Pod koniec lutego tego roku, opublikowałem artykuł z listą 10 największych rozczarowań po zakupie nowej drukarki 3D. Cieszył się on na tyle dużą popularnością, iż uznałem że warto pójść krok dalej i stworzyć listę 10 najgorszych rzeczy jakie mogą się przytrafić w trakcie samego procesu druku 3D, bez względu na to z jakiej drukarki 3D będziemy korzystać. Każdy drukarz 3D przeżył większość poniższych historii i wiążą się one dla niego z mniej lub bardziej smutnymi wspomnieniami. Czasem udaje się ich uniknąć – czasem tak po prostu się dzieje… Oto lista 10 najbardziej frustrujących rzeczy, jakie mogą się przytrafić w procesie druku 3D…
1. Wydruk psuje się na pierwszej warstwie drukowanej z dokładnością 0,1 mm, a nas czeka żmudne czyszczenie jego resztek ze stołu – niby nic, a jednak bardzo irytuje i zajmuje sporo czasu. Pół biedy gdy stół jest idealnie skalibrowany z głowicą drukującą i ścieżka ma idealną wysokość – gorzej, jeśli pierwsza warstwa plastiku dość mocno wprasowała się w stół i musimy ją mozolnie zdzierać z powierzchni stołu. Super jeśli to był gładki, szklany stół – fatalnie jeśli był pokryty którymś ze środków zwiększających przyczepność, jest do niego przyklejony BuildTak lub jest perforowany…

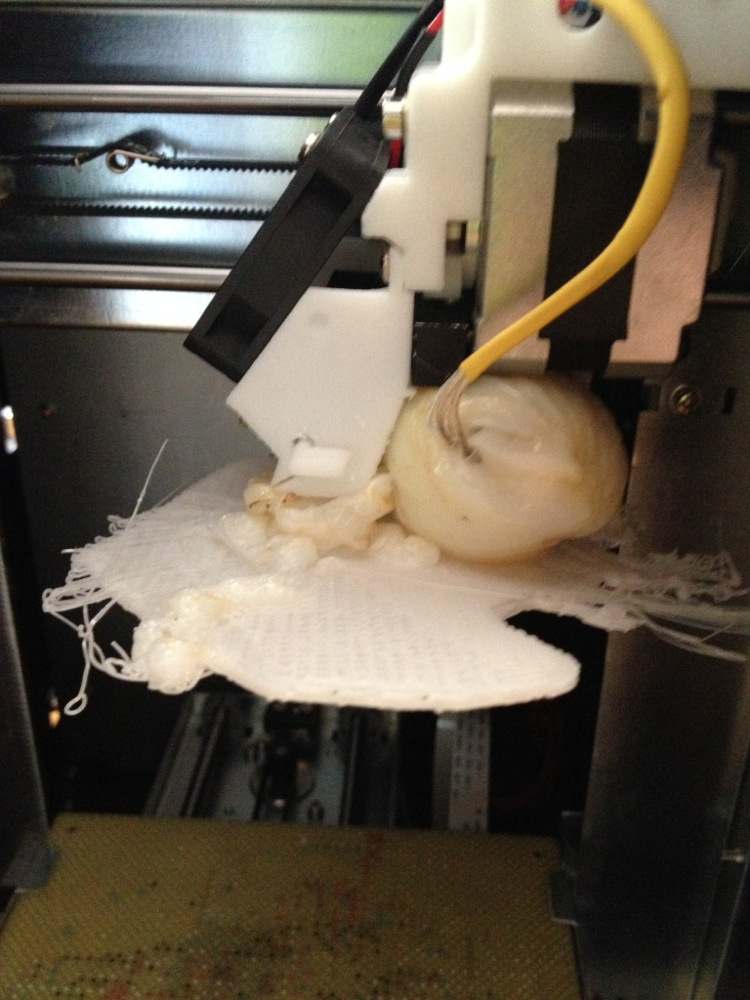
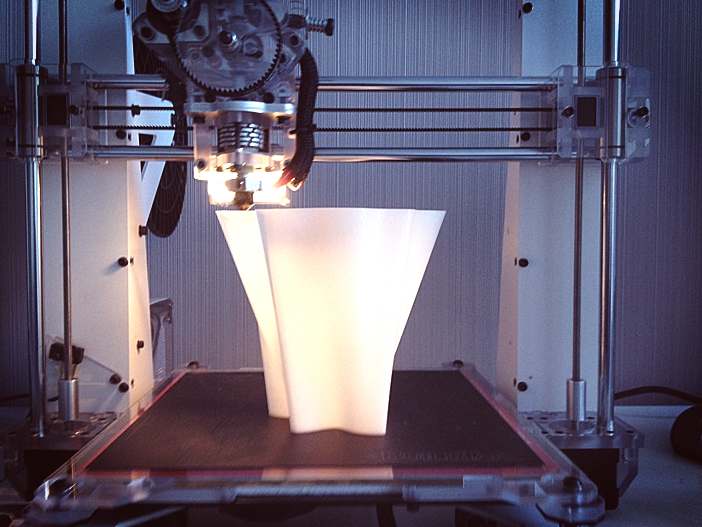
2. W trakcie druku 3D jeden fragment kurczy się i odkleja się od stołu – to uczucie, gdy po kilku godzinach wydruk zaczyna psuć się na waszych oczach a wy stajecie przed dylematem czy go przerwać, czy jednak dodrukować do końca i spróbować w jakiś sposób uratować? Niestety stopniowe odklejanie się wydruku od stołu może prowadzić czasem do bardzo przykrych konsekwencji… Wydruk może odkleić się od stołu w ogóle, powodując iż głowica będzie ekstrudować kolejne warstwy plastiku w powietrzu – lub co gorsza, wydruk przyklei się do głowicy, wokół której zacznie tworzyć się rosnąca z każdą warstwą kula plastiku.
