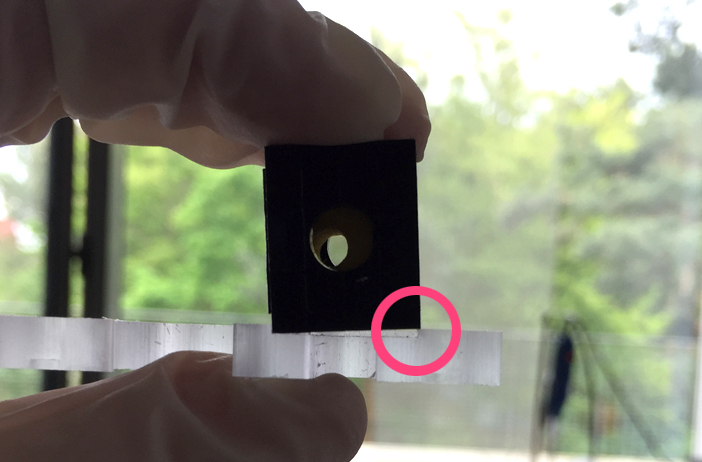
Przeźroczyste, poliwęglanowe części są w 95% doskonale spasowane, ale dla pozostałych 5% warto trzymać w pogotowiu pilnik, albo małą szlifierkę elektryczną, gdyż bez tego nie przejdziemy dalej. Zdarzają się jednak wady części, których nie pokonamy własnymi środkami – np. wyfrezowane otwory pod łożyska do prętów gwintowanych osi Z, w dwóch lustrzanych częściach: jeden z nich miał dobrą średnicę, a drugi 0.4 mm za małą, przez co łożysko już w niego nie wchodziło. Na szczęście, pomocny jak zawsze Paweł Twardo pocieszył, że drukarka 3D obejdzie się bez tego jednego łożyska i obiecał dosłać poprawnie wykonany element przy najbliższej okazji.
Na najbliższą okazję nie trzeba było długo czekać. Kiedy zakasałam rękawy aby zabrać się za skręcanie skrzynki na elektronikę i obudowy do wyświetlacza, wyszło na jaw, że dostaliśmy w naszym zestawie nową płytkę – Sunbeam 2.0, oraz nową wersję wyświetlacza, ale ogrom innych części (elementy obudowy, wentylatorki, LEDy) mamy pod starą elektronikę. I tym sposobem dalszy montaż (będącej już prawie na ukończeniu) drukarki 3D został odłożony do czasu ponownej wizyty kuriera.
Właściwe części dotarły szybciej niż gotują się szparagi i mogłam podjąć przerwaną pracę. Konieczne było częściowe rozebranie drukarki 3D (aby wymienić np. pasek LED’ów na właściwy) i tu z pomocą przyszły krówki i żelki, które Paweł Twardo przesłał wraz z elementami na otarcie łez.
Bez dalszych trudności ukończyłam składanie urządzenia w całość i dobrnęłam do momentu podłączania elektroniki (8 minut) oraz prowadzenia i porządkowania plątaniny kabli (1 godzina i 22 minuty). Po niecałych 10 godzinach skręcania drukarka 3D była gotowa do odpalenia.
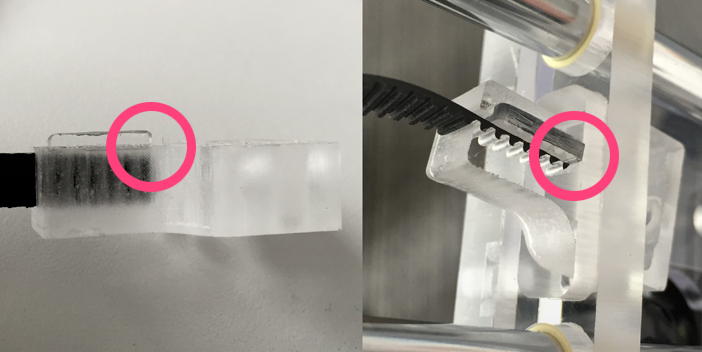
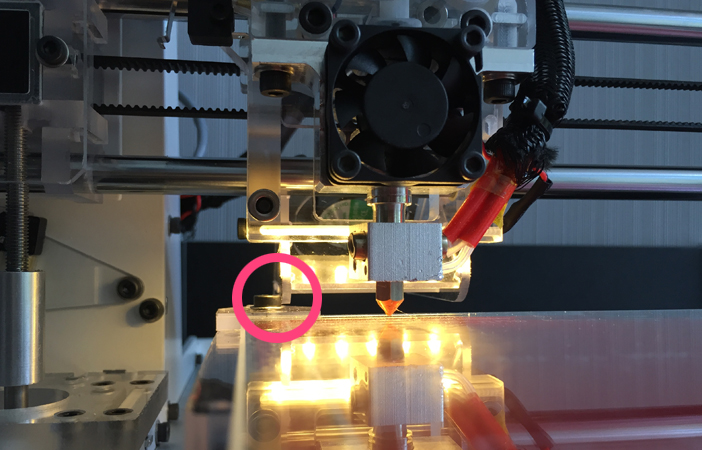
W tym momencie natknęłam się na kolejną zasadzkę. Do naszej drukarki dostaliśmy zupełnie nową wersję hotendu, a tymczasem tunel chłodzący przystosowany był jeszcze do starej wersji i wystawał poniżej poziomu dyszy nowego hotendu. Za radą Pawła Twardo wysunęliśmy część hotendu nieco w dół, co spowodowało duże utrudnienie w zaprowadzaniu filamentu. Sytuację udało się jednak opanować przy pomocy dodatkowego kawałka teflonowej rurki wetkniętego w hotend. Co prawda tunel chłodzący wciąż jest zbyt nisko w stosunku do dyszy i dojeżdżając do pozycji „home X” z poziomu „home Z” wjeżdża w śrubę mocującą stół, ale liczę na to, że w przeciągu najbliższych miesięcy doczekam się nowego modelu tunelu chłodzącego (i, dajmy na to, Michałków?).
