Druk 3D z termoplastów w formie żyłki, czyli technologia FDM / FFF, jest najpopularniejszą i najłatwiej dostępną techniką przyrostową. W dużej mierze wynika to oczywiście z faktu, że drukarki 3D tego typu są po prostu najtańsze, a i koszty eksploatacji tych urządzeń są najniższe ze wszystkich metod. Równocześnie posiada jednak kilka ograniczeń, które przy produkcji określonych aplikacji mogą ją w większym lub mniejszym stopniu dyskwalifikować. Jednym z nich jest specyfika generowania i drukowania struktur podporowych, które w przypadku detali o skomplikowanych kształtach mogą de facto uniemożliwić jego poprawne wydrukowanie. Rozwiązaniem są dwie głowice drukujące i drukowanie supportów z materiału rozpuszczalnego w wodzie – nie jest to jednak tak proste i oczywiste jak wielu osobom może się wydawać…
W niniejszym cyklu prezentujemy najczęstsze błędy jakie popełniają osoby zainteresowane zakupem pierwszej drukarki 3D. W pierwszej części opisywaliśmy kwestię niedopasowania oczekiwań co do jakości urządzenia i efektów jego pracy względem posiadanego budżetu (ZOBACZ: „1-szy BŁĄD PRZY ZAKUPIE DRUKARKI 3D – jak najtańsza, czyli po co przepłacać?„), w drugiej problemy związane z drukowaniem wielkogabarytowych modeli 3D (ZOBACZ: „2-gi BŁĄD PRZY ZAKUPIE DRUKARKI 3D – „duży, wielki, olbrzymi” obszar roboczy…„). Teraz przyjrzymy się specyfice pracy z dwoma głowicami drukującymi.
Do czego potrzebne są podpory?
Drukarka 3D nie może drukować w powietrzu – kolejne warstwy nakładanego materiału muszą się na czymś opierać – inaczej opadną grawitacyjnie na dół. W technologiach proszkowych ten problem jest rozwiązywany w oczywisty sposób – na stole roboczym rozsypywana jest warstwa proszku, głowica drukująca (np. laser, lub dysze z lepiszczem) spajają selektywnie wybrany fragment proszku, a niespieczona reszta stanowi podporę dla kolejnych warstw. Po zakończonym procesie druku 3D, wszystko co trzeba zrobić, to wydobyć detal z niespieczonego / niesklejonego proszku.




