

Jakiś czas temu, dzięki uprzejmości Pawła otrzymałem próbkę filamentu t-glass. Byłem również światkiem jego walki z tym materiałem podczas testowania przez Niego tego materiału. Jak zawsze na początku byłem bardzo podekscytowany i skory do jak najszybszego przetestowania go. Mój zapał został szybko ostudzony recenzją owego filamentu, która ukazała się pod bardzo wdzięczną nazwą “taulmańska masakra piłą mechaniczną…”. Zagłębiając się coraz bardziej w lekturę recenzji i widząc kolejne wydruki z tego materiału, pomyślałem “w co ja się wpakowałem… Czy moja wysłużona już prusa i3 podoła temu zadaniu?”
Paweł testował t-glass na podkładce BuildTak, stwierdziłem, że nie ma sensu robić tego samego kolejny raz, tylko z innymi parametrami. Muszę zastosować inne rozwiązanie, bardziej tradycyjne. Ponieważ nie każdy posiada ową podkładkę, ale na pewno większość osób drukujących ma niebieską taśmę malarską i kapton. Koniec końców zdecydowałem się na prostsze rozwiązanie, czyli na przetestowanie nowego filamentu tylko na taśmie. Starałem się aby moje zmagania z nowym materiałem były dopełnieniem “taulmańskiej masakry”. Tak, aby wszyscy ci którzy po przeczytaniu obu testów zdecydują się na jego zakup mieli już ułatwione zadanie i możliwość do własnych eksperymentów z tym dość “specyficznym” materiałem.
Paweł pozwolił nazwać swoją recenzję “taulmańską masakrą piłą mechaniczną” – ja postanowiłem zrobić podobnie i dodać podtytuł “Nowa Nadzieja”. Ponieważ sprawa z t-glass nie wygląda tak beznadziejnie, jakby się mogło wydawać.

Nowa nadzieja – początek
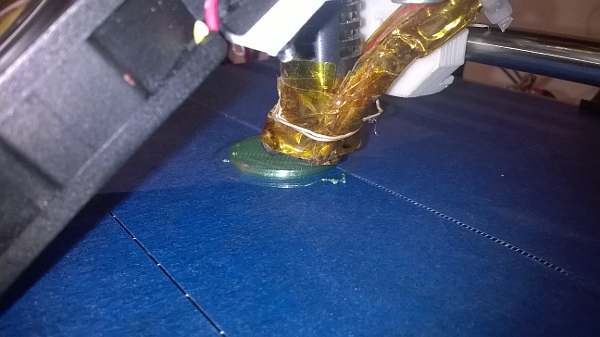
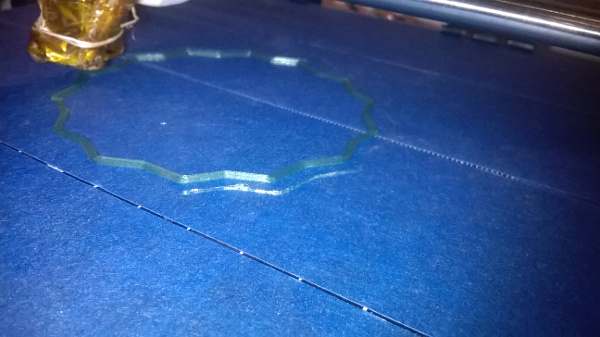
Pierwszy wydruk wykonałem tak jak Paweł na podkładce BuildTak, ale mając w pamięci niezbyt udane jego wydruki postanowiłem nakleić na nią niebieską taśmę malarską. Zrobiłem to, ponieważ nie chciałem jej odklejać od szyby i również dlatego, że powtórne przyklejenie jej mogłoby się już nie udać. Oczywiście nie był to najlepszy pomysł, ponieważ taśma słabo przykleiła się do podkładki i pod wpływem temperatury zaczęła się odklejać podczas drukowania. Na pierwszy wydruk z t-glass na niebieskiej taśmie, wybrałem model Koch Snowflakes. Interesował mnie model z ostrymi krawędziami, ponieważ Paweł w swojej przeprawie z t-glass wspominał o słabym odwzorowaniu ostrych krawędzi.
Ustawienia:
- temperatura głowicy: 225°C
- temperatura stołu: 60°C
- prędkość drukowania: 30 mm/s
- czas druku: ok. 15 min.
Zastosowanie niebieskiej taśmy malarskiej było na pewno dobrym posunięciem. Początkowe warstwy w miarę dobrze przyklejały się do taśmy, choć na krawędziach drukowanego modelu widać było od razu niedostateczne przyklejenie się jej. Niska temperatura spowodowała również podnoszenie się do góry rogów modelu. Górna warstwa również niezbyt się udała. Model choć niewielki i prosty w wydruku przy użyciu innego materiału wyglądał dość nieciekawie. Rogi były podwinięte, a górna warstwa była pełna dziur, które były spowodowane niedostatecznym pokryciem wypełnienia.


