Rok temu podczas konferencji SOLIDWORKS WORLD 2017, Stratasys zaprezentował nową linię drukarek 3D, która wstrząsnęła branżą druku 3D na świecie. Do tamtej pory firma była kojarzona z jednej strony z produkcji wysokobudżetowych urządzeń o charakterze przemysłowym drukujących w technologiach FDM (linia Fortus) i PolyJet (linia Objet) oraz niskobudżetowych, desktopowych drukarek 3D typu FDM – MakerBot. Nowo zaprezentowana linia F123 powstała po to, aby wypełnić lukę pomiędzy tanimi desktopami w cenie kilku-kilkunastu tysięcy PLN, a drogimi maszynami przemysłowymi o cenach wynoszących po kilkaset tysięcy PLN.
Polska premiera tych urządzeń odbyła się w marcu zeszłego roku, podczas IX edycji Dni Druku 3D w Kielcach. Oglądając te urządzenia na żywo zrozumiałem jak wysoko Stratasys podniósł poprzeczkę innym producentom podobnych maszyn, celujących w segment budżetowy na poziomie +100 tysięcy PLN. Urządzenia z serii F123 na pierwszy rzut oka niczym nie ustępowały drogim systemom z serii Fortus, będąc niejako ich tańszymi odpowiednikami. Pisząc tańszymi nie mam oczywiście na myśli jakość zastosowanych komponentów czy rozwiązań konstrukcyjnych, lecz możliwości produkcyjnych oraz palety materiałów eksploatacyjnych jakie mogą być w nich zastosowane.
Latem zeszłego roku odwiedziłem autoryzowanego dystrybutora Stratasys w Polsce – krakowską firmę CadXpert, czego efektem był artykuł opisujący funkcjonowanie fotopolimerowej drukarki 3D Objet 30 Prime. Równocześnie spędziłem trochę czasu z modelem Stratasys F370 – najdroższym i najbardziej zaawansowanym z serii F123, potwierdzając swoje wcześniejsze obserwacje. Dziś przyjrzymy się bliżej tej drukarce 3D oraz prześledzimy proces przygotowywania modeli do druku 3D i ich drukowania. Podobnie jak w przypadku wspomnianego artykułu prezentującego Objeta 30 Prime, tak i ten powstał dzięki uprzejmości i przy współpracy z firmą CadXpert.
Stratasys F123

Stratasys F123 to rodzina drukarek 3D, do której należą modele: F170, F270, F370. W poszczególnych modelach zastosowano niemal identyczne rozwiązania technologiczne, a różnicuje je obszar roboczy, liczba rolek filamentu, które możemy na raz zainstalować w maszynie oraz rodzaje materiału, z których można drukować. Obszary robocze to:
- F170 – 254 x 254 x 254 mm
- F270 – 305 x 254 x 305 mm
- F370 – 355 x 254 x 355 mm
W artykule opisujemy pracę na najwyższym modelu – F370.
Istotną cechą urządzeń z serii Stratasys F123 jest to, że w przeciwieństwie do droższych modeli, doskonale sprawdzają się w warunkach biurowych ze względu na cichą pracę i ergonomiczną budowę. Drukarki 3D są wykorzystywane na potrzeby szybkiego prototypowania, tworzenia funkcjonalnych prototypów i modeli koncepcyjnych, a także w produkcji niskoseryjnej.
Technologia FDM w wersji przemysłowej
Drukarka 3D drukuje z termoplastów w formie żyłki w technologii FDM. Metoda ta została opracowana i opatentowana w 1989 roku przez Amerykanina Scotta Crumpa, który założył firmę Stratasys – dziś największą firmę produkującą urządzenia addytywne na świecie. Drukarki 3D serii F123 wyróżniają się spośród innych urządzeń tego typu rozwiązaniami znanymi z serii produkcyjnej Fortus.
W układzie mechanicznym zastosowano serwonapędy zapewniające stabilną pracę urządzenia. Podgrzewana komora robocza utrzymuje stałą temperaturę dzięki podwójnej szybie w drzwiach. Przekłada się to na jakość i powtarzalność wydruków popartą certyfikatem ISO.
Przygotowanie drukarki 3D do pracy
Urządzenie wykorzystuje dwa typy materiałów: budulcowe i podporowe. Materiały są nanoszone za pomocą dwóch niezależnych głowic. Po zakończeniu wydruku, struktury podporowe są rozpuszczane w dedykowanej, automatycznej myjce.