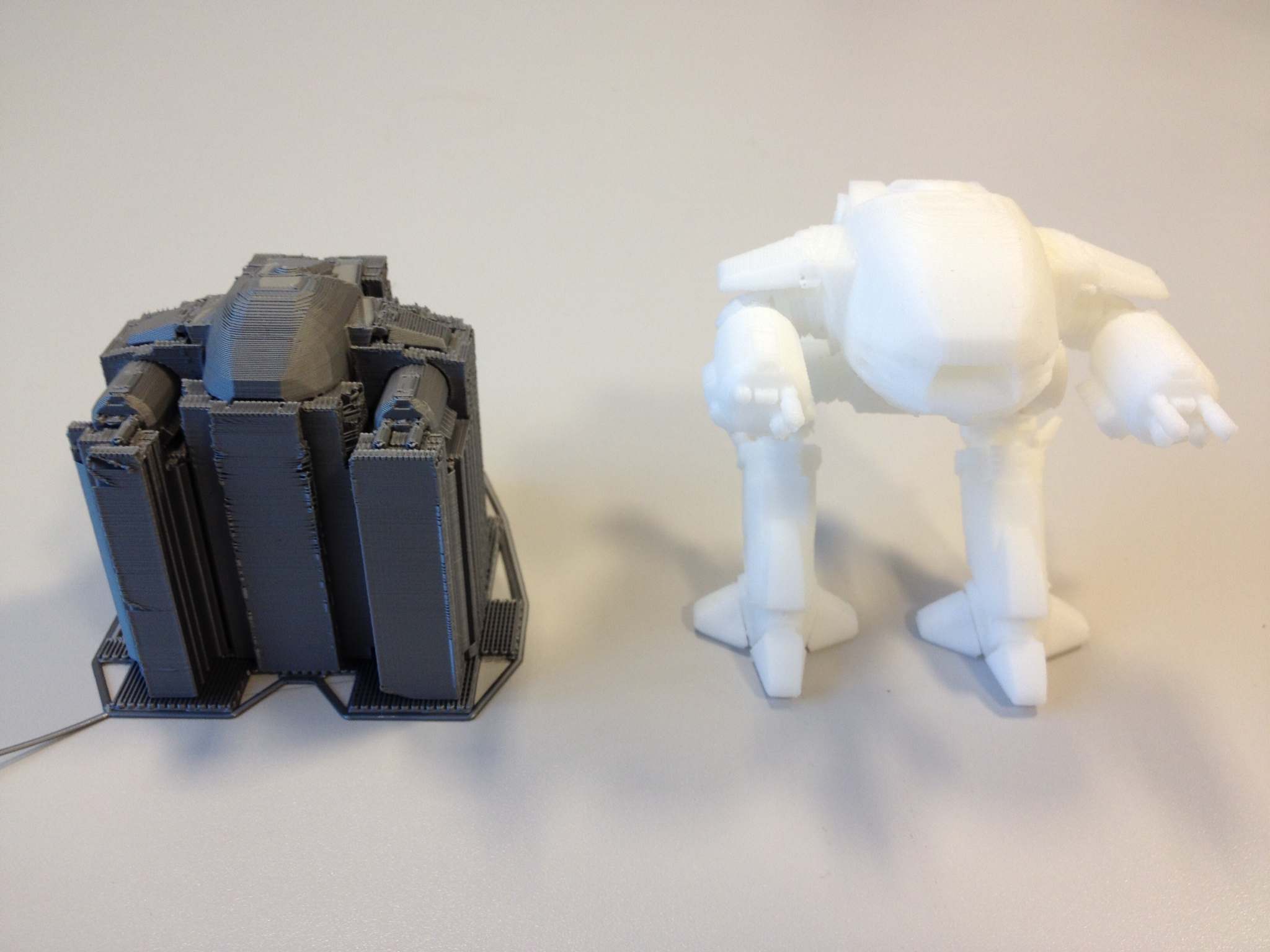
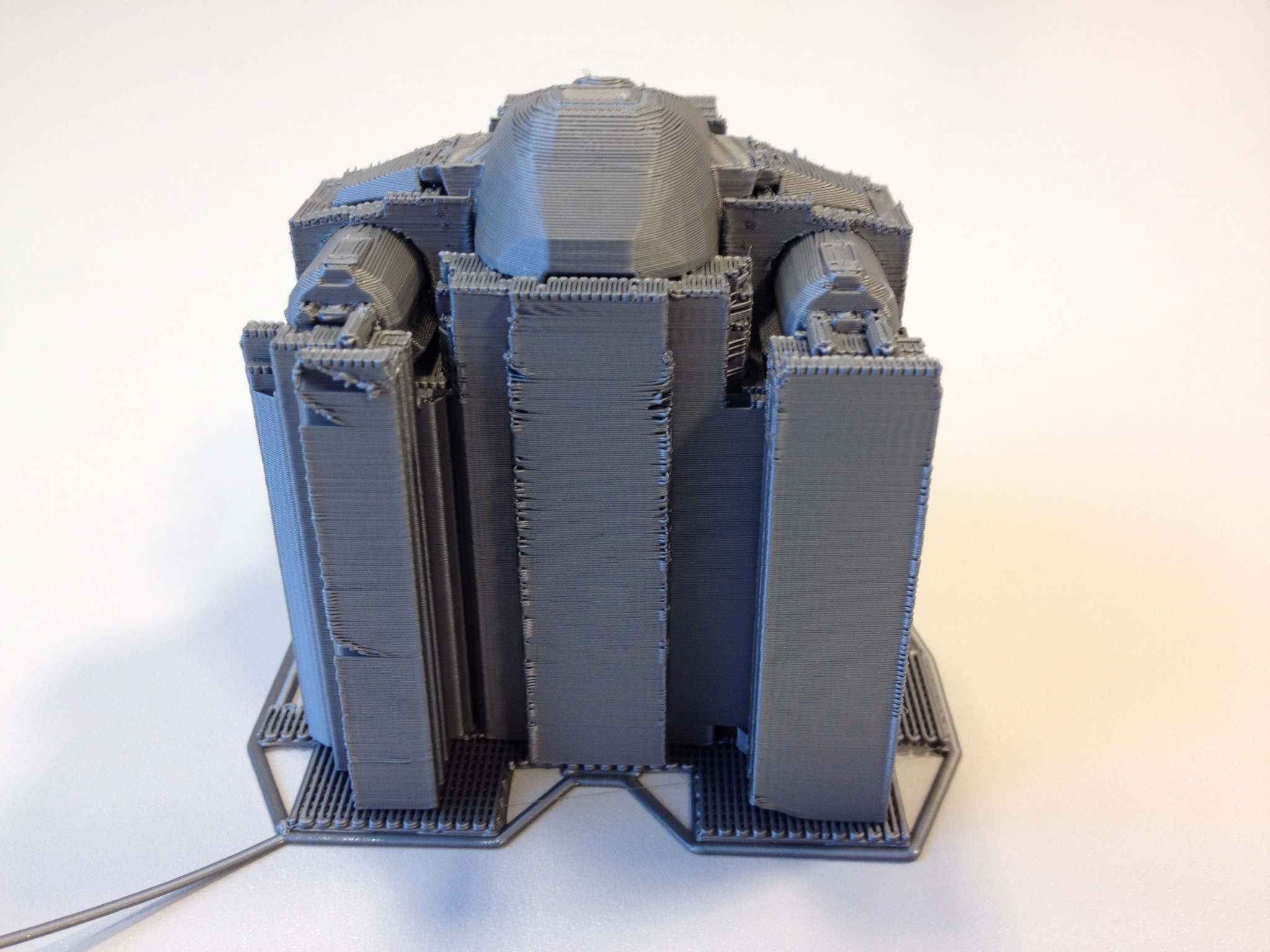
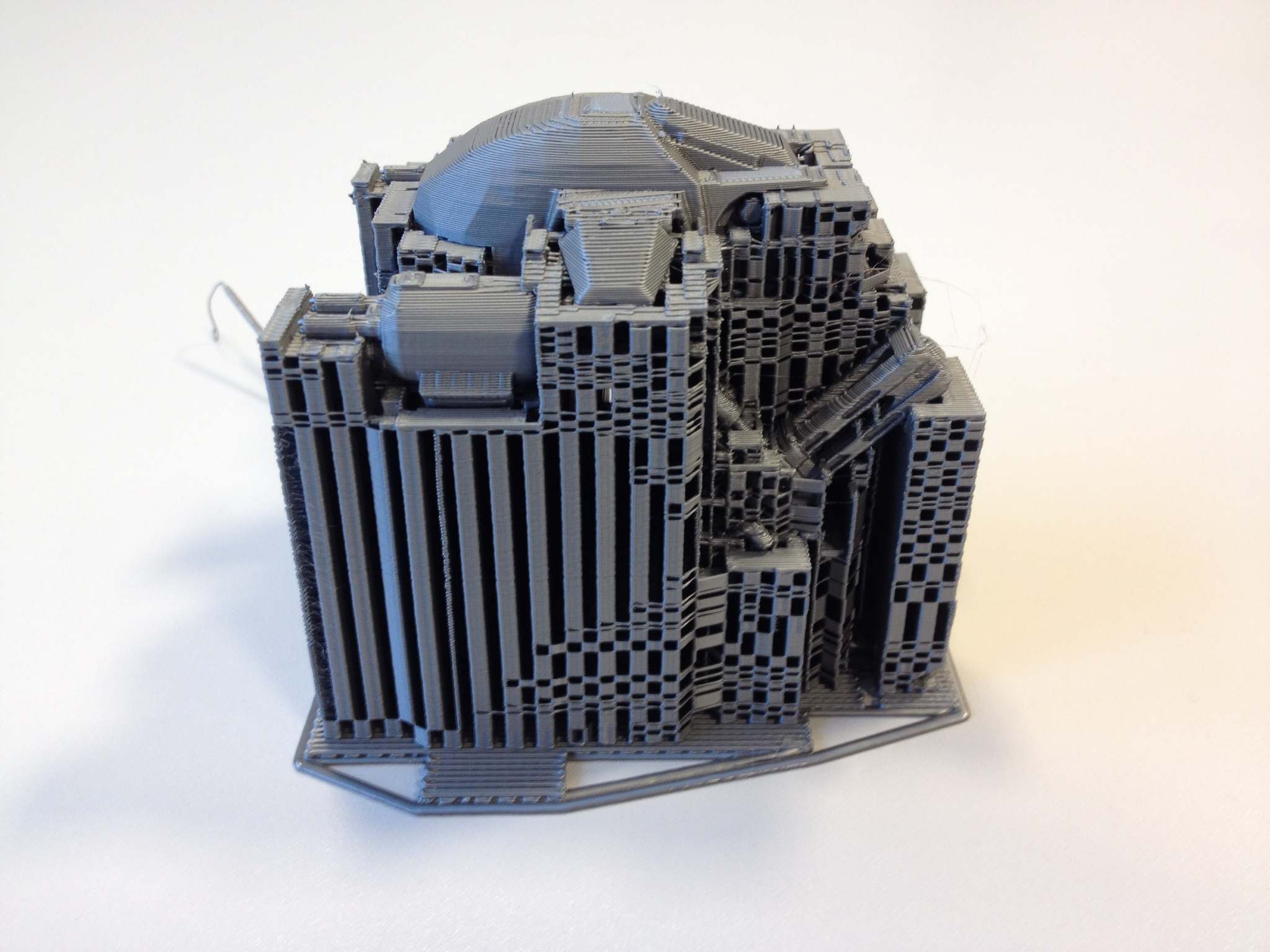
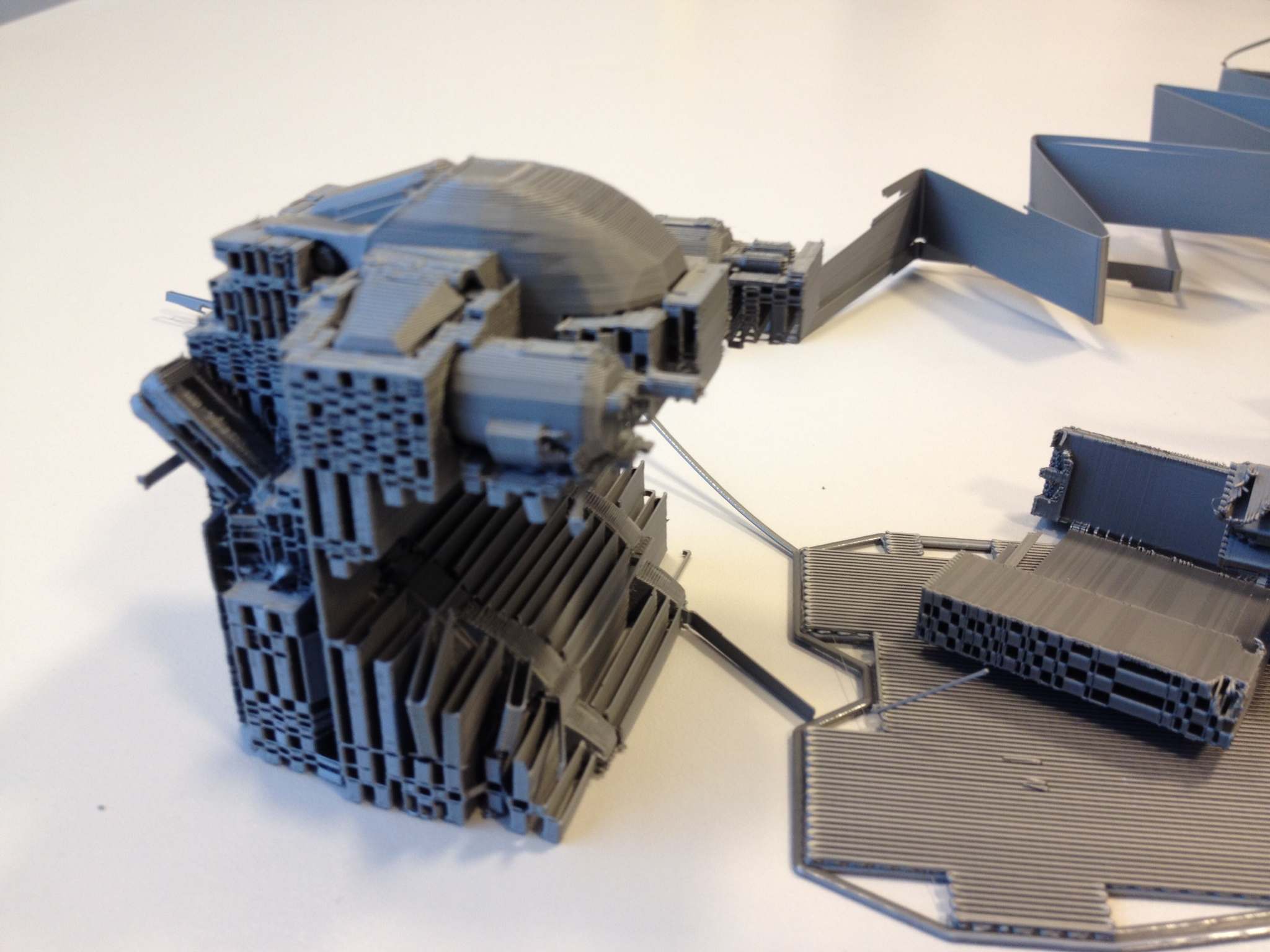
W technologii FDM / FFF wygląda to zupełnie inaczej – głowica drukująca nakłada cienką nitkę tworzywa, które od razu zastyga na stole roboczym drukarki 3D lub kolejnych warstwach modelu. Możliwe jest drukowanie pod pewnym kątem (ok. 45°) oraz tworzenie tzw. mostów (bridges), czyli łączenie dwóch niezależnych ścianek modelu warstwą drukowaną w powietrzu (sprawdza się przy odcinkach liczących nie więcej jak kilka centymetrów), ale zawsze odbija się to na jakości. Niemożliwe jest poprawne wydrukowanie bez podpór Cedryka:
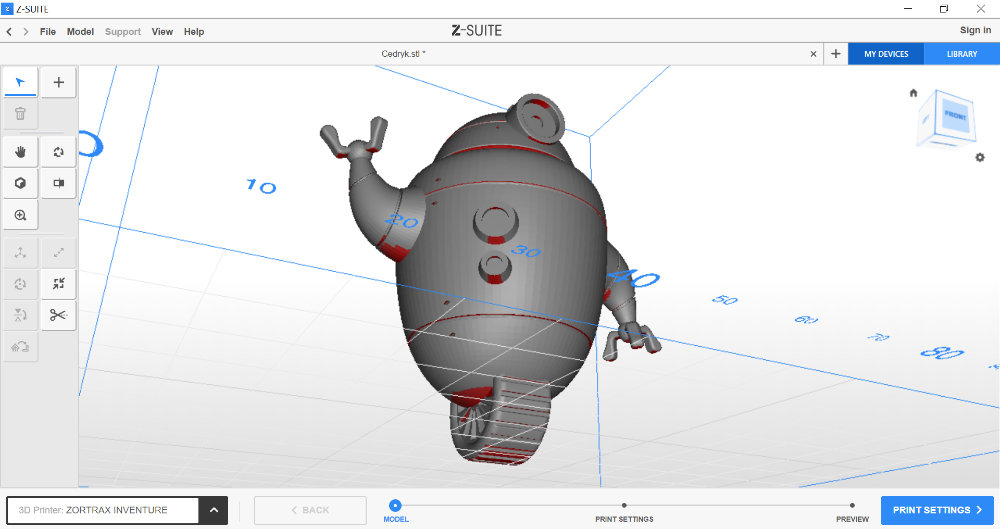
Podpory to nic więcej jak pionowe struktury o bardzo cienkich ściankach, na których opierają się fragmenty modelu. Są stosunkowo proste do usunięcia – o ile zostały wygenerowane w miejscu, gdzie jest do nich dostęp i nie są za małe (np. mają 1-2 mm).