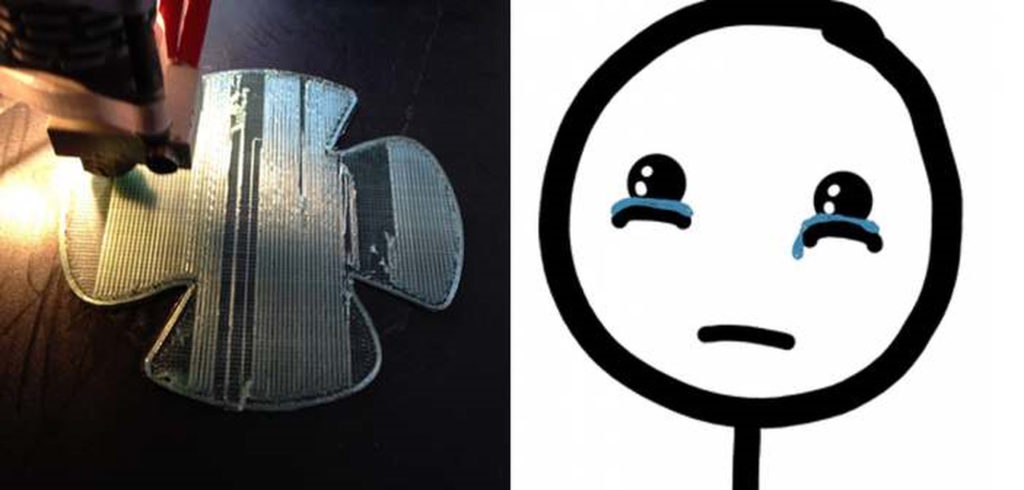
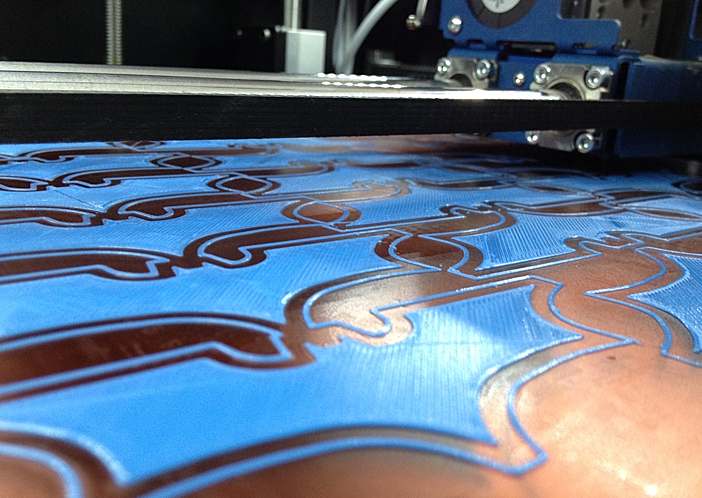
3. Drukując kilka elementów równocześnie jeden z nich odkleja się od stołu – co najgorszego może zdarzyć się w produkcji niskoseryjnej? Gdy jeden z kilku – kilkunastu elementów drukowanych równocześnie na drukarce 3D podwija się i zaczyna odklejać, tworząc niebezpieczeństwo, że w którymś momencie oderwie się od stołu całkowicie, niszcząc cały proces wydruku. A reszta modeli drukuje się tak ładnie… Wyłączyć, czy poczekać – oto jest pytanie? A nuż feralny element jednak utrzyma się na stole do końca wydruku?
