Jednym z najpopularniejszych modeli prezentowanych przez producentów niskobudżetowych drukarek 3D są wydrukowane wazony. Posiadają one niezwykle fantazyjne wzory i są wykonane z jaskrawych, kolorowych filamentów. Wywołują one bardzo pozytywne emocje u osób nieobeznanych z drukiem 3D – wazony są bardzo ładne, a ich geometria każe myśleć, iż ich stworzenie było nie lada wyczynem. Tymczasem jest zupełnie na odwrót: wazony to najprostsze modele do wydrukowania, które wychodzą zawsze poprawnie bez względu na urządzenie, z jakiego są drukowane. Problemy zaczynają się wtedy, gdy trzeba wydrukować coś bardziej skomplikowanego, najlepiej wyposażonego w podpory, które potem należy usunąć. Oto kilka prostych sposobów na to, aby sprawdzić czy dana drukarka 3D faktycznie jest tak dobra jak przedstawia ją producent lub dystrybutor…
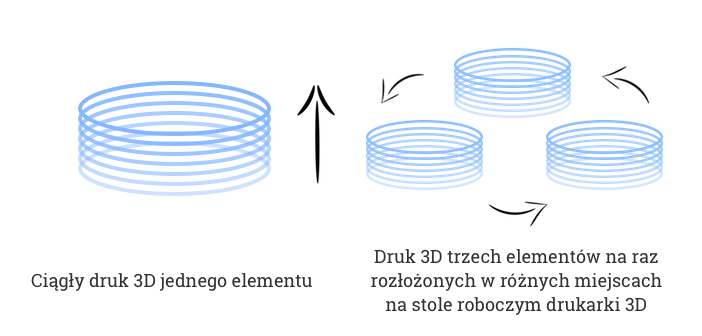
Można powiedzieć, że drukarkom 3D drukującym w technologii FDM dużo łatwiej drukuje się modele w sposób nieprzerwany i ciągły, natomiast gdy druk 3D zostaje na moment przerwany i drukarka 3D przechodzi w inny fragment stołu rozpoczynając go na nowo od kolejnej / poprzedniej warstwy, pojawiają się ewentualne problemy. Dlatego drukując wazę, która nie licząc podstawy nie ma żadnego wypełnienia w środku, drukarka 3D wykonuje jeden nieprzerwany ruch od dołu do góry, wzdłuż geometrii modelu. Nawet jeśli ustawimy dużą grubość ścianki na poziomie +1 mm, druk 3D wazonu w dalszym ciągu jest bardzo prosty, gdyż urządzenie operuje cały czas wokół jednego obszaru i ma znikomą retrakcję.
W momencie gdy model składa się z kilku niezależnych części, które łączą się ze sobą w górnej jego części, lub drukujemy kilka niezależnych modeli w ogóle, drukarka 3D musi na poziomie jednej warstwy przechodzić z jednego fragmentu na stole w drugi. W tym momencie pojawia się szereg niuansów, które mają istotny wpływ na jakość drukowanego modelu…
Pierwszym podstawowym problemem, jest właściwe wypoziomowanie stołu roboczego względem głowicy drukującej. Innymi słowy odległość pomiędzy stołem a głowicą w lewym dolnym rogu musi być taka sam (lub zbliżona) do tej w prawym górnym. Jeżeli tego nie zapewnimy, jeden fragment wydruku może dobrze przywierać do powierzchni stołu, a drugi się od niego odklejać co spowoduje problemy na dalszym etapie drukowania, gdy materiał zacznie się podwijać na skutek skurczu. Kolejna kwestia to prawidłowo ustawiona retrakcja. W momencie gdy głowica przechodzi z punktu A do punktu B, extruder cofa filament aby nie wypływał w tym czasie z głowicy. Jeżeli retrakcja będzie zbyt mała – pojawią się nam nitki filamentu łączące oddalone od siebie fragmenty modelu, które trzeba będzie po wydruku ręcznie usuwać. Jeżeli zbyt duża – po rozpoczęciu wydruku filament nie zdąży wypłynąć i na wydruku pojawią się dziury, które nie tylko będą wyglądać nieestetycznie, co przede wszystkim osłabią wytrzymałość modelu.
Ostatnim kluczowym niuansem jest prędkość przemieszczania się głowicy pomiędzy fragmentami modelu (tzw. „travel speed„). Zbyt duża prędkość spowoduje, że głowica może niechcący uszkodzić fragment wydruku uderzając w niego i podrywając go ze stołu. Te uderzenia są niewielkie, jednakże wykonywane w sposób ciągły osłabiają przyczepność modelu na stole. Zbyt mała prędkość oznacza dłuższy czas druku 3D oraz opisane powyżej problemy z retrakcją (dłuższ travel speed = większa retrakcja).