Czy podpory musimy projektować sami?
Jedno z najczęstszych pytań jakie zadają początkujący użytkownicy drukarek 3D, to czy będą musieli sami budować struktury podporowe? Dobra wiadomość jest taka, że nie – za wszystko odpowiada program do przygotowywania modeli do druku 3D (tzw. slicer), a dokładnie jego algorytmy, które określają kąty nachylenia modelu względem stołu roboczego i generują podpory tam gdzie trzeba. Nie oznacza to jednak, że nie mamy wpływu na to gdzie podpory się znajdą? Podstawowym narzędziem jest tutaj funkcja, za pomocą której określamy kąt, pod jakim supporty mają być wygenerowane. Możemy też zrezygnować z ich generowania w ogóle.
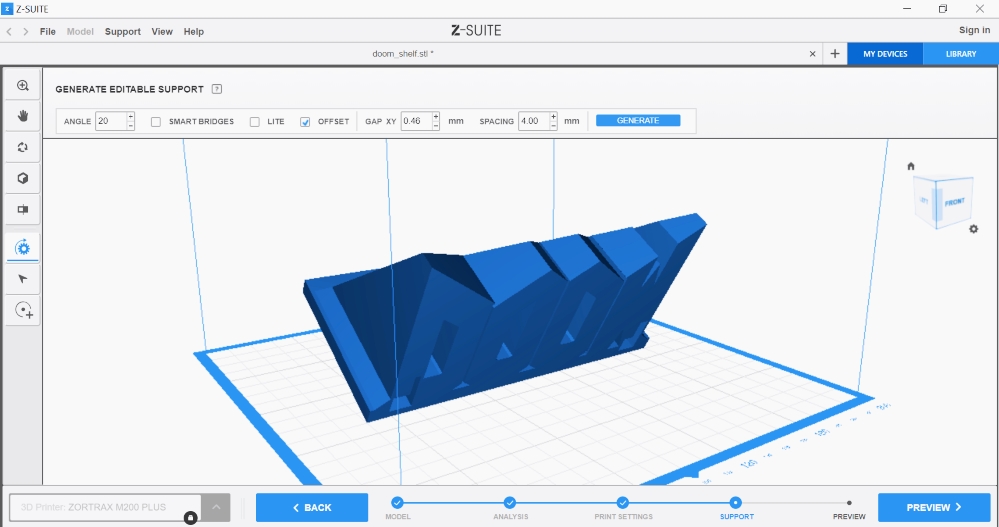
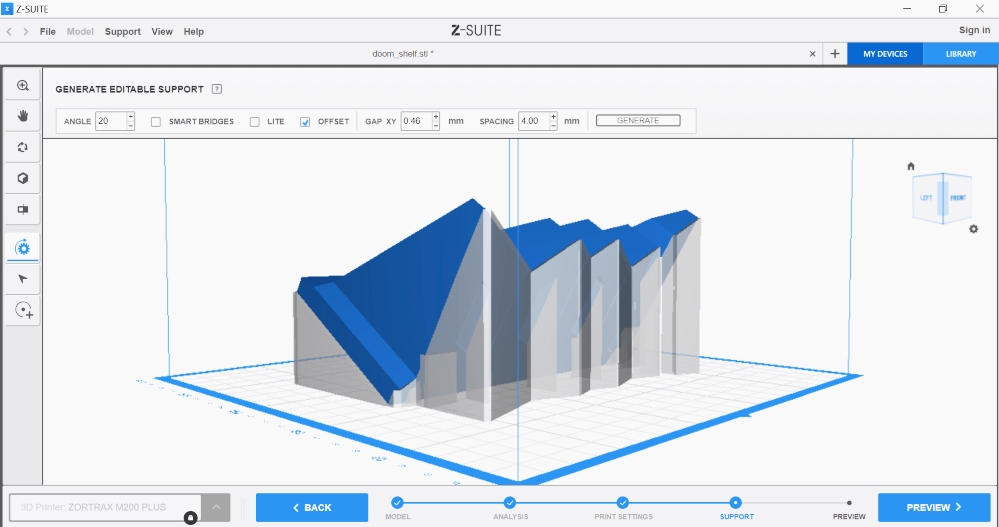
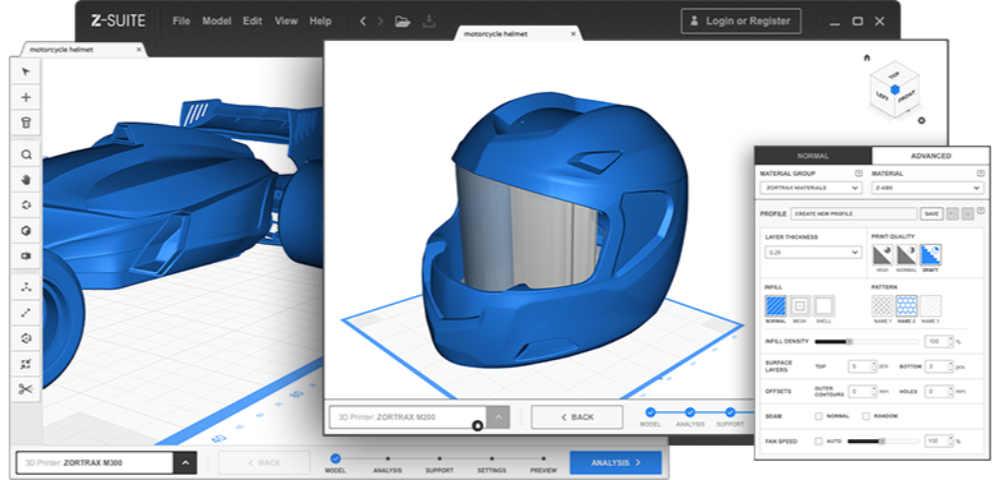
Od pewnego czasu coraz częściej możemy się spotkać z możliwością edycji podpór – taką funkcjonalność posiada np. Z-SUITE Zortraxa. Gdy przechodzimy do sekcji z podporami, możemy je wygenerować automatycznie (lub nie) i dodawać lub odejmować.