Materiały są umieszczane w pojemnikach, które równocześnie zabezpieczają je przed wilgocią. W przypadku modeli F270 oraz F370 producent wprowadził miejsce na dwie dodatkowe szpule materiału budulcowego oraz materiału podporowego. W przypadku skończenia się materiału z pierwszej rolki, drukarka 3D automatycznie pobiera drugi materiał, co gwarantuje ciągłość pracy urządzenia. Materiał można wymienić również manualnie w trakcie procesu druku 3D.
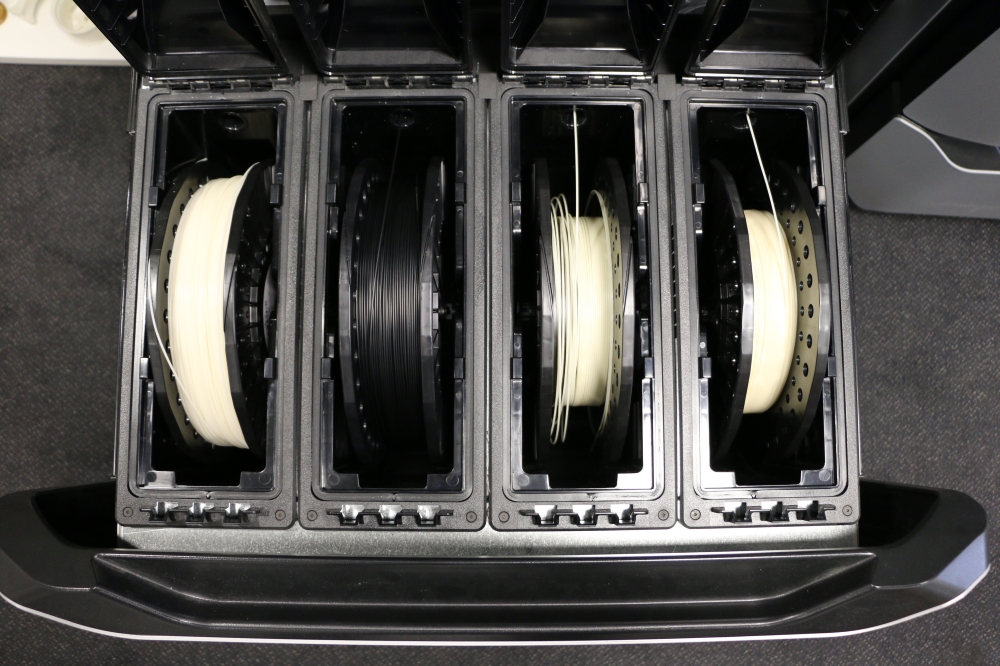
Ładowanie materiałów jest szybie i proste. Po umieszczeniu szpuli z materiałem w pojemniku, drukarka 3D automatycznie wciągnie materiał do układu. Następnie jednym kliknięciem na ekranie, rozpoczyna się ładownie materiału do głowicy.
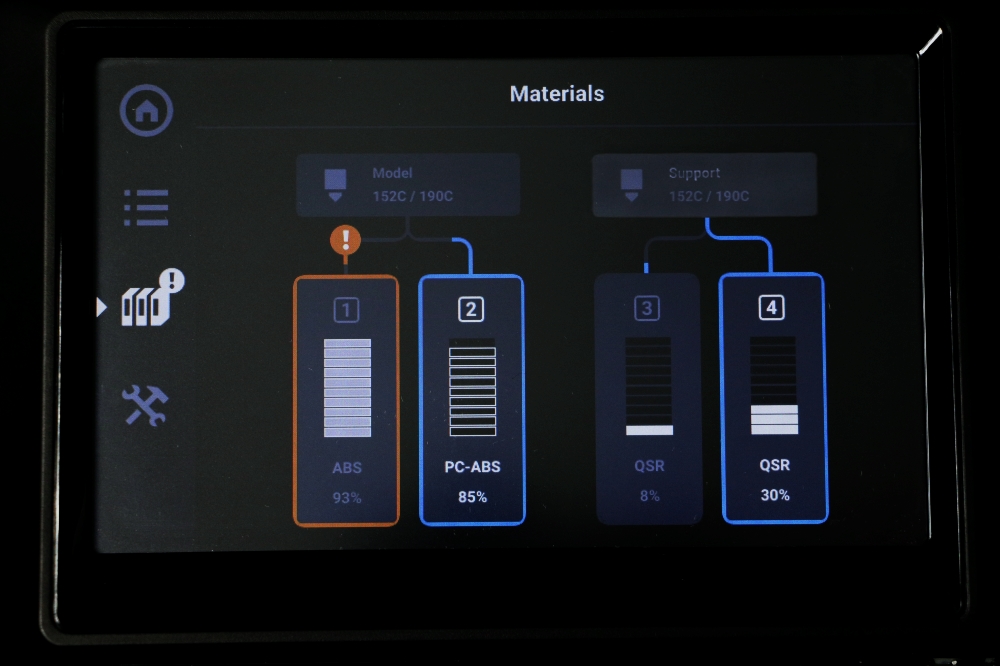
Proces zajmuje ok. 2 minut. Status materiałów wyświetlany jest na dotykowym ekranie, na którym pokazane są wszystkie informacje (rodzaj, kolor i ilość materiału).