W sieci dostępnych jest niezliczona ilość modeli testowych – tzw. „torture tests„, które mają na celu wydobyć z drukarek 3D wszystko co najlepsze i najgorsze zarazem. Szczerze mówiąc nie jestem ich zbyt dużym entuzjastom, gdyż koniec końców… niewiele z nich wynika? Na co dzień i tak drukujemy zupełnie inne modele, a jakość danej drukarki 3D możemy sprawdzić w dużo prostszy i bardziej obrazowy sposób.
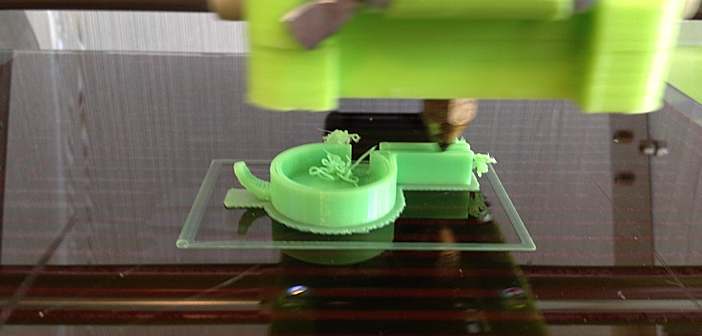
Pierwszym testem jaki zwykle przeprowadzamy na nowych drukarkach 3D jest druk 3D gwizdka z kulką. Ten banalny model ma jeden kluczowy niuans – kulka jest nadrukowywana na bardzo cieniutkiej warstwie plastiku. Po skończonym wydruku wystarczy ją lekko podważyć przez otwór i z łatwością oderwać od podstawy gwizdka. Jeżeli travel speed drukarki 3D jest zbyt duży, głowica może w trakcie druku 3D uderzać o kulkę powodując jej oderwanie, lub poruszenie, co kończy się z kolei krzywym nadrukowaniem jej kolejnych warstw. Kulka przestaje być kulką tylko bliżej nieokreślonym kształtem. Po tym teście wiemy już, że prędkość zadana domyślnie przez producenta, musi być zmniejszana… już przy bardziej skomplikowanych modelach niż gwizdek z kulką.
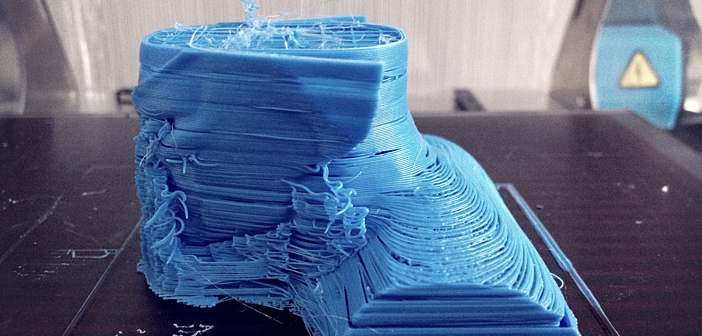
Kolejnym standardowym modelem, jest but na obcasie. Za jego pomocą ponownie testujemy travel speed w kontekście drukowania obcasa, jak również sposobu w jaki drukarka 3D buduje podpory. Z doświadczenia wiemy już, że o ile w przypadku obcasa wychodzi to zwykle bardzo dobrze – w 9 przypadkach na 10 support bardzo dobrze odrywa się z modelu nie powodując jego uszkodzenia, o tyle w przypadku jego frontu, gdzie kąt nachylenia jest niewielki, w większości przypadków powoduje to problemy.
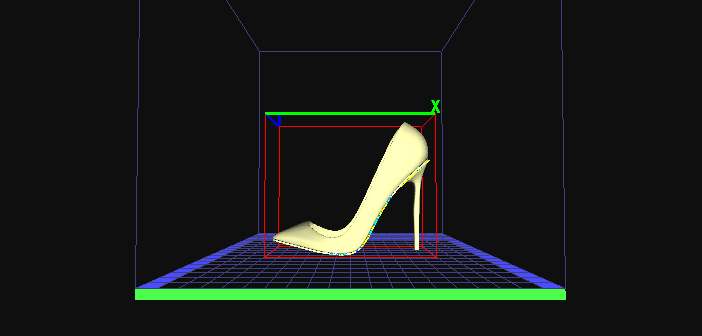
Test z supportami sprawdza nie tylko możliwości samej drukarki 3D, lecz przede wszystkim oprogramowanie, jakie otrzymujemy z nią w pakiecie. Nie ukrywam, iż open-source`owe oprogramowanie radzi sobie z tym dużo gorzej od autorskiego. Przynajmniej w tym przypadku…

Najtrudniejszym – a zarazem najdoskonalszym testem na sposób generowania i drukowania podpór przez drukarkę 3D jaki sprawdzałem, jest model robota z pierwszej części filmy RoboCop – ED-209. Model jest bardzo skomplikowany i wymaga wygenerowania olbrzymiej ilości supportów, które następnie trzeba mozolnie pousuwać.