W oprogramowaniu CURA rozwijanym przez firmę Ultimaker, możemy blokować generowanie podpór
lub zaznaczyć np. opcję, żeby generowały się tylko te podpory, które mają styczność ze stołem roboczym drukarki 3D – tym samym nie pojawią się one na pomiędzy poszczególnymi fragmentami detalu.
Jak usuwać podpory wykonane z tego samego materiału?
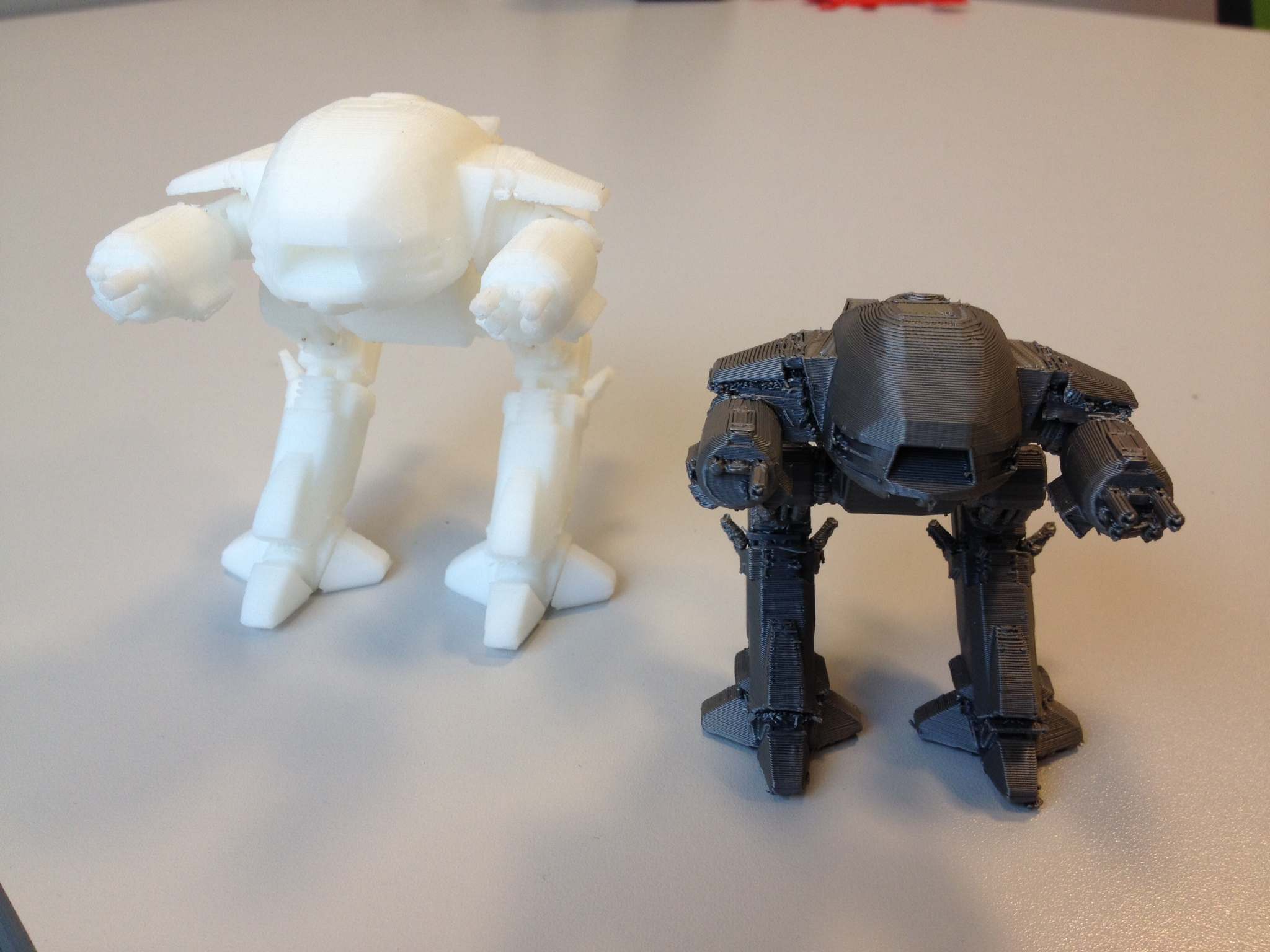
Wszystko zależy od tego w jakim miejscu zostały wygenerowane, jak są wysokie i jakie jest ich miejscowe nasycenie? Niektóre podpory da się usunąć ręcznie odłamując je palcami – inne będą wymagać użycia narzędzi – popularnych cążek, jak również różnego rodzaju pilników, lub szpikulców. W zależności od ustawień slicera, jakości drukarki 3D i użytego materiału, na powierzchni modeli w miejscu styku ich z podporami mogą pojawić się naddatki lub ubytki. Naddatki będzie trzeba zeszlifować – gorzej jeśli wraz z supportem odłamiemy fragment detalu – w skrajnych przypadkach może to skończyć się tym, że model będzie trzeba drukować od nowa…
Na czym polega praca z dwoma głowicami drukującymi?
