
„Szybko, dużo i tanio” – tak mniej więcej wygląda Wielka Trójka Oczekiwań osób planujących zakup swojej pierwszej drukarki 3D. Niska cena jest czymś oczywistym – nikt nie lubi przepłacać, szczególnie za rzeczy, co do których nie ma pewności czy się sprawdzą lub czy będzie się w stanie z nich w pełni korzystać? „Dużo” oznacza zwykle produkcję obiektów wielkogabarytowych, a takie w druku 3D zaczynają się już od momentu, gdy detal zaczyna przekraczać 30 cm w którejś z osi XYZ. Natomiast „szybko” jest czymś bardzo indywidualnym – niektórzy wyobrażają sobie, że wydruk 3D powstają w ciągu „kilku minut”, inni są skłonni poczekać na niego „nawet godzinę” – tymczasem przeciętnych rozmiarów część (ok. 10 cm w osiach XYZ) i znośnej jakości drukuje się od kilku – do kilkunastu godzin. Gdy osoby planujące zakup dowiadują się o tym, dochodzi tu do dużego rozczarowania i wyrobienia poglądu, że „drukarki 3D są powolne”.
Czy drukarki 3D faktycznie wolno drukują rzeczy? Cóż, to zależy do czego to porównamy? Jeżeli do kaprysu pragnienia posiadania fizycznej rzeczy, to faktycznie – wszystko co trwa dłużej niż „natychmiast” budzi frustrację i zniechęcenie. Jeśli jednak porzucimy emocje i życzenia, i skupimy się na konkretach – technologii oraz aspektach wytwórczych okaże się, że trudno znaleźć równie szybką metodą produkcyjną co druk 3D.
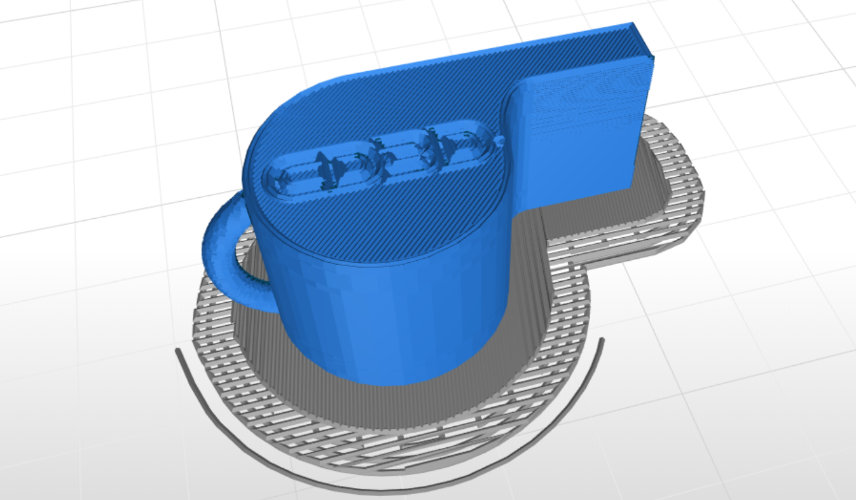
Wyobraźmy sobie, że chcemy wydrukować sobie gwizdek z jakimś logo (np. logo Centrum Druku 3D):

Gwizdek ma w środku kulkę, która furkocze w jego wnętrzu, gdy gwiżdżemy:
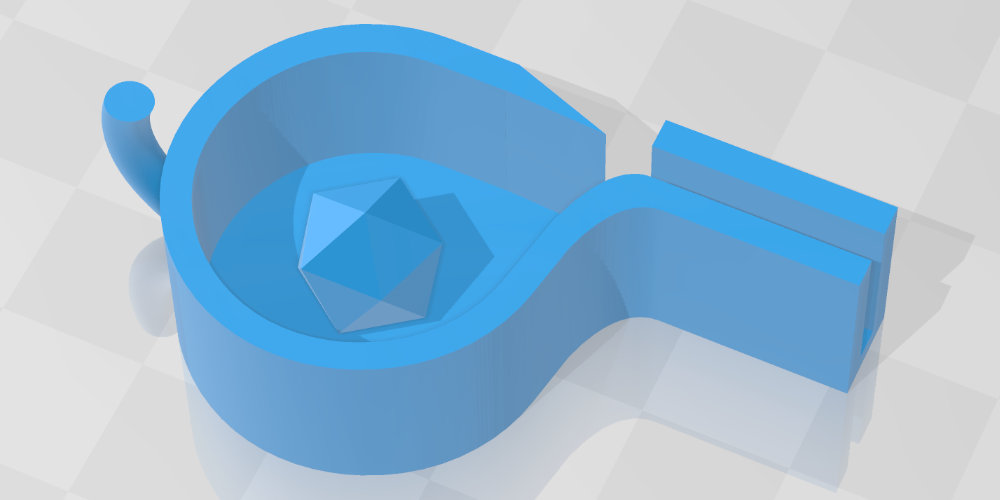
Model jest niewielki – mierzy zaledwie 5 x 2,5 x 2 cm. Jeśli będziemy drukować go na drukarce 3D typu FDM / FFF z plastiku w formie żyłki (model Zortrax M200 Plus), czas produkcji wyniesie:
- dla warstwy 0,1 mm (wysoka dokładność) = 2 godziny
- dla warstwy 0,2 mm (standardowa dokładność) = 1 godzina 10 minut
- dla warstwy 0,3 mm (niska dokładność) = 50 minut.