4. W trakcie druku 3D kończy się lub łamie filament – problem opisywany w serwisie już kilkakrotnie. O ile kwestia kończącego się filamentu jest dość oczywista, o tyle łamiący się filament należy do grona najbardziej frustrujących aspektów druku 3D. Problem dotyczy w dużej mierze materiałów kompozytowych, których struktura sprawia, że mają słabszą wytrzymałość i są dość kruche i delikatne. Tak jest np. w przypadku popularnych Laywood i Laybrick, czyli kompozytów PLA i drewna oraz kredy.

5. W trakcie druku 3D filament zacina się na rolce – jeżeli materiał nie jest dobrze nawinięty, potrafi się zablokować, zapętlić i popsuć wydruk. Extruder nie jest w stanie ciągnąć filamentu, a radełko zaczyna żłobić w nim dziurę. Resztki (wióry) filamentu brudzą wnętrze extrudera, który wymaga po wszystkim przeczyszczenia. Oczywiście jeżeli nie zauważymy tego odpowiednio wcześniej (bo wydruk drukuje się np. w nocy) drukarka 3D będzie w dalszym ciągu „drukować„, tyle tylko że, proces będzie odbywał się w powietrzu… Kiedyś dość dokładnie opisałem ten przypadek w oddzielnym artykule.
6. W trakcie druku 3D filament zapycha głowicę drukującą – problem stary jak same RepRapy… Tani filament zakupiony od nierzetelnego producenta potrafi być zanieczyszczony lub mieć pływającą średnicę. Tak czy inaczej, w trakcie druku 3D zapycha głowicę drukującą powodując nie tylko przerwanie samego wydruku jak również konieczność ręcznego przepychania głowicy – a w najgorszym przypadku rozbierania jej na części i wyciągania różnych „wynalazków” z jej wnętrza…

www.3dwpraktyce.pl
7. W trakcie druku 3D następuje zanik zasilania – kolejny bardzo znany problem – postrach firm i osób specjalizujących się w długich, kilkunastogodzinnych wydrukach. Gdy pada nam zasilanie (nie samej drukarki 3D, lecz źródło zewnętrzne), oznacza to koniec dla naszego wydruku. Rozwiązaniem może być funkcja autosave stosowana np. w Monkeyfab PRIME, jednakże będzie ona działać tylko i wyłącznie w przypadku określonych materiałów i zastosowania np. naklejki na stół BuildTak. W innych przypadkach brak zasilania oznacza rozpoczęcie całej pracy od nowa – i co za tym idzie, utratę materiału.
8. W trakcie druku 3D okazuje się, że wygenerowane podpory są zbyt słabe aby utrzymać fragment wydruku, łamią się, a model zaczyna drukować się w powietrzu – niektóre modele są na tyle skomplikowane, że ich wydruk jest możliwy tylko i wyłącznie po zaprojektowaniu specjalnych, dedykowanych podpór. Ewentualnie, w najlepszym przypadku nasycenie podpór musi być tak duże, że nawet jeśli uda wydrukować się dany fragment modelu, ich późniejsze usuwanie będzie bardzo skomplikowane, a czasem wręcz niemożliwe… Może się też zdarzyć, iż zbyt słaba podpora łamie się bądź urywa w trakcie druku i reszta modelu jest drukowana w tym miejscu w powietrzu.
