ExOne jest światowym liderem w produkcji urządzeń operujących w autorskiej technologii Binder Jetting. Jest to jedna z najszybszych metod fabrykacji precyzyjnych elementów z proszków metalowych i ceramicznych. Pozwala na produkowanie powtarzalnych elementów o bardzo wysokiej jakości i dokładności wymiarowej.
Binder Jetting to technologia druku 3D, w której przemysłowa głowica drukująca selektywnie natryskuje ciekły środek spajający na cienką warstwę materiału budulcowego, warstwa po warstwie, zgodnie z przygotowaną bitmapą. Po zakończonym procesie drukowania 3D, modele są spiekane w wysokotemperaturowym piecu. Dzięki dodatkowemu wypiekaniu elementów można im nadać wymagane właściwości mechaniczne i wytrzymałościowe, a także osiągnąć gęstość do 97%.
Jest to jedna z najszybszych metod fabrykacji, ze względu na duży obszar roboczy maszyn operujących w technologii Binder Jetting i dużą ilość natryskiwanego spoiwa. W innych metodach druku 3D, modele są wytwarzane warstwowo, za pomocą małej plamki lasera czy dyszy ekstrudera o niskiej średnicy. W technologii Binder Jetting można wytwarzać elementy z prędkością osiągającą nawet 40 kg metalu na godzinę.
Modele cyfrowe
Podobnie jak w każdej innej technologii, proces druku 3D w metodzie Binder Jetting zaczyna się od modelu cyfrowego. Samo przygotowanie modelu do druku 3D nie różni się od pozostałych technologii, niemniej jednak w Binder Jetting należy pamiętać o skurczu materiału. Przed przystąpieniem do wytwarzania, należy przeskalować model w górę o 19% w płaszczyźnie XY, oraz o 21% w osi Z.
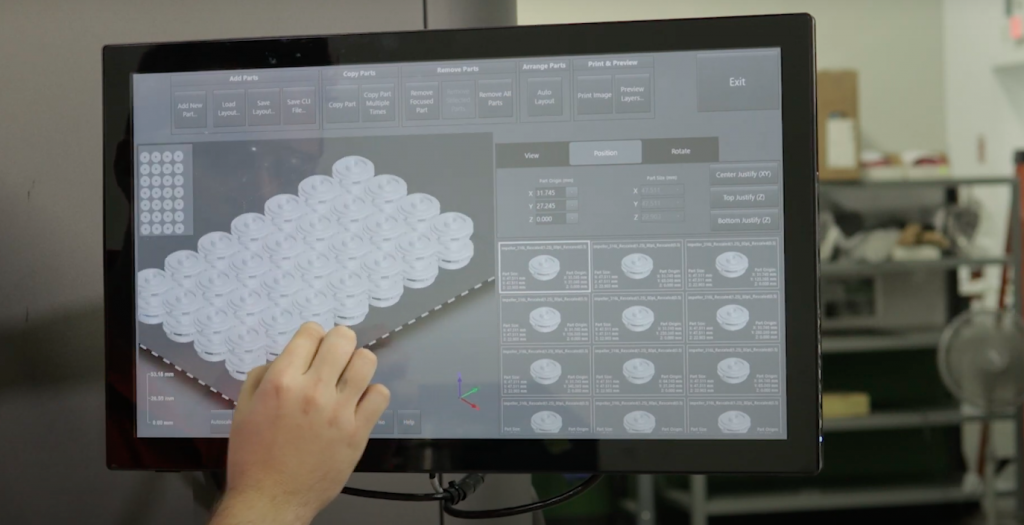
Oprogramowanie ExOne automatycznie dopasowuje rozmieszczenie modeli w komorze roboczej. Dzięki zagęszczeniu modeli na obszarze roboczym, proces jest szybszy i bardziej wydajny, pozwalając na drukowanie 3D dużej ilości elementów podczas jednego uruchomienia maszyny.
