W niniejszym cyklu prezentującym najczęstsze błędy jakie popełniają osoby zainteresowane zakupem pierwszej drukarki 3D drukującej z termoplastów w technologii FDM / FFF, wielokrotnie wskazywałem na problem skurczu materiałów. Jest to szczególnie trudne w przypadku aplikacji wykorzystujących w pracy specjalistyczne tworzywa sztuczne klasy inżynieryjnej oraz urządzeń o dużym obszarze roboczym, znacząco przewyższającym standardowe 20 cm w osiach XYZ. Jednym z najbardziej oczywistych sposobów na radzenie sobie z tą trudnością jest stosowanie w drukarkach 3D zamkniętych komór roboczych, które chronią wydruk 3D przed przypadkowymi i niekontrolowanymi zmianami temperatur oraz niwelują do pewnego stopnia skurcz. Jednakże jak zawsze w tego typu przypadkach – drukarka 3D drukarce 3D nierówna, co ma oczywiste przełożenie na kwestię samych komór roboczych…
W pierwszej części cyklu opisywałem kwestię niedopasowania oczekiwań co do jakości urządzenia i efektów jego pracy względem posiadanego budżetu (ZOBACZ: „1-szy BŁĄD PRZY ZAKUPIE DRUKARKI 3D – jak najtańsza, czyli po co przepłacać?„), w drugiej problemy związane z drukowaniem wielkogabarytowych modeli 3D (ZOBACZ: „2-gi BŁĄD PRZY ZAKUPIE DRUKARKI 3D – „duży, wielki, olbrzymi” obszar roboczy…„), a w trzeciej tłumaczyłem wszystkie niuanse dotyczące pracy z dwoma głowicami drukującymi (ZOBACZ: „3-ci BŁĄD PRZY ZAKUPIE DRUKARKI 3D – cała prawda o drukowaniu 3D z dwóch głowic drukujących„). Jeśli nie mieliście okazji przeczytać powyższych artykułów, przed lekturą tego zachęcam szczególnie do zapoznania się z drugim z nich, w którym dokładnie opisałem problem skurczu materiałów termoplastycznych podczas procesu druku 3D. Bez wiedzy tam zawartej, część zagadnień opisanych poniżej może okazać się niezrozumiała.
Drukarki 3D typu FDM / FFF możemy podzielić ze względu na kwestię komory roboczej na następujące grupy i kategorie:
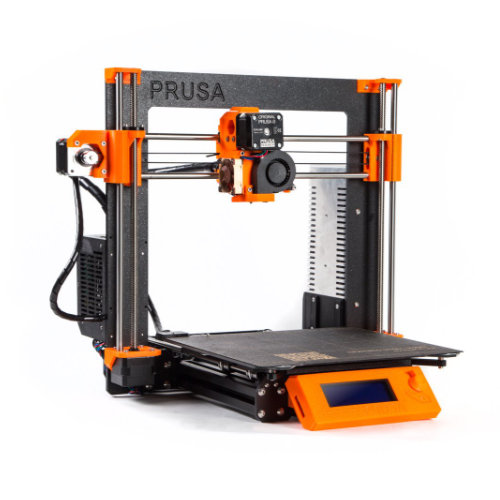
- drukarki 3D otwarte, tj. bez jakiejkolwiek obudowy (np. Prusa i3)
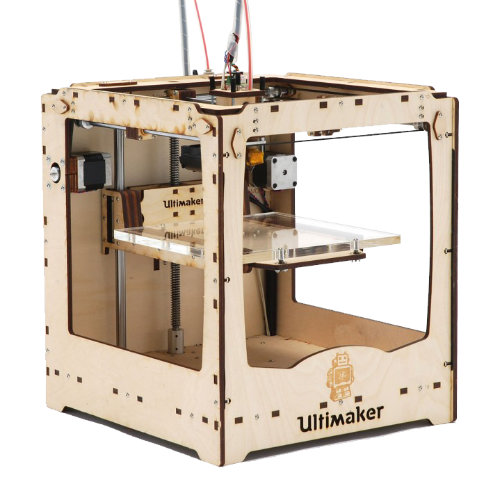
- drukarki 3D otwarte, w konstrukcji skrzynkowej (np. drewniany Ultimaker Original)