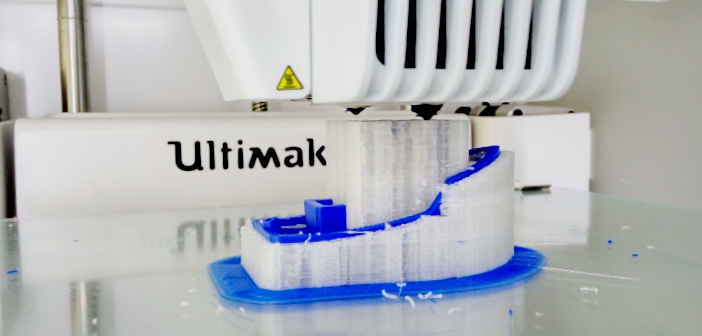
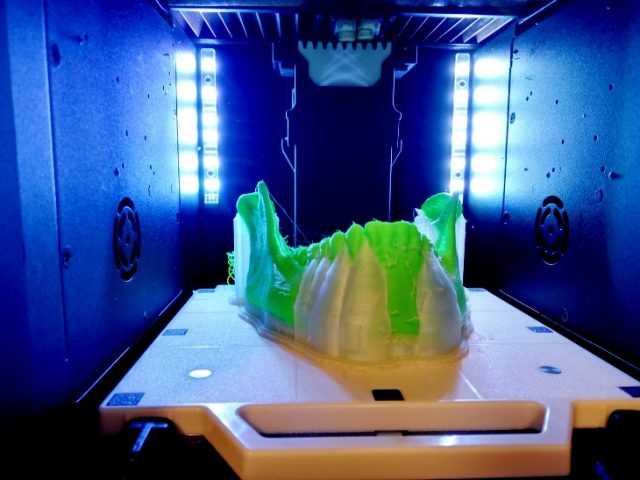
Rozwiązaniem problemu usuwania podpór z trudno dostępnych miejsc (np. z wnętrza modelu, gdzie dostęp do nich jest bardzo ograniczony) jest stosowanie dwóch głowic drukujących. Pierwsza nakłada materiał budulcowy – druga podporowy, który można rozpuścić w wodzie lub dedykowanym rozpuszczalniku. W świecie urządzeń klasy desktopowej materiałem podporowym jest PVA lub BVOH. Jest to przezroczysty termoplast, który po dłuższej ekspozycji na wodę (w zależności od objętości może to trwać od kilkunastu minut do kilkunastu godzin) całkowicie się w niej rozpuszcza.
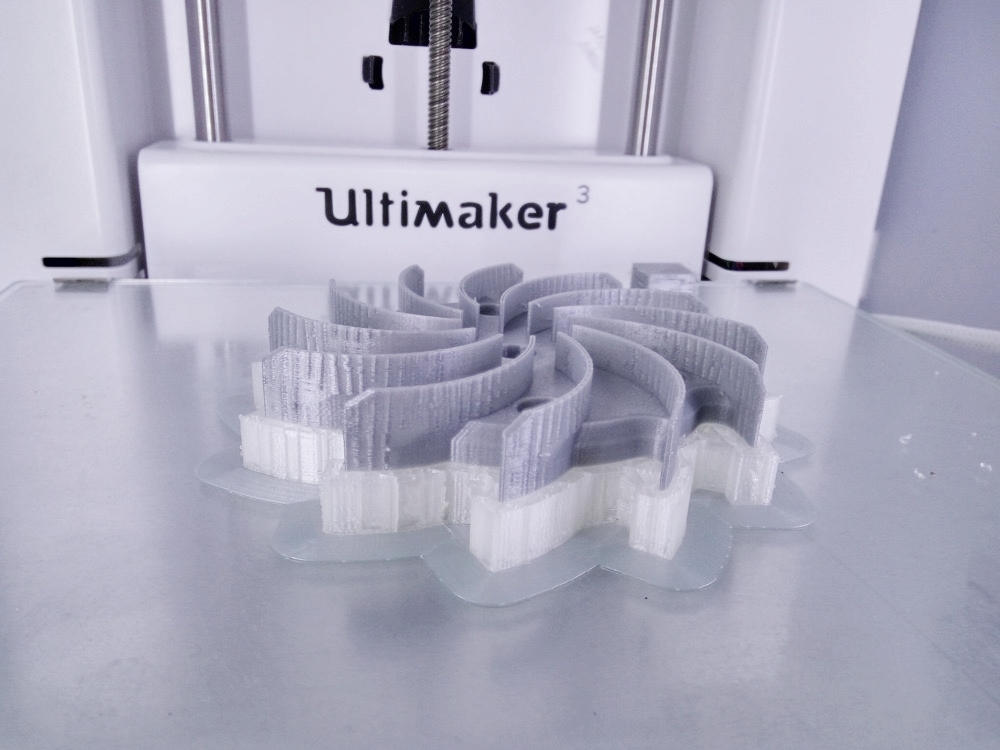
Głowice drukujące drukują na przemian – najpierw pierwsza nakłada w osiach XY materiał budulcowy, a potem druga nakłada PVA / BVOH. Niektóre slicery w celu optymalizacji i przyspieszenia pracy nakładają materiał sekwencyjnie:
- 1 warstwa – budulcowy
- 1 warstwa – podporowy
- 2 warstwa – podporowy
- 2 warstwa – budulcowy
- 3 warstwa – budulcowy
- …
- przedostatnia warstwa podporowy
- ostatnia warstwa podporowy
- ostatnia warstwa budulcowy
Oczywiście materiał podporowy jest nakładany tylko i wyłącznie tam gdzie jest to wymagane. Jeżeli modeli mierzy w osi Z 15 cm, a nadwisy wymagające stosowania podpór kończą się na wysokości 5 cm, to ostatnich 10 cm zostanie wydrukowanych wyłącznie przez pierwszą głowicę drukującą.
Jak wygląda wypłukiwanie filamentu podporowego?
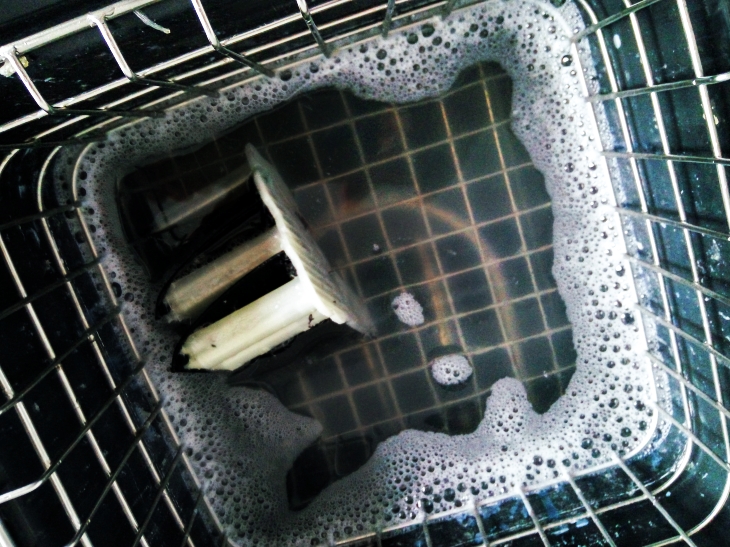
Wydrukowany model zanurzamy w wodzie i czekamy aż PVA lub BVOH się rozpuszczą. Możemy użyć do tego dowolnego pojemnika z wodą
lub dedykowanej myjki, jak np. DSS Station Zortrax:


Bez względu na zastosowane rozwiązanie należy pamiętać o tym że:
- im wyższa temperatura, tym support szybciej się rozpuszcza; należy jednak pamiętać, że zbyt wysoka temperatura może odkształcić termoplast; zalewanie wydruków z PLA lub ABS wrzątkiem, zakończy się drukowaniem ich od nowa
- cyrkulacja wody przyspiesza rozpuszczanie
- zbyt duży detal w zbyt małym pojemniku spowoduje, że rozpuszczone PVA / BVOH nasyci wodę i spowolni proces rozpuszczania.