Proszki stosowane w technologii Binder Jetting
Jednym z najważniejszych aspektów drukowania 3D w technologii Binder Jetting jest dobór odpowiedniego materiału budulcowego. Jakość proszku silnie wpływa na dokładność wymiarową modeli, wykończenie powierzchni i ich gęstość. W celu wytwarzania modeli o najlepszych właściwościach, należy wybierać proszki o jak najwyższym rozdrobnieniu ziaren. Ultradrobnoziarnisty materiał o grubości ziaren 5 mikronów pozwala wytworzyć zdecydowanie lepszej jakości wydruki, niż gruboziarnisty proszek sypki, którego wielkość ziaren wynosi np. 30 mikronów.
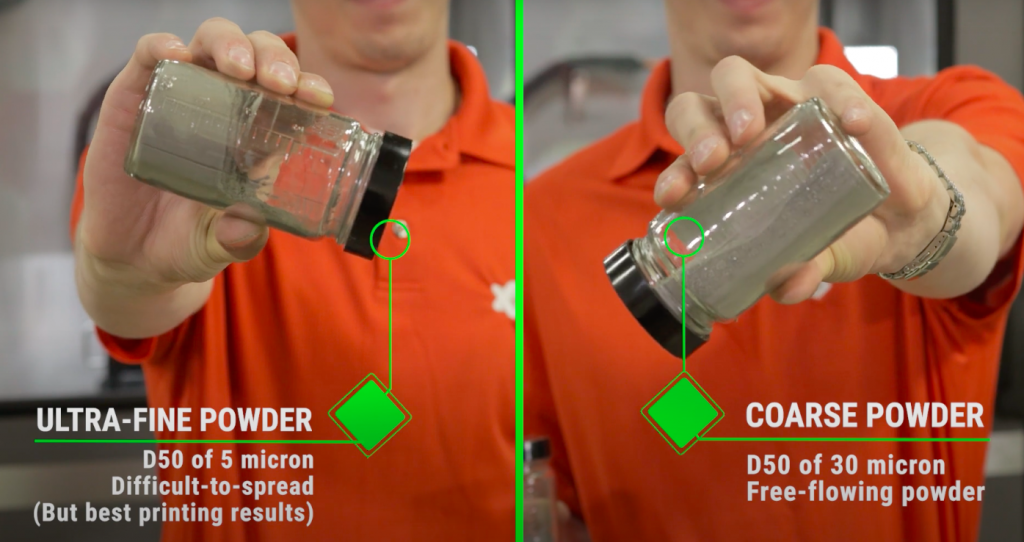
Niestety, proszki o wysokim rozdrobnieniu ziaren są najtrudniejszymi materiałami do druku 3D. Pierwszą rzeczą jest naniesienie materiału na stół roboczy. Ze względu na niską wagę cząsteczek, są one bardzo lotne i ciężko je równomiernie rozłożyć na całej powierzchni. Ponadto, są one także podatne na zbrylanie. Co więcej, ruch głowicy może spowodować przemieszczenie proszku w obrębie stołu roboczego.

Obecnie, drukarki 3D operujące w technologii Binder Jetting wytwarzają elementy z ponad 20 różnych rodzajów materiałów w formie proszku, między innymi piasku, metalu, ceramiki i kompozytów. Dzięki zastosowaniu materiałów o wysokim rozdrobnieniu ziaren, modele są wykonywane z wysoką dokładnością wymiarową, gdzie tolerancja wymiarowa nie przekracza 1%.
Proces wytwarzania modeli
Przed uruchomieniem procesu drukowania 3D, należy ustawić szereg parametrów procesu, aby uzyskać jak najlepszej jakości wydruki. Oprogramowanie maszyny zawiera wiele parametrów, zależnych np. od rodzaju materiału. Autorskie oprogramowanie przekształca trójwymiarowy model na bitmapę, która precyzyjnie określa miejsca na które głowica natryskuje ciekłe spoiwo.