Osoby obeznane z drukiem 3D wiedzą, że akurat dla tego typu geometrii warstwa 0,2 mm będzie w pełni wystarczająca, a i 0,3 mm w zupełności się nada. Dodatkowo, gdyby zmienić oprogramowanie (akurat w Zortrax się nie da…) i pogrzebać trochę w ustawieniach zaawansowanych, można z powodzeniem obniżyć powyższe czasy nawet o 20-30%.
Niemniej jednak dla drukarkowych laików powyższe czasy produkcji tak czy inaczej wydadzą się koszmarnie długie! Dwie godziny czasu stracone na tak malutki gwizdek…? Ponad godzina na wydruk 3D w „standardowej” – a więc „nienajlepszej” jakości…?
Zobaczmy jak będzie wyglądało to przy innym detalu? Oto prosty uchwyt do mocowania na ścianę, do którego montowane są inne komponenty. Banalnie prosta geometria, ale dużo większy rozmiar: 17 x 3 x 11,5 cm.
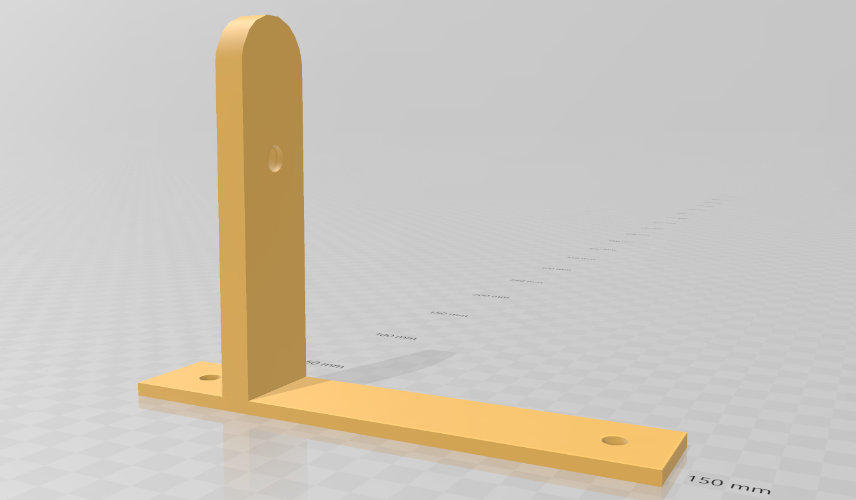
Ponownie dokonam symulacji na Zortrax M200 Plus, z wypełnieniem 90% i tym razem już tylko dla warstw:
- 0,2 mm = 4 godziny (z czego 21 minut można teoretycznie odjąć, ponieważ tyle trwa wydruk raftu, który jest niezbędny na tym modelu drukarki 3D, ale na innych urządzeniach ze stołami ze szkła, blachy lub tworzywa nie jest on konieczny)
- 0,3 mm = 3 godziny i 21 minut (również można odjąć 21 minut).