Po zakończonym rozpuszczaniu, wodę można bez problemu wylać do kanalizacji – nie jest drażniąca lub szkodliwa (tzn. jest szkodliwa dla zdrowia – nie należy jej spożywać…).
Problemy i wady tego rozwiązania, czyli jakich błędów nie popełniać i na co uważać?
Przechodzimy do meritum niniejszego artykułu, czyli listy problemów jakie niesie za sobą drukowanie z dwóch głowic drukujących, o których mało kto na początku zdaje sobie sprawę…
1. Materiał podporowy jest bardzo drogi – czy stać Cię na jego rozpuszczanie?
W Polsce przyjęło się, że dobry jakościowo filament w gatunku PLA / ABS kosztuje ok. 80,00 – 100 ,00 PLN brutto za 0,85 – 1 kg. Nie licząc bardzo specjalistycznych tworzyw, trudno znaleźć materiał kosztujący więcej niż 200,00 PLN brutto. W przypadku PVA / BVOH ceny są 3-5 razy wyższe niż standardowe materiały budulcowe. Realizacja wydruków 3D w oparciu o materiał podporowy podnosi koszt jego wyprodukowania o kilkadziesiąt – kilkaset procent! Jeżeli uważacie, że 150,00 PLN brutto za szpulę ABS to strasznie drogo, drukowanie z PVA / BVOH zdecydowanie nie jest dla Was… Nie będzie Was na to stać.
2. Druk 3D z dwóch głowic znacząco wydłuża proces druku 3D
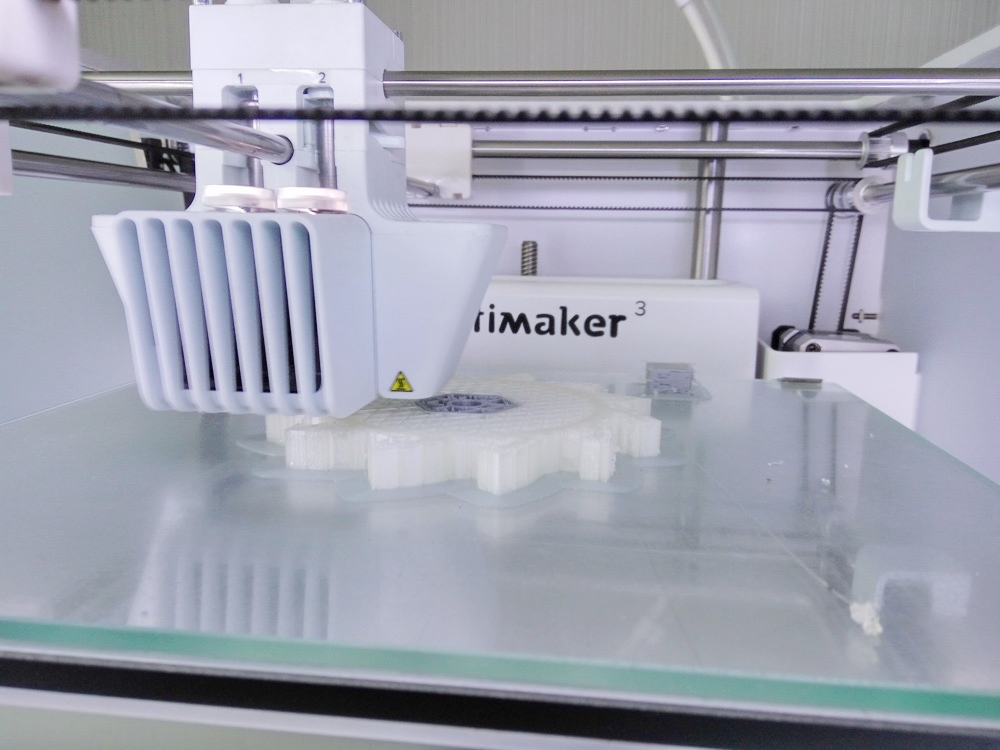
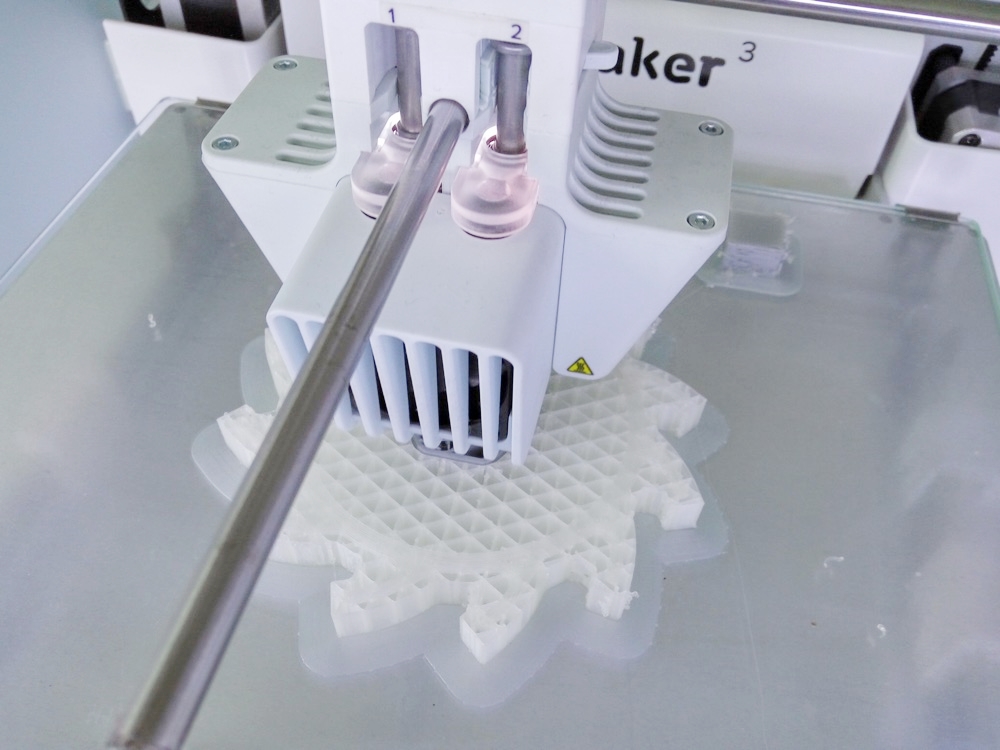
Z uwagi na to, że w procesie druku 3D biorą udział dwie niezależne głowice, czas pracy drukarki 3D w naturalny sposób się wydłuża. Np. w Ultimakerze 3 lub S5, za każdym razem gdy jedna z głowic kończy pracę przy warstwie, odjeżdża na bok aby przełączyć je (głowica drukująca jest zawsze opuszczona). W zależności od tego jak duży jest detal i jak wiele jest struktur podporowych, czas pracy drukarki 3D może wydłużyć się o kilkadziesiąt procent w stosunku do pracy jednogłowicowej.