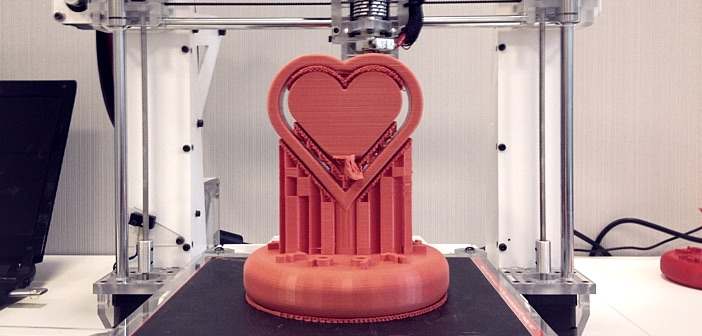
9. Po wydrukowaniu modelu, okazuje się, że podpór nie da się usunąć – chcąc wydrukować model o naprawdę skomplikowanej geometrii, może okazać się, iż jestdo tego potrzebne wygenerowanie bardzo dużej ilości podpór, których potem… nie ma jak oderwać z gotowego wydruku. Dlatego będąc bogatym o to doświadczenie (i biedniejszym o filament, który został zmarnowany na wcześniejszy wydruk), następnym razem użytkownik zastanowi się jak ułożyć wydruk inaczej, lub pociąć go na części, które będą drukowane oddzielnie a potem sklejone w całość? Ewentualnie da sobie spokój z takimi modelami…

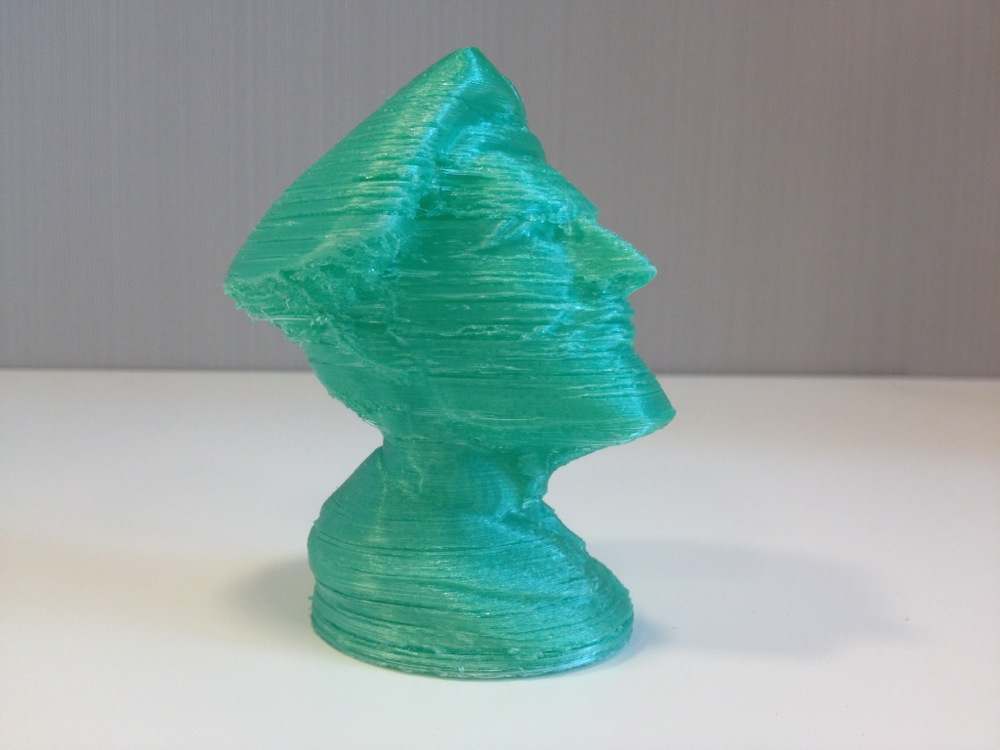
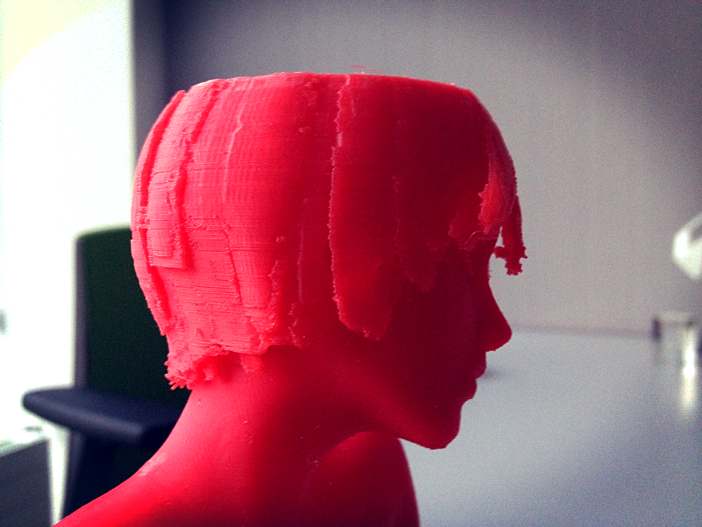
10. Wydruk wychodzi źle i nie uda się go już jak uratować – to najtrudniejsza decyzja ze wszystkich. Teoretycznie wszystko przebiega bez zarzutu, warstwy rozkładają się tak jak trzeba, wydruk idealnie przywiera do stołu roboczego, podpory zostały wygenerowane w najlepszy możliwy sposób. Mimo to model drukuje się źle… Może to kwestia prędkości, może zbyt niskiej lub zbyt wysokiej temperatury? Może ustawiliśmy za mały lub za duży „flow rate” dla głowicy, inną retrakcję, może trzeba było inaczej ustawić model na stole? Może nasza drukarka 3D jest po prostu za słaba na takie modele? Tak czy inaczej jest już za późno na zmiany, a model jest wydrukowany w połowie lub dwóch/trzecich… Wyłączamy go czy mimo wszystko czekamy do końca?