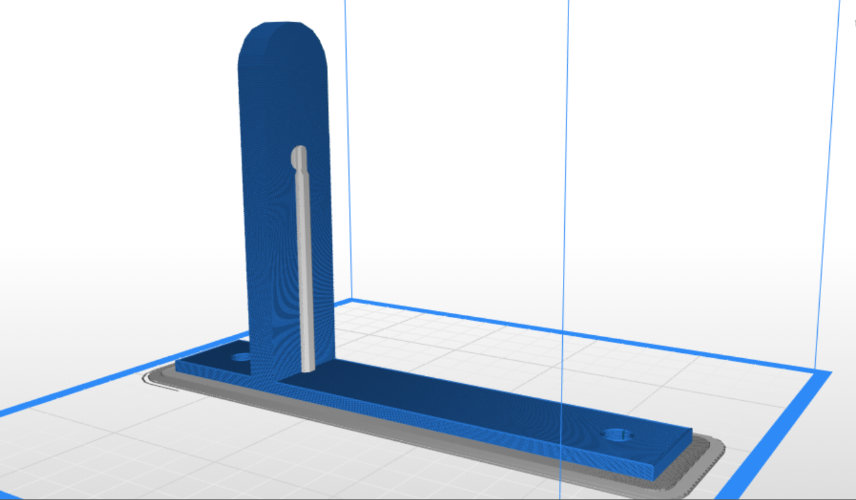
Abstrahując od tego, że powyższe spozycjonowanie detalu na stole może być dość dyskusyjne (układ warstw sprawia, że pionowe ramię, będzie łatwo pękać), to czasy pracy wciąż mogą wydawać się ekstremalne. Przecież powyższy element to naprawdę nic więcej, jak tylko prosty kawałek plastiku do przykręcenia do ściany – jak na jego produkcję można tracić aż 4 godziny czasu…? To przecież połowa tradycyjnego „dnia pracy”!
Zastanówmy się teraz jednak, jak wyglądałaby produkcja tych części jakąkolwiek inną metodą wytwórczą? Przy założeniu, że wykonamy je również z plastiku, mamy do wyboru następujące techniki:
- frezowanie CNC
- wycinanie poszczególnych elementów (np. laserem) i łączenie ich w całość (poprzez skręcanie, zgrzewanie lub spawanie)
- formowanie wtryskowe (pomijam tradycyjne odlewnictwo, gdyż z kosztowego i czasochłonnego punktu widzenia są zbieżne – a z pewnością z perspektywy druku 3D).
Jeśli chodzi o gwizdek, to w takiej formie (zamknięta konstrukcja i ruchomy element w środku) nie jest on możliwy do wykonania w jednym kawałku, przy pomocy jakiejkolwiek z trzech wymienionych metod. W przypadku frezowania CNC należałoby wykonać dwie części obudowy i kulkę, a następnie złożyć konstrukcję w całość i w jakiś sposób zapewnić, że nie będzie się otwierać (albo ścianki będą mocno ze sobą spasowane i nastąpi to „na wcisk”, albo będą klejone, albo zgrzewane / spawane). Identycznie wyglądałoby to w przypadku wycinania laserem, z tą tylko różnicą, że wypalanie wnętrza obudowy połówek gwizdka, to dość karkołomne zadanie (zdecydowanie lepiej jest to frezować).
W obydwu przypadkach tracimy dużo materiału budulcowego. W procesie druku 3D materiał jest nakładany selektywnie na stół roboczy drukarki 3D i w przypadku wybranych metod oraz geometrii bywa, że ilość zużytego materiału = detal (stosunek 1:1). We frezowaniu CNC, z bloku materiału musimy wyfrezować („mechanicznie” wyrzeźbić) zadany kształt, tracąc mnóstwo surowca. Próba wycinania i wytapiania wnętrza obudowy gwizdka laserem jest kiepskim pomysłem, więc je pomijam. Lepiej byłoby wyciąć zewnętrzne powierzchnie i precyzyjnie je zespawać ze sobą.
Jeśli chodzi o formowanie wtryskowe (czy odlewnictwo w ogóle), to konieczne jest najpierw zaprojektowanie i wykonanie formy, a następnie wykonanie odlewów. W przypadku formowania wtryskowego, żeby koszt formy miał jakiekolwiek uzasadnienie ekonomiczne, należałoby wyprodukować ich kilka tysięcy…
Kolejna sprawa – często pomijana w kontekście druku 3D: czas przygotowania pliku do druku 3D, tj. zaprojektowanie procesu produkcji części, trwa w kontekście gwizdka raptem kilkadziesiąt sekund (kilka minut dla początkującego użytkownika). W przypadku CNC, cięcia laserem – nie mówiąc już o projektowaniu formy odlewniczej lub do wtrysku, będzie trwało bez porównania dłużej.
Jeśli chodzi o uchwyt, sprawa wygląda identycznie – w przypadku frezowania CNC najkorzystniej byłoby wykonać to z dwóch części i je połączyć ze sobą – tak samo jak przy cięciu laserem. Koszt formy do wtrysku będzie już dość istotny, ponieważ detal jest duży – ma blisko 20 cm w najdłuższej osi.