3. Do czasu samego wydruku 3D należy doliczyć czas potrzebny na rozpuszczenie podpór
Jeżeli model jest mały (5-8 cm w osiach XYZ), wypłukiwanie podpór potrwa ok. kilku godzin. Przy dużych detalach (powyżej kilkunastu cm w osiach XYZ) spokojnie możemy przyjąć, że wypłukanie podpór potrwa ok. jednej doby (czasem nawet dwie). To ważne w przypadku aplikacji, gdzie ważny jest czas – może się okazać, ze model który drukuje się przez 8-10 godzin (np. w nocy), będzie gotowy do użycia de facto za 2 dni od chwili uruchomienia wydruku.
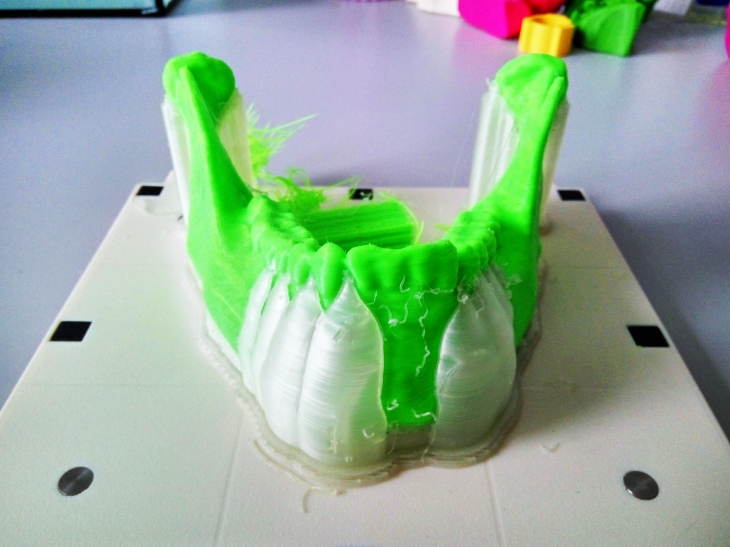
4. Materiał podporowy nigdy nie wypłukuje się w 100% – modele trzeba doczyszczać ręcznie
Niestety im bardziej skomplikowany jest model i im więcej jest w nim zagłębień i zakamarków, tym bardziej rośnie prawdopodobieństwo pozostania w nim złogów nierozpuszczonego materiału. Zwykle są bardzo małe – w przypadku niektórych aplikacji będą nawet niewidoczne, niemniej jednak gdy będzie nam zależeć na pełnej wymiarowości, będziemy musieli zabrać nasz detal pod kran, wziąć jakąś szczotkę i czyścić go ręcznie. Czasem bywa to naprawdę frustrujące…
5. Szukaj drukarki 3D z ruchomymi głowicami – oszczędzisz sobie całej masy problemów
Dobre dwugłowicowe drukarki 3D to takie, w których głowice zmieniają położenie względem siebie. Głowica drukująca powinna być opuszczona, a nieaktywna podniesiona (lub w przypadku drukarek 3D o głowicach zamocowanych na niezależnych układach – zaparkowana gdzieś indziej). Dlaczego to takie ważne? Oto co się zwykle dzieje, gdy obydwie głowice są zawsze na tej samej wysokości:
- z nieaktywnej głowicy może wypływać filament (głowica wciąż musi być rozgrzana); może on pozostawiać smugi na powierzchni wydruku, a w skrajnych przypadkach pozostawiać złogi materiału, o które będzie potem zahaczać
- jeżeli drukowany materiał się podniesie pod wpływem skurczu, lub nieaktywna głowica pozostawi złogi materiału, jedna z głowic zacznie zahaczać o drukowany detal lub podpory
- dwie głowice jest bez porównania trudniej spoziomować względem stołu niż jedną; jeżeli ten proces jest ręczny, a stół roboczy duży, może generować to użytkownikowi spore problemy.
6. Druk 3D z dwóch głowic to znaczące ułatwienie, ale to wciąż ta sama technologia FDM / FFF
Na koniec pamiętajmy, że choć drukowanie 3D z dwóch głowic drukujących to bez porównania wyższa jakość pracy niż z jedną, to wciąż mamy do czynienia z technologią FDM / FFF i związanymi z nią niedoskonałościami. Innymi słowy – nie oczekujmy tej samej jakości co w przypadku technologii SLS lub MJF – to całkowicie odrębne metody wytwórcze.
ZOBACZ WSZYSTKIE ARTYKUŁY Z CYKLU:
1-szy BŁĄD PRZY ZAKUPIE DRUKARKI 3D – jak najtańsza, czyli “po co przepłacać?”
2-gi BŁĄD PRZY ZAKUPIE DRUKARKI 3D – “duży, wielki, olbrzymi” obszar roboczy…
3-ci BŁĄD PRZY ZAKUPIE DRUKARKI 3D – cała prawda o drukowaniu 3D z dwóch głowic drukujących
4-ty BŁĄD PRZY ZAKUPIE DRUKARKI 3D – o co chodzi z zamkniętą i podgrzewaną komorą roboczą?