

W poprzednim artykule opisywałem spektakularny sukces OLO – urządzenia zamieniającego smartfon w drukarkę 3D drukującą z żywicy światłoutwardzalnej. Solido3D – twórcy OLO – zebrali w zeszłym miesiącu na Kickstarterze aż 2,3 mln $, co zapewniło im szósty najlepszy wynik w historii, w kategorii „drukarki 3D„. Równocześnie na światowych rynkach triumfy święci Formlabs – producent pierwszej niskobudżetowej drukarki 3D drukującej w technologii SLA (utwardzanie żywicy światłem lasera), a na jej głównego konkurenta wyrasta powoli Liquid Crystal, które opracowało proces druku 3D, w którym żywica jest utwardzana światłem emitowanym przez wysokorozdzielcze ekrany LCD.
Druk 3D z żywic światłoutwardzalnych charakteryzuje się większą dokładnością niż w przypadku najpopularniejszej na świecie technologii FDM. Minimalna wysokość drukowanej warstwy wynosi zaledwie 0,025 mm, a więc czterokrotnie więcej niż w przypadku standardowej drukarki 3D drukującej z ABS lub PLA. Przy pomocy stereolitografii, DLP lub pochodnych procesów (jak np. DPP w przypadku Liquid Crystal), można uzyskać wydruki o fantastycznej jakości, które z powodzeniem można wykorzystywać np. jako formy do tworzenia odlewów.
Sam proces druku 3D na drukarkach żywicznych, jest również prostszy i łatwiejszy niż w przypadku niskobudżetowego FDM. Wszystko co należy zrobić, to tak naprawdę zalać pojemnik urządzenia żywicą, zamknąć komorę roboczą i uruchomić wydruk. Nie trzeba nic kalibrować, ani wprowadzać jakichkolwiek specjalnych ustawień.