UPDATE: Paweł zaleca jeszcze dalsze wysunięcie hotendu w dół, co zdaje się opcją lekko zatrważającą, ale niewątpliwie ją wypróbuję, kiedy nadarzy się moment przerwy od drukowania w napiętym harmonogramie nowo-złożonej maszyny.
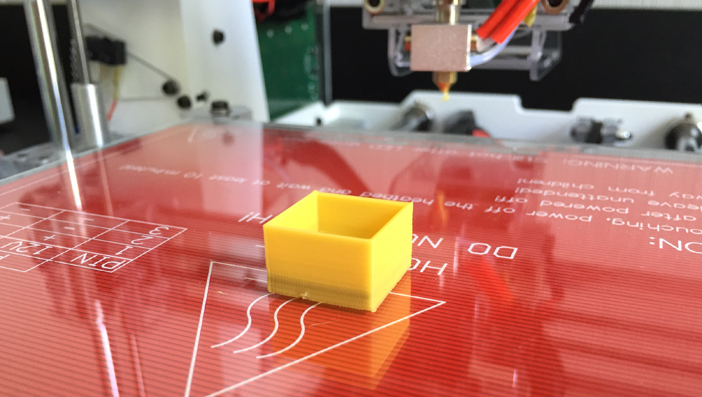
Przed rozpoczęciem wydruku trzeba było też rozwiązać sprawę osi X, która miała pomylone kierunki (rozwiązanie: wgranie nowego firmware’u przesłanego przez Pawła). Zaprowadziłam filament (żółty PLA Verbatim) i odpaliłam pierwszy wydruk, prosty sześcian. Wyszedł bardzo dobrze, ale ja, w swojej ekstazie spowodowanej udanym wydrukiem, nie zauważyłam, że nie chodzą dwa wentylatory: duży, chłodzący Sunbeama i mały, przymocowany do radiatora hotendu. Sprawdzam więc długą checklistę podesłaną przez Pawła celem zdiagnozowania problemu. Znowu trochę gmerania przy kabelkach, aby sprawdzić, czy wszystko jest dobrze podłączone. Naturalnie jest. Elektronika podaje napięcie na wyjście. Ostatecznie problemem okazuje się linijka w pliku config: switch.fan3.startup_value 130. Próby zwiększenia napięcia ze 130 do większej wartości nic nie dają, ale na szczęście po wykasowaniu całej linijki wentylatory zaczynają chodzić.
Czy to już koniec problemów i możemy przejść do drukowania? Niemalże! Rogrzewając hotend i stół przy pomocy polecenia Preheat PLA zauważymy, że drukarka 3D aby zacząć grzanie, każe prosić się dwa razy (po pierwszym kliknięciu Preheat PLA nigdy nie ma reakcji). Jeśli zaś puścimy wydruk na nierozgrzanej drukarce, maszyna, owszem, zacznie rozgrzewać się sama do zadanej temperatury, jednak nie załączy grzania stołu i hotendu jednocześnie. Najpierw rozgrzeje nam stół a dopiero później zabierze się za hotend. Problemy te mają być rozwiązane w nowym patchu. Czekam z niecierpliwością.