Optymalizacja modeli do druku 3D
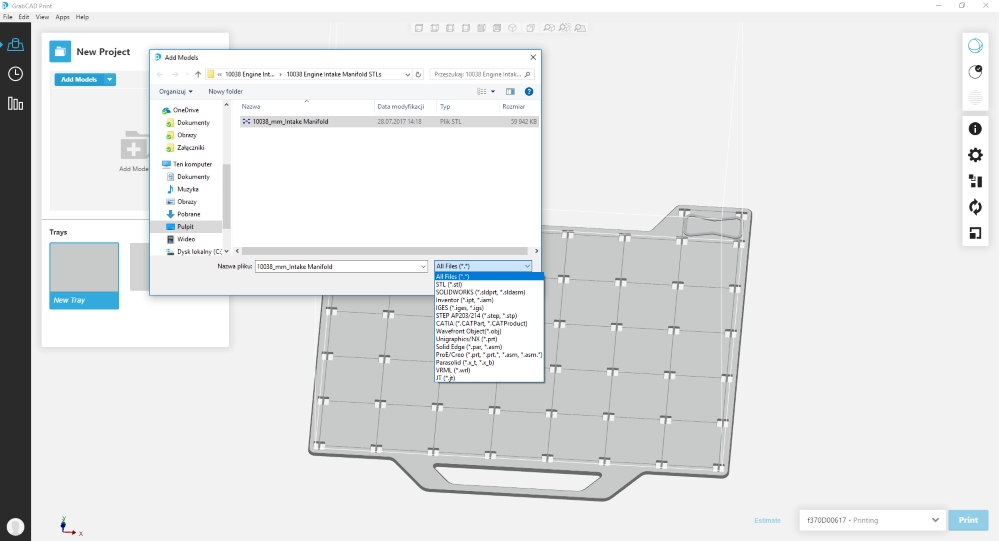
Stratasys F370 korzysta z dedykowanego oprogramowania GrabCad Print, które jest w stanie pracować z wieloma typami plików m.in.: .STL, .STEP, .IGS etc. Można do niego wczytać nawet całe złożenie, które program sam rozłoży na stole roboczym – a jeśli zajdzie taka potrzeba, nawet podzieli na kilka niezależnych stołów roboczych.