Wydawałoby się więc, że druk 3D z żywic to wyższa i lepsza forma drukowania i jest tylko kwestią czasu gdy zastąpi „niedoskonały” FDM. Cóż, nic bardziej mylnego… O ile sam proces druku 3D jest banalny, o tyle to, co następuje po nim jest bez porównania bardziej problematyczne. Mowa o post-processingu, czyli pracach wykończeniowych jakie są konieczne do tego, aby móc używać wydrukowany detal.
Temat post-processingu w druku 3D z żywic światłoutwardzalnych opisałem dość dokładnie w dwóch artykułach poświęconych pracy z The Form 1+ („The Form 1+, pierwsze wrażenia i przemyślenia…” oraz „Dlaczego sprzedaliśmy The Form 1+…?„). Jest to bardzo skomplikowany proces – przynajmniej z punktu widzenia początkującego użytkownika, który na dodatek jest „brudny” i wymaga stosowania dodatkowych preparatów chemicznych.
Generalnie proces druku 3D z żywicy wygląda w następujący sposób:
- stół roboczy urządzenia zanurza się w pojemniku z żywicą, zbliżając się na wysokość warstwy (np. 0,050 mm) do jego dna
- następnie źródło światła utwardza warstwę żywicy tworząc pierwszą warstwę
- stół unosi się odrywając wydrukowaną warstwę od dna pojemnika i opuszcza się ponownie, na wysokość kolejnej warstwy
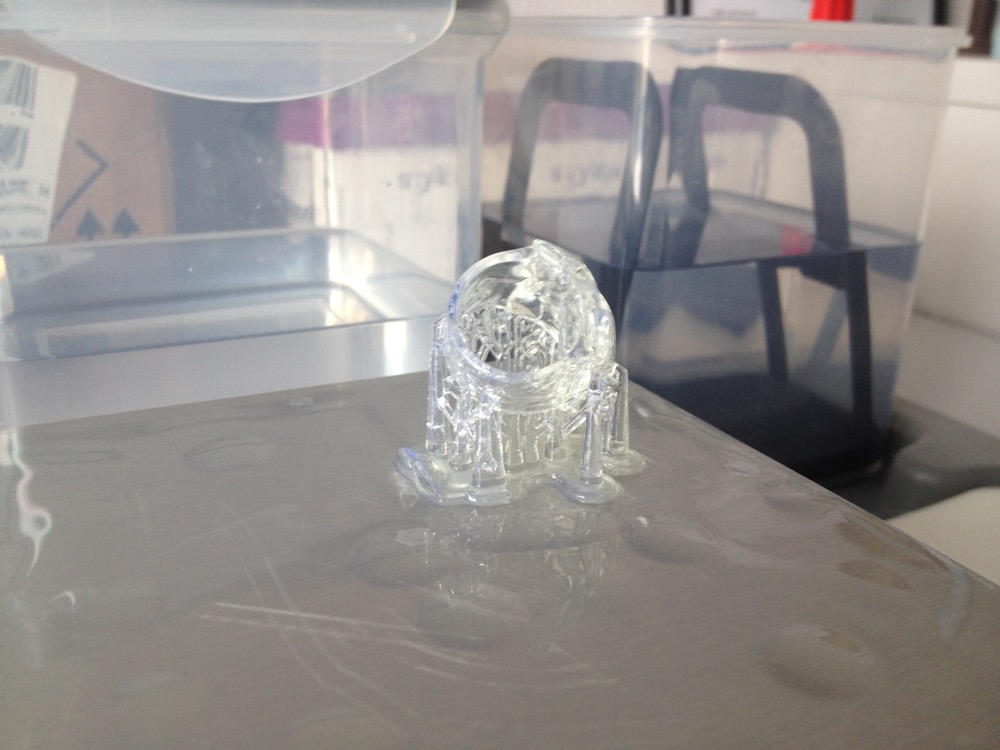
- po zakończeniu całego procesu i zbudowaniu modelu 3D, stół wraca na pozycję wyjściową; wydruk jest przyklejony do powierzchni stołu do góry nogami; należy go z niego oderwać i przystąpić do oczyszczenia z resztek żywicy i supportów.
Zarówno stół roboczy drukarki 3D jak i sam wydruk ociekają żywicą. Żywica jest lepka i utwardza się pod wpływem promieni UV, a więc… światła dziennego. Oczywiście nie następuje to w sposób natychmiastowy, jednak dłuższa ekspozycja na światło dzienne może sprawić, że żywica zacznie twardnieć. A to oznacza, że musimy szybko i sprawnie oczyścić wydruk i stół roboczy z żywicy. Służy do tego np. alkohol izopropylowy.
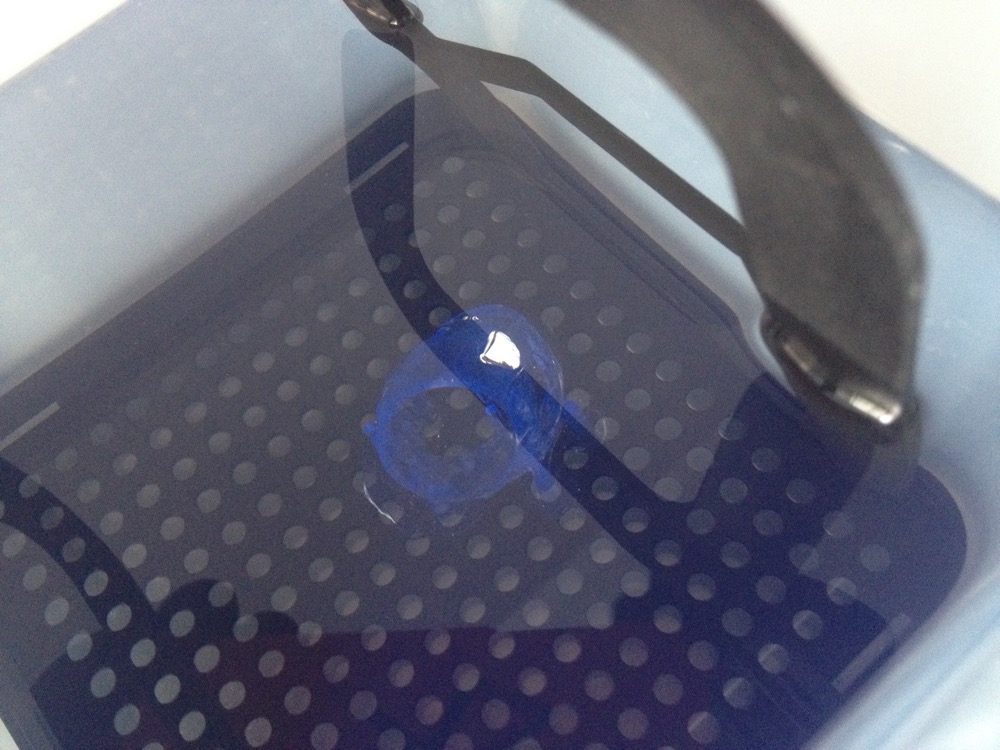
Niestety alkohol izopropylowy oddziałuje na żywicę, więc gotowego wydruku nie możemy po prostu wrzucić do pojemnika z alkoholem, tylko musi się to odbyć w określony sposób. W przypadku żywic stosowanych przez Formlabs, rekomendowane są dwie kąpiele – jedna trwa 2 minuty, a druga ok. 8. Między jedną kąpielą a drugą musi nastąpić 10-minutowa przerwa. W międzyczasie warto wyczyścić stół roboczy oraz narzędzia, których używaliśmy do odrywania/odklejania wydruku od stołu (np. szpachelkę).