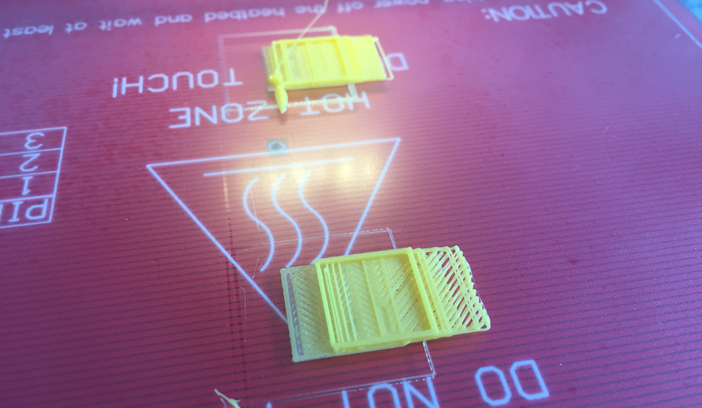
Poznawszy zwyczaje drukarki 3D, puszczam kolejny wydruk – ten sam filament, model również taki sam, tylko nieco zmniejszony i powtórzony dwa razy. Katastrofa! Kolejne warstwy wydruku przesuwają wzdłuż osi X. W ruch idzie WD-40. Aplikuję na oś. Pomaga. Kolejny wydruk wygląda dobrze. Chyba można uznać, że drukarka 3D została ujarzmiona. Okresu ochronnego nie będzie, od razu zaprzęgam ją do ciężkich robót. Puszczam kilka niecierpiących zwłoki wydruków z PLA. Wychodzą bardzo ładnie. Problemy zaczynają się przy kolejnym modelu – kilka następnych prób druku 3D kończy się niepowodzeniem, znowu przesuwają się warstwy w kierunku X. WD-40 ani wazelina techniczna tym razem nie pomagają. Łączymy się z Pawłem, który tłumaczy, że przyczyną są najprawdopodobniej zbyt mocno dokręcone śrubki w ekstruderze. Wygląda na to, że ma rację – powinnam trochę odpuścić treningi na siłce. Śrubki zostają poluzowane. Model, który drukuje się w tej chwili już ponad 6 godzin, jak na razie, odpukać, wygląda doskonale.

Całkowity czas montażu drukarki 3D
| Montaż osi X | 1 godzina i 49 minut |
| Montaż osi Y | 1 godzina i 50 minut |
| Montaż ramy | 45 minut |
| Montaż ekstrudera | 37 minut |
| Składanie osi: X i Y, ekstrudera i ramy w całość | 3 godziny i 4 minuty |
| Podłączenia i poprowadzenie kabli | 1 godzina 30 minut |
| CAŁOŚĆ | 9 godzin i 45 minut |
Podsumujmy: choć drukarka 3D mogłaby być teoretycznie gotowa do pracy po niecałych 10 godzinach składania (tyle zajął mi jej montaż netto, nie licząc rozkręcania i ponownego skręcania celem wymiany niewłaściwych części), moja przeprawa z kitem trwała dwa tygodnie. To dość długo, a liczba przeróżnych wpadek ze strony producenta drukarki Monkeyfab jest niestety znaczna. Na szczęście Paweł Twardo był bardzo pomocny i natychmiast starał się rozwiązać każdy pojawiający się na horyzoncie problem – mamy nadzieję, że wszyscy jego klienci mogą liczyć na równie fantastyczny customer service. Jednak pozostaje uczucie, że przypadła mi w tym przedsięwzięciu rola beta-testera nowej, nie całkiem jeszcze dopracowanej, wersji urządzenia.
Pomimo, iż wiele osób mogłoby się zniechęcić przy takim obrocie spraw, moje wrażenia ze składania zestawu są raczej pozytywne. Nie licząc opisanych powyżej niedociągnięć, kit jest przygotowany naprawdę starannie. Z drukarką 3D dostajemy komplet narzędzi potrzebnych do składania (przydałby się może jeszcze tylko klucz płaski), wszystkie części są nowe (nie z recyclingu…), większość elementów składa nam się niemal sama w rękach. Wszystkie podłączenia są na wtyczki, nie musimy nic lutować, nie musimy też nic dodrukowywać, aby móc zacząć działać na drukarce 3D, a dzięki bardzo dobrym instrukcjom, PRIME złożyłoby nawet małe dziecko (ale lepiej, żeby miało numer telefonu do Pawła Twardo).
Konstrukcja drukarki 3D jest przemyślana i pracuje się na niej bardzo sprawnie. Pewne rzeczy mogłyby oczywiście zostać dopracowane, jak na przykład mocowanie szyby na stole, które jest ogólnie bardzo przyjazne użytkownikowi, ale od czasu do czasu szyba potrafi się nieco przesunąć w trakcie druku. Chyba wolałam też poprzednią wersję panelu sterowania – z gałką, a nie kilkoma przyciskami, gdyż można było na niej operować znacznie szybciej. Ale ogólnie rzecz biorąc jest to świetna drukarka 3D dla osób ceniących sobie wygodę pracy i estetykę urządzenia, ale chcących zachować pełną kontrolę nad procesem druku i możliwość stosowania wszelkich dostępnych rodzajów filamentu. Samodzielny montaż zestawu, po dopracowaniu pewnych kwestii, nie powinien nastręczać nikomu trudności.