Wydruk nr 2 – A może by tak spróbować czegoś innego?
Po pierwszym wydruku z t-glass wiedziałem już, iż muszę odstawić podkładkę BuildTak i zacząć drukować na niebieskiej taśmie malarskiej. Postanowiłem również zmienić temperaturę głowicy i stołu. Pierwszym wydrukiem, który powstał na “nowych” ustawieniach był model wazy bustier_vase. Oczywiście pomniejszyłem go ze względu na to iż chciałem się dość szybko przekonać, czy nowe ustawienia zdają egzamin.
Ustawienia:
- temperatura głowicy: 230°C
- temperatura stołu: 70°C
- prędkość drukowania: 35 mm/s
- czas druku: 28 min
Podniesienie temperatury głowicy do dopuszczanej temperatury podanej przez producenta czyli 235°C oraz drukowanie na niebieskiej taśmie malarskiej było bardzo dobrym posunięciem z mojej strony.
Pierwsze warstwy przykleiły się do stołu bez problemu. Śmiem stwierdzić, że można porównać klejenie się t-glassu przy tych ustawieniach do klejenia się PLA. Dalsza część wydruku przebiegła bez żadnych problemów. Zero jakikolwiek zniekształceń spowodowanych wyższą temperaturą, czy odklejaniem się wydruku od stołu. Z oderwaniem go, również nie było żadnych problemów. Model trzymał się dość solidnie stołu, ale wystarczyło użyć trochę siły i bez problemów oderwał się od stołu. Przyklejenie się wydruku i siłę potrzebną do jego oderwania mogę porównać do odrywania wydruków z ABS lub PLA. Wydrukowana waza choć dość mała pozytywnie przeszła test wody.


Wydruk nr 3 – czas na bransoletkę
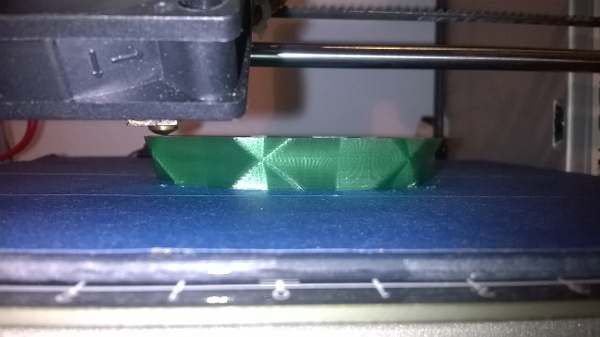
Zachęcony świetnymi wynikami “nowych ustawień” postanowiłem wydrukować coś większego. Tak jak w pierwszym teście t-glass, również zdecydowałem się na bransoletkę. Wybór padł na model telstar brancelet. Tym razem postanowiłem zwiększyć temperaturę głowicy oraz prędkość drukowania.
Ustawienia:
- temperatura głowicy: 235°C
- temperatura stołu: 80°C
- prędkość drukowania: 40 mm/s
- czas druku: 54 min
Tak jak w przypadku “małej wazy” bransoletka również się udała. Pierwsza warstwa przykleiła się bez żadnych problemów. Podczas dalszego drukowanie nie pojawiły się żadne zniekształcenia czy problemy z odrywaniem się wydruku od stołu. Ośmielę się stwierdzić, że t-glass świetnie nadaje się jako materiał do drukowania różnego rodzaju biżuterii.

Wydruk nr 4 Czas na model z przewieszkami
Na stronie sklepu Get3D.pl w opisie filamentu t-glass widnieje informacja o tym, że materiał dobrze sprawdza się podczas drukowania modeli z tzw. przewieszkami czyli z elementami wiszącymi w dużej części na stołem. Zachęcony tą informacją postanowiłem to osobiście sprawdzić. Do kolejnego wydruku wybrałem model Platonic Solids for OpenScad – v0.5 a dokładnie dziesięciościan. Przy tym wydruku nie modyfikowałem zbytnio ustawień, zmieniłem tylko prędkość drukowania i szybkość.
Ustawienia:
- temperatura głowicy: 235°C
- temperatura stołu: 80°C
- prędkość drukowania: 35 mm/s
- czas drukowania: 1 godz 20 min
- wypełnienie modelu: 10%
Początek drukowania obył się bez żadnych problemów. Pierwsze warstwy bardzo dobrze przykleiły się do taśmy malarskiej. Kolejne również idealnie układały się na pierwszej warstwie. Jak na razie wszystko szło zgodnie z planem. Byłem bardzo ciekaw jak t-glass poradzi się z przewieszkami. I tym razem nowy materiał spisał się bez zarzutu. Pierwsze wiszące warstwy zostawały na swoim miejscu, nie opadały tak jak ma to miejscy przy PLA. W ogóle nie zaobserwowałem jakichkolwiek defektów drukowanych warstw wiszących czy wystających w tym modelu. T-glass świetnie sprawdza się do tego typu modeli.