Po zakończeniu kąpieli i wyschnięciu modelu dopiero możemy przystąpić do usuwania supportów. Te mogą niestety pozostawić mikroślady na powierzchni wydruków, które należy albo zeszlifować, albo uzupełnić żywicą. Biorąc pod uwagę, że większość wydruków powstających w tej technologii jest bardzo małych, wymaga to iście zegarmistrzowskiej precyzji.
Jestem więcej niż pewien, że znakomita większość osób, które zakupiły OLO podczas kampanii Kickstarterowej nie jest do końca tego świadoma…

Jednakże sam post-processing to nie wszystko. Żywice światłoutwardzalne są szkodliwe dla zdrowia. Tzn. kontakt z nimi powinien być kontrolowany – nie wyobrażam sobie pracy z nimi bez rękawiczek ochronnych. Pojawia się też kolejny problem, jakim jest usuwanie resztek żywicy z pojemnika (np. wtedy gdy chcemy skorzystać z jej innego gatunku) oraz środka oczyszczającego (np. alkoholu izopropylowego jak w przypadku The Form 1 lub The Form 2).
Zasadniczo powinno się to wszystko utylizować przez specjalistyczne firmy. W praktyce – szczególnie przy tak masowym produkcie jak OLO, wszystko zapewne trafi do kanalizacji…

To, co opisałem, to rzeczy, które dla obecnych użytkowników drukarek 3D, drukujących z żywic, są oczywiste. Niestety, wraz z rosnącą popularnością tego typu urządzeń, coraz więcej osób będzie konfrontowanych z rzeczywistością, na którą nie wszyscy są przygotowani. Niestety druk 3D z żywic to w dalszym ciągu proces przemysłowy, który próbujemy udomowić.
Jakie będą tego konsekwencje? Znając życie, brak świadomości ryzyka i zagrożeń płynących z pracy z tego typu materiałami sprawi, że wiele osób będzie narażać swoje zdrowie. Dopóki nie nastąpią tu określone procedury regulacyjne, wciąż będziemy mieli na tym polu „Dziki Zachód„…