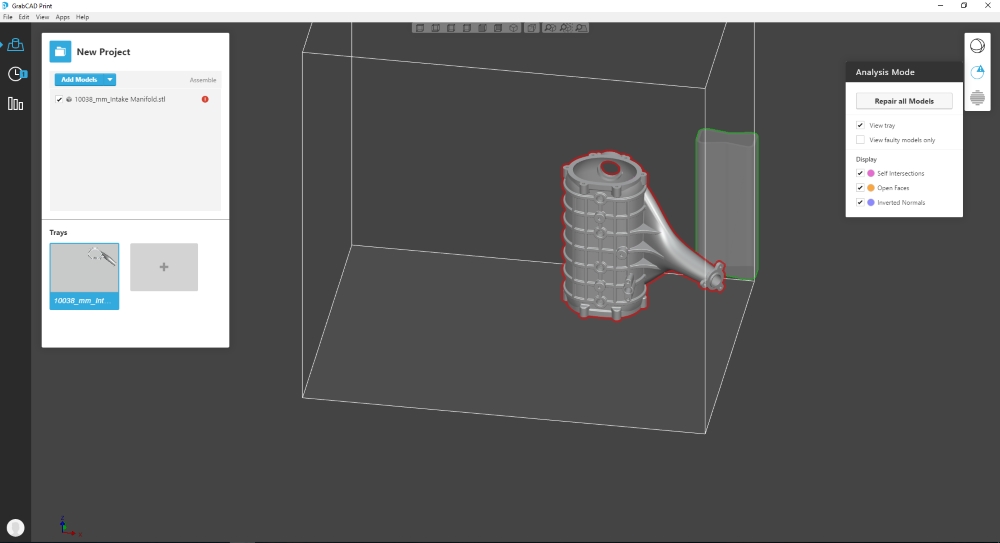
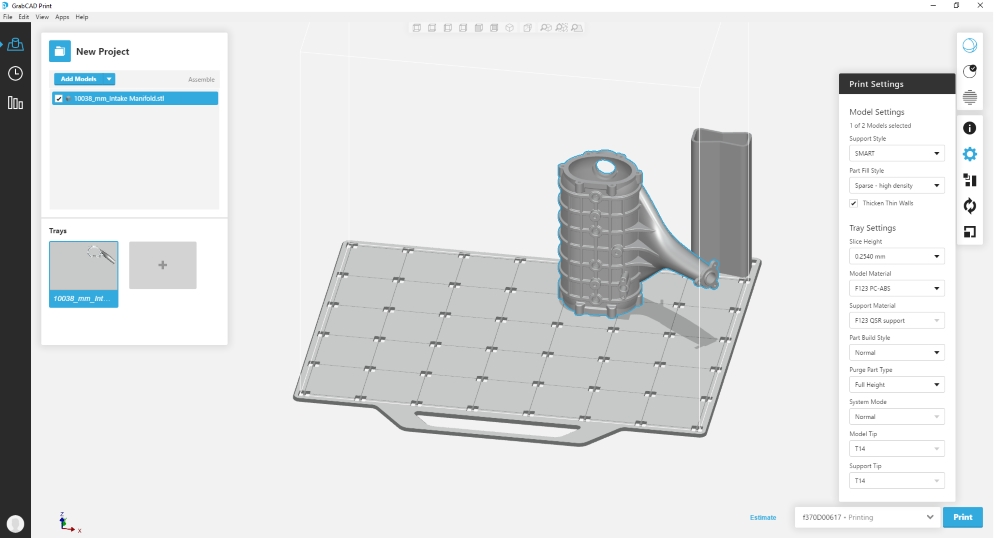
Po wgraniu pliku, GrabCad Print sprawdza, czy w plikach nie występują błędy np. nieciągłość siatki? Jeżeli plik posiada wadę, można ją usunąć jednym kliknięciem. Użytkownik ma wpływ na najważniejsze parametry wydruku: wysokość warstwy, strukturę wypełnienia, rodzaj podpór oraz gatunek materiału do druku 3D. Pozostałe ustawienia są dopasowywane automatycznie przez drukarkę 3D po wgraniu modelu do urządzenia.
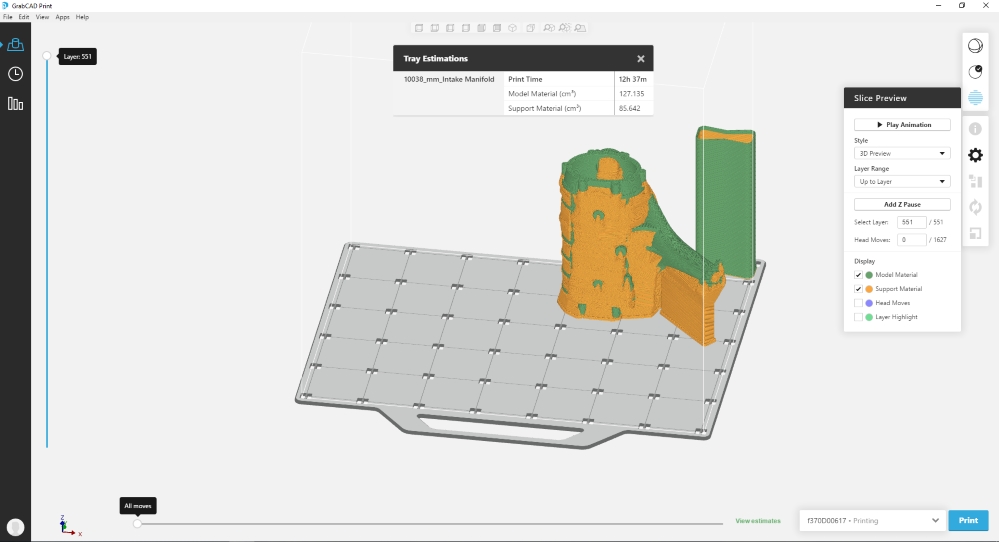
Po wygenerowaniu pliku program generuje wizualizację modelu. Istnieje możliwość jego przecięcia wzdłuż warstw, aby sprawdzić, jak zostaną ułożone. Otrzymujemy też oczywiście informacje o ilości potrzebnego materiału oraz o czasie wydruku.