Drukowanie 3D zaczyna się od naniesienia cienkiej warstwy sproszkowanego materiału budulcowego, na które głowica natryskuje środek spajający. Proces zachodzi szybko, ponieważ spoiwo jest nanoszone na proszek w sposób podobny do tradycyjnego drukowania 2D, pokrywając dużą powierzchnię materiału. Prędkość nanoszenia środka spajającego waha się od od 400 do nawet 1200 dpi, dając rozdzielczość nawet do 15 mikronów.
System Triple ACT
Autorski system Triple ACT pozwala wytwarzać jednorodne, jednolite elementy. Wahania gęstości w tej metodzie nie przekraczają 0.15-0.7% w zależności od materiału. Rozwiązuje on wszystkie trzy problemy występujące podczas drukowania 3D z proszków.
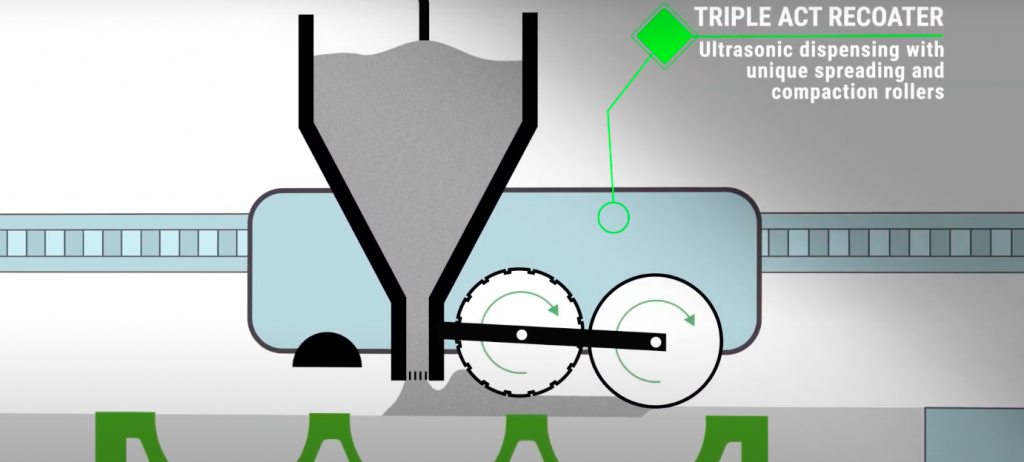
Pionowe nakładanie proszku i zastosowanie wałków rozprowadzających materiał pozwalają na uzyskanie cienkich, jednolitych warstw na które nakładany jest środek spajający. Oryginalny system drukowania ExOne polega na odpowiednim dozowaniu, rozprowadzaniu i zagęszczaniu proszku o wysokim rozdrobnieniu ziaren.
Utwardzanie wydruków
Utwardzanie i spiekanie wydruków jest wymaganym, końcowym procesem wytwarzania addytywnego w technologii Binder Jetting, ze względu na charakter metody. Warstwy sypkiego proszku, na które nałożone jest lepiszcze nie posiadają odpowiedniej wytrzymałości mechanicznej. Aby uzyskać najlepsze właściwości wydruków, elementy poddaje się utwardzaniu termicznemu w specjalnym piecu, gdzie zachodzą m. in. procesy sieciowania. Dzięki temu wydruki stają się twarde i wytrzymałe.
Po utwardzeniu elementy należy usunąć nadmiar proszku i przygotować detale do końcowego spiekania w wysokotemperaturowym piecu. Ostatni krok wytwarzania addytywnego pozwala na uzyskanie elementów o wysokiej gęstości, zredukować ryzyko odkształcenia i zniwelować skurcz materiału. Spiekanie jest kluczem do otrzymania elementów o wysokiej wytrzymałości, jakości powierzchni, z zachowaniem wymiarów modelu.
Dostawcą drukarek 3D do wytwarzania z metalu oraz piasku firmy ExOne m.in. na rynku polskim jest firma Colmex.