Model drukuje się dobrych kilka – kilkanaście godzin (w zależności od rozmiaru i szybkości danej drukarki 3D). Jeżeli po wydrukowaniu i pousuwaniu podpór wygląda on tak jak na zdjęciu poniżej, oznacza to, że drukarka 3D poradzi sobie z (prawie) każdym modelem w przyszłości.

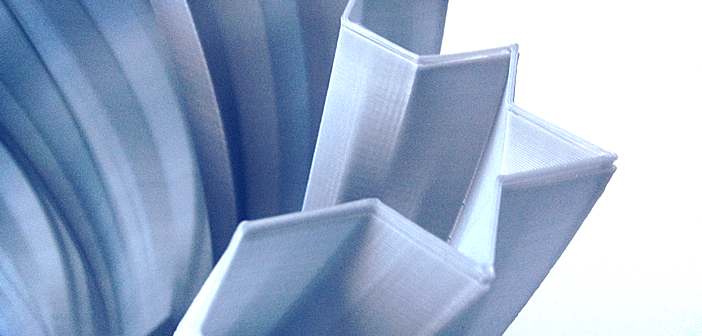
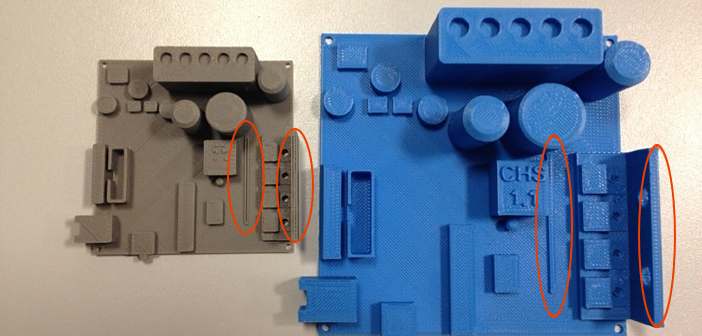
Trzecim standardowym modelem od jakiego zawsze rozpoczynamy pracę z drukarkami 3D, jest model płytki PCB. Składa się on z kilkunastu elementów, o różnym kształcie i wysokości. Dodatkowo, jeden z nich jest wyposażony w napis na wierzchu. W tym modelu testujemy przede wszystkim, jak równo drukowane są ścianki każdego z elementów – czy są one gładkie, czy pofalowane? Dwa elementy są np. puste w środku (zaznaczone na czerwono na zdjęciu poniżej) – na niektórych urządzeniach wychodzą poprawnie, na innych są zadrukowane. Nie wszystkie drukarki 3D radzą sobie również z napisami…
Generalnie testów jakie przeprowadzamy jest bez porównania więcej – to co staramy się zawsze ustalić, to jakość odwzorowania modelu cyfrowego przez drukarkę 3D, ewentualne problemy jakie pojawiają się w trakcie druku 3D oraz łatwość usuwania podpór (o ile występują). Zwracamy też uwagę na szybkość danego urządzenia i jego niezawodność. Jeżeli drukarka 3D ma tendencje do podrywania wydruków ze stołu, lub zacinania filamentu, wiemy że nie nadaje się do profesjonalnego użytkowania, gdzie wydruki potrafią trwać po kilkanaście – kilkadziesiąt godzin. Jeżeli obawiacie się wyjść z firmy (lub domu), gdy drukarka 3D wciąż drukuje, oznacza to, że nie korzystacie z dobrego sprzętu…
Niemniej jednak tych kilka opisanych powyżej, prostych testów jest w stanie bardzo dużo opowiedzieć nam o tym, co może nas czekać w przyszłości. Jeżeli model gwizdka drukuje się doskonale – spróbujcie wydrukować ich 4-6 na raz. Może okazać się bowiem, że przy zwiększeniu ich ilości na stole roboczym, drukarka 3D zacznie jednak podrywać poszczególne kulki w trakcie ich drukowania. Jeżeli coś nie wychodzi już na prostym modelu, z pewnością będzie powtarzać się na bardziej skomplikowanych wydrukach.
A oglądając wydruki testowe z danej drukarki 3D, pamiętajcie że nie jest sztuką wydrukować piękny wazon…