Pliki produkcyjne są przesyłane przez Wi-Fi, Ethernet lub za pomocą pamięci USB. Po przesłaniu pliku informacja pojawia się na ekranie urządzenia w menu kolejki.

Przesłany plik jest gotowy do drukowania 3D.
Drukowanie 3D obiektu na drukarce 3D Stratasys F370
Czas nagrzewania się maszyny jest dość krótki i trwa nie więcej niż 5 minut. W tym czasie urządzenie nie tylko nagrzewa głowicę drukującą i stół roboczy, lecz również samą komorę do poziomu 90°C.
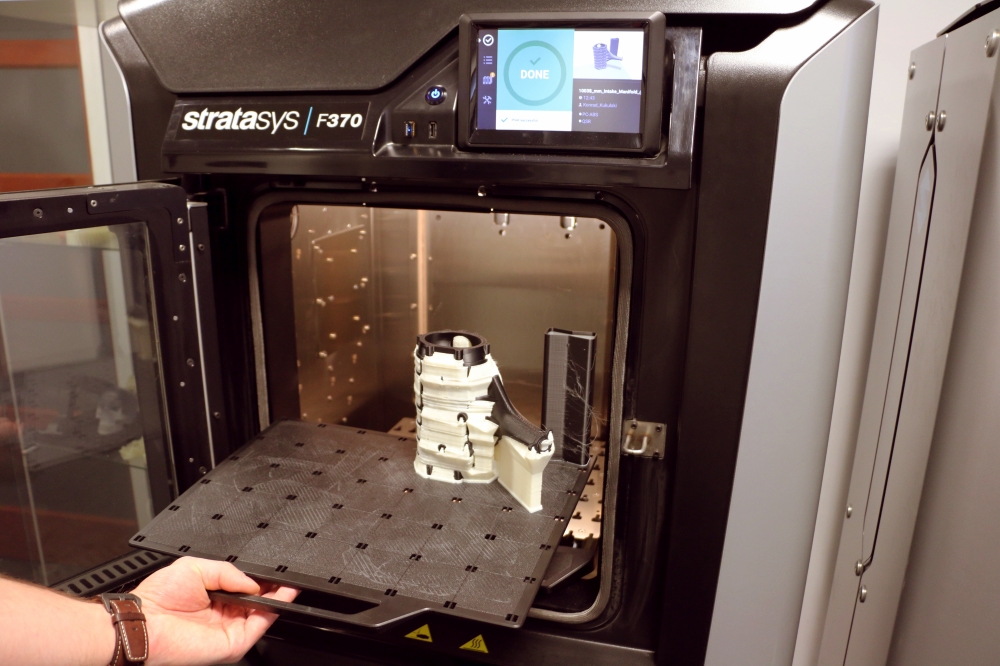
Po zakończeniu procesu wytwarzania detal można od razu wyjąć z komory roboczej. Dzięki wyjmowanej tacce z materiału ABS, detal daje się łatwo z niej usunąć.

Następnym krokiem jest umieszczenie modelu w myjce automatycznej, gdzie zostanie rozpuszczony materiał podporowy. Standardowy czas to ok. 2,5 godziny. Myjka pracuje cicho, dzięki czemu można umieścić je zarówno w pomieszczeniu gospodarczym lub magazynowym, jak i w biurze.

Po wyciągnięciu detalu z myjki model jest gotowy do użycia.