- drukarki 3D półotwarte, z osłonami z trzech stron – obydwa boki i tył zamknięte, front i góra otwarte (np. Ultimaker 3)
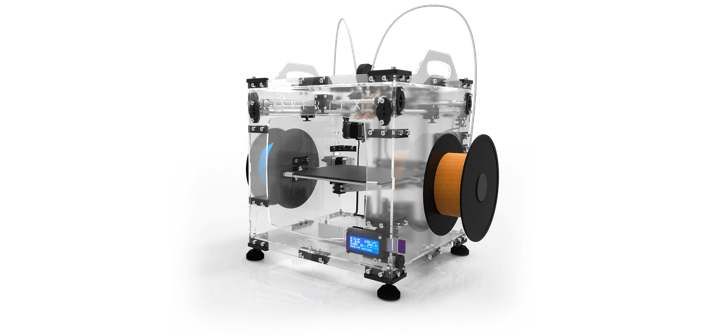
- drukarki 3D zamknięte ze wszystkich stron, ale z widocznymi prześwitami przy drzwiczkach frontowych lub elementach obudowy (np. XYZPrinting da Vinci 1.0 PRO)
- drukarki 3D zamknięte ze wszystkich stron, bez dedykowanego systemu grzewczego w komorze (np. Zortrax M200 Plus wyposażony w HEPA Cover)
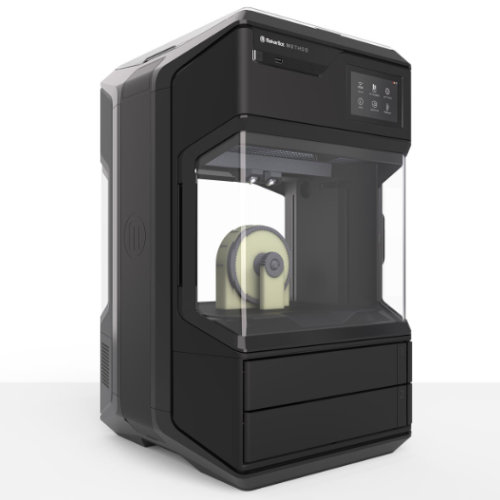
- drukarki 3D zamknięte, z dedykowanym systemem podgrzewanej komory roboczej (np. Zortrax Inventure, MakerBot Method lub wszystkie drukarki 3D Stratasys).





.
Kwestia, nad którą chciałbym się pochylić w niniejszym artykule dotyczy różnic pomiędzy zamkniętą, a zamkniętą i podgrzewaną komorą roboczą. Chociaż na pierwszy rzut oka może wydawać się, że odrębność pomiędzy nimi jest niewielka, bądź też dotyczy wyłącznie jakiegoś mało istotnej funkcjonalności, w przypadku wybranych tworzyw sztucznych jest kwestią decydującą o powodzeniu (lub niepowodzeniu) wydruku 3D.
Jakie materiały wymagają stosowania zamkniętej komory roboczej?
Co do zasady, im mamy do czynienia z bardziej specjalistycznym materiałem, tym konieczność drukowania go w zamkniętym i kontrolowanym środowisku jest wyższa. Popularne tworzywo PLA charakteryzuje się niewielkim skurczem, więc może być z powodzeniem drukowane na każdej drukarce 3D – otwartej, zamkniętej, z grzanym lub zimnym stołem roboczym. W przypadku tworzyw w rodzaju ABS, PETG, lub HIPS, drukowanie 3D na otwartych konstrukcjach jest również jak najbardziej możliwe, jednakże aby wydrukować detal w poprawny sposób, w pomieszczeniu w którym pracuje drukarka 3D należy zapewnić odpowiednie warunki (brak przeciągów, stała temperatura powietrza etc.).
Nie należy także przesadzać z gabarytami detalu – kilku – kilkunastocentymetrowe obiekty powinny dać się wydrukować bez większych problemów z skurczem lub pękaniem powierzchniowym, ale z obiektami mierzącymi ponad 20 centymetrów w osiach XY może być już kłopot. W takich przypadkach zamknięta komora robocza może okazać się koniecznością.