Wydruk nr 5 Czas na ostateczny test T-Glass
Ostateczny test nowego materiału postanowiłem przeprowadzić na dwóch modelach. Na pierwszy wydruk postanowiłem wybrać jakiś ciekawy model wazonika, a drugi to dobrze znany z pierwszej recenzji popiersie Colonela. Co do wazonika to chciałem wydrukować podobny model, który posiadałby podobne zgięcia i kształt. Aby mieć porównanie do wazoników wydrukowanych przez Pawła. Wydrukiem wieńczącym ten krótki test, został model popiersia Colonela, który również był drukowany w pierwszym teście . Ten wydruk miał być ostatecznym sprawdzianem nowych ustawień oraz pokazaniem, iż drukowanie z materiału t-glass nie jest z góry skazane na porażkę.
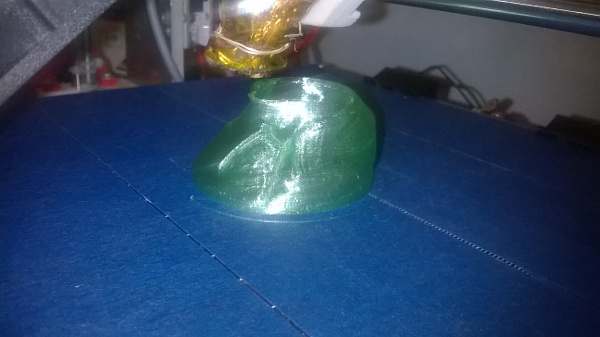
Ostateczny test rozpocząłem od wazonika. Po wyszukaniu odpowiedniego modelu na Thingiverse, zdecydowałem się na Rippled Organic Vase.
Ustawienia:
- temperatura głowicy: 237°C
- temperatura stołu: 70°C
- prędkość drukowania: 40 mm/s
- czas drukowania: 1 godz 14 min
- wypełnienie modelu: 0%
Początek drukowania wazonika rozpoczął się jak zwykle od idealnie położonej i przyklejonej warstwy do stołu. Spodziewałem się , że pierwsze problemy pojawią się przy dość pofalowanej części wazonika. Tak niestety się nie stało. Kolejne warstwy idealnie przyklejały się do siebie. Wydruk po ponad godzinie wyszedł wręcz idealnie, żadnych dziur, źle położnych warstw, czy deformacji. Z większej odległości jak również na zdjęciach wazonik naprawdę wygląda jakby był wykonany ze szkła.
Wydrukiem kończącym niniejszy test było popiersie Colonela. Doszedłem do wniosku, że jeśli mają się pojawić jakieś trudności podczas drukowania t-glassem to ten model będzie idealnie się nadawał. Model zwęża się ku górze, a potem jest wystający podbródek, tak samo z tyłu modelu, więc są to idealne miejsca w modelu, w którym na pewno pojawią się małe problemy.
Ustawienia:
- temperatura głowicy: 235°C
- temperatura stołu: 70°C
- prędkość drukowania: 30 mm/s
- czas drukowania: 2 godz 32 min
- wypełnienie modelu: 0%
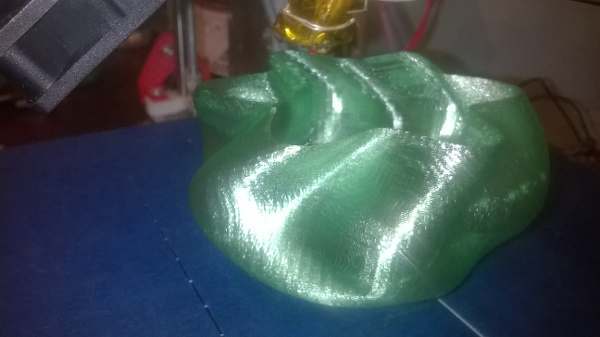
Wydruk popiersia Colonela był jedynym wydrukiem, w którym pojawiły się problemy z podnoszącymi się warstwami oaz deformacje związane najprawdopdobniej z temperaturą. Wydruk trwał grubo ponad dwie godziny. Tak jak przypuszczałem pierwsze problemy pojawiły się przy drukowaniu podbródka, oraz tylniej wystającej częsci modelu. Pod koniec drukowania, w górnej części modelu pojawiły się dwie warstwy, które nieprawidłowo przykleiły się do poprzednich warstw. Powstał, także mały otwór na jego czubku, ale nawet biorąc pod uwagę wystąpienie kilku defektów wydruk udał się bardzo dobrze i naprawdę robi wrażenie. Było to pierwsze (nie licząc popiersia Yody) popiersie drukowane przeze mnie, z którego jestem naprawdę zadowolony, biorąc pod uwagę, że drukowałem go z dość specyficznego materiału.










Podsumowanie
T-glass jest specyficznym materiałem, na pewno nie na daje się dla kogoś kto zaczyna swoją przygodę z drukiem 3D. Parametry, których użyłem podczas moich wydruków dowiodły, że t-glass lepiej się zachowuje w wyższych temperaturach niż te podane przez producenta. Jest to filament do specyficznych modeli, na pewno nadaje się świetnie do drukowania modeli z dużą ilością przewieszek. Na pewno sprawdzi się także do drukowania różnego rodzaju biżuterii zważywszy na jego wysoki połysk.

Jest też bardzo prawdopodobne, iż materiał ten nie nadaje się dla każdej drukarki.