W przypadku tworzyw w rodzaju nylonu, PCABS (kompozyt poliwęglanu i kopolimeru ABS), lub nylonu domieszkowanym włóknem węglowym lub szklanym, praca na otwartej drukarce 3D może zakończyć się fiaskiem. Oczywiście wszystko zależy tutaj też od gabarytu i geometrii modelu – mierząca kilka centymetrów łódka 3DBenchy powinna wyjść nawet na tanim składaku z Chin:
ale detal pokroju modelu konkursowego z tegorocznej edycji Mistrzostw Polski w Druku 3D, wydrukuje się poprawnie z tego typu materiałów tylko na maszynie z zamkniętą komorą roboczą:
Zamknięta komora bez niezależnego systemu grzewczego
Zamknięta komora drukarki 3D nie wyposażonej w dedykowany, niezależny system grzewczy, może okazać się w pełni wystarczająca dla znakomitej ilości aplikacji drukowanych z materiałów typu ABS, PETG czy HIPS, o ile ich geometria nie przekracza dwudziestu centymetrów w osiach XYZ. W jej wnętrzu panuje podwyższona temperatura za sprawą ciepła emitowanego przez stół roboczy, który w zależności od materiału rozgrzewa się do temperatury od kilkudziesięciu do stu stopni Celsjusza.
Temperatura nie jest rozprowadzana niestety w kontrolowany sposób – w okolicach stołu roboczego jest zawsze najcieplej, ale pod lub nad stołem różnica może dochodzić nawet do kilkudziesięciu stopni (dotyczy to przede wszystkim urządzeń o obszernych komorach, które nie są szczelnie zamknięte, jak np. w XYZPrinting da Vinci PRO 1).
Zamknięta i podgrzewana komora robocza
W tym przypadku za podgrzewanie powietrza wewnątrz komory odpowiada niezależny system, który cały czas kontroluje poziom temperatury. Tak jak w tradycyjnych drukarkach 3D wydruk jest uruchamiany po tym jak do wymaganej temperatury podgrzane zostają głowica drukująca i stół roboczy, tak w tym przypadku wydruk startuje dopiero wtedy jak odpowiednią temperaturę osiągnie także komora. Równocześnie wydruk 3D będzie mógł zostać wyjęty z drukarki 3D dopiero jak temperatura wewnątrz spadnie w kontrolowany sposób do niskiego poziomu.
W tym ostatnim przypadku chodzi o to, żeby uniknąć sytuacji gdy wydruk drukowany w temperaturze otoczenia na poziomie 60-80°C po nagłym wyjęciu z drukarki 3D i ekspozycji na temperaturę 3-4-krotnie niższą nie popękał na krawędziach.
Podsumowanie:
Zakup drukarki 3D z podgrzewaną komorą ma sens tylko i wyłącznie w przypadku gdy mamy w planach pracę z trudnymi, specjalistycznymi tworzywami sztucznymi, o gabarytach oscylujących na poziomie min. kilkunastu centymetrów w osiach XYZ. Chcąc drukować z PLA i od czasu do czasu z ABS lub PETG, z powodzeniem możemy ograniczyć się do urządzeń otwartych / półotwartych, lub z zamkniętą, ale nie podgrzewaną komorą roboczą.
Równocześnie zawsze należy pamiętać, że im bardziej profesjonalne ma być zastosowanie aplikacji jakie zamierzamy tworzyć, tym bardziej funkcjonalny powinien być sprzęt z którego korzystamy.
ZOBACZ WSZYSTKIE ARTYKUŁY Z CYKLU:
1-szy BŁĄD PRZY ZAKUPIE DRUKARKI 3D – jak najtańsza, czyli “po co przepłacać?”
2-gi BŁĄD PRZY ZAKUPIE DRUKARKI 3D – “duży, wielki, olbrzymi” obszar roboczy…
3-ci BŁĄD PRZY ZAKUPIE DRUKARKI 3D – cała prawda o drukowaniu 3D z dwóch głowic drukujących
4-ty BŁĄD PRZY ZAKUPIE DRUKARKI 3D – o co chodzi z zamkniętą i podgrzewaną komorą roboczą?