

Dla wszystkich użytkowników niskobudżetowych drukarek 3D, działających w technologii FDM, którzy wykorzystują je do czegoś więcej niż drukowanie figurek, jednym z najważniejszych parametrów jest wytrzymałość wykonanych wydruków. Szczególnie duże znaczenie ma to dla firm, które wykonują modele funkcjonalne lub prototypy. Na podstawie opracowania „Analiza wpływu parametrów procesu druku 3D w technologii Fused Filament Fabrication na właściwości wytrzymałościowe gotowego wyrobu” przeanalizujemy bliżej jakich parametrów możemy oczekiwać od określonych materiałów.
Przywołane we wstępie opracowanie zostało nam, w ramach współpracy, udostępnione przez Karolinę Kurowską. Powstało na podstawie pracy inżynierskiej o tym samym tytule. Filamenty do analizy zostały dostarczone przez sklep get3D.
O autorze
Inż. Karolina Kurowska to Studentka Wojskowej Akademii Technicznej na kierunku Mechatronika. Swoją przygodę z technologią druku 3D rozpoczęła w ramach działalności w Kole Naukowym Projektowania, Wytwarzania i Rekonstrukcji WAT, gdzie prowadzi prace badawcze. Prywatnie utytułowana tancerka tańca towarzyskiego.
Opracowanie powstało przy współpracy z inż. Patrycją Wlizło, pod opieką mjr. dr. inż. Pawła Płatka.
Cele i założenia
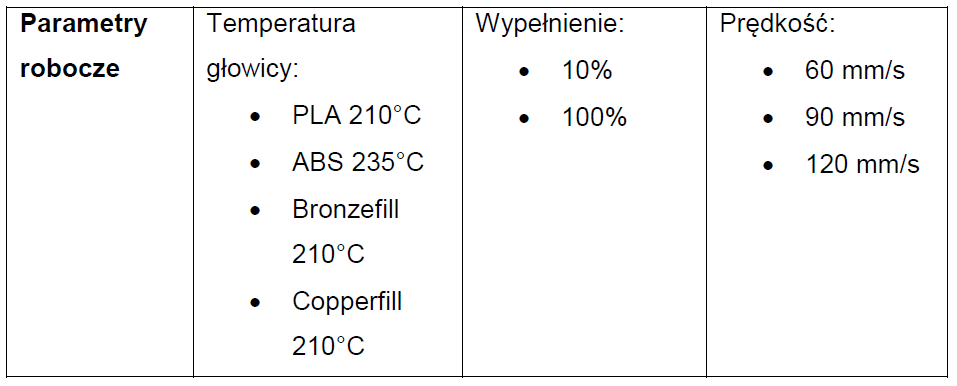
Do testów posłużono się filamentami PLA, ABS, bronzeFill oraz copperFill. Na ich bazie powstały próbki, które posłużyły do określenia właściwości mechanicznych tych materiałów w zależności od zmiany parametrów druku, takich jak:
- prędkość druku,
- procent wypełnienia,
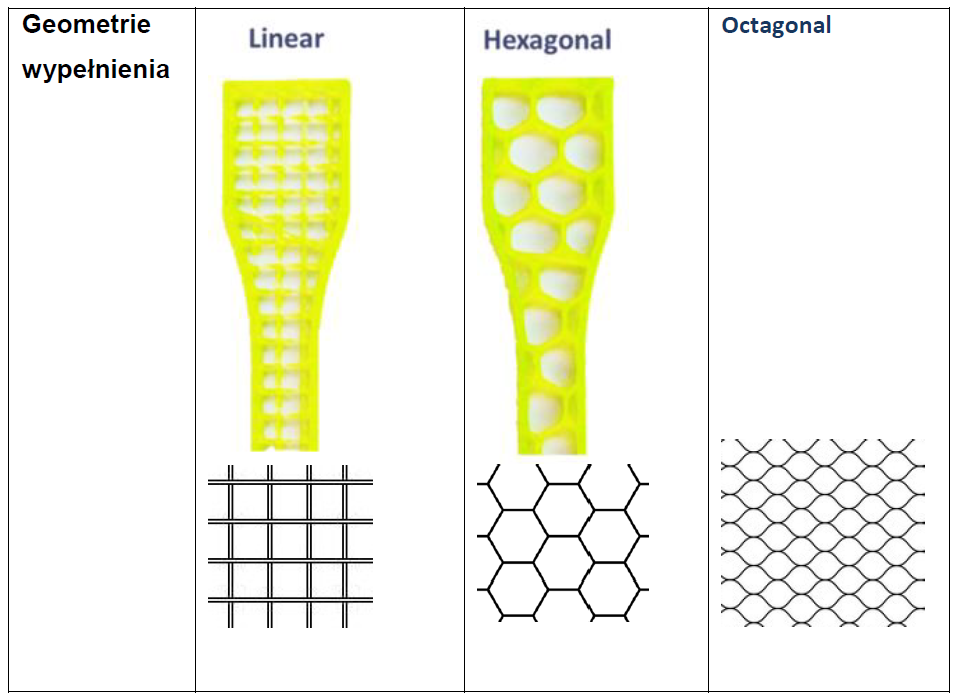
- geometria wypełnienia.
Do weryfikacji wpływu tych parametrów na wytrzymałość próbki posłużyły następujące badania i obserwacje:
- wizualna ocena jakości druku wraz z określeniem odchyłek wymiarowych pomiędzy projektem, a wydrukiem,
- statyczna próba rozciągania (badanie dynamiczne) – doświadczenie wykonywane na maszynie MTS Criterion, które ma na celu określenie przy jakim maksymalnym naprężeniu nastąpi zerwanie próbki,
- próba udarności (badanie dynamiczne) – wykonywana przy użyciu młota Charpy’ego, polega określeniu wymaganej energii do złamania próbki z karbem w kształcie litery V, podczas jednego uderzenia.
Wymiary wszystkich próbek zostały dobrane zgodnie z normą ISO 527-1.
Przyjęte parametry druku oraz geometrię wypełnienia przedstawiają poniższe tabele
Ocena jakości wydruków
Przyjętymi kryteriami oceny jakości wydruków były:
- gładkość powierzchni,
- kontrola grubości, szerokości i długości próbek do badań statycznych,
- kontrola szerokości i grubości w miejscu karbu dla próbek przeznaczonych do badań dynamicznych.
PLA
Wszystkie próbki charakteryzowały się wysoką estetyką, dużą gładkością oraz brakiem widocznych niedociągnięć. Górna odchyłka pomiarów szerokości kształtowała się na zbliżonym poziomie 0,4-0,5 mm, z kolei górna odchyłka grubości zawierała się w przedziale 0,03-0,05 mm. Wyjątek stanowiła próbka drukowana z najwyższą prędkością i wypełnieniem linear, ponieważ tutaj odchyłka wynosiła 0,01-0,02 mm.
ABS
Próbki są równie estetyczne, ale mniej gładkie. Odchyłki ich szerokości kształtowały się na poziomie 0,3-0,6 mm, a odchyłki grubości na poziomie 0,01-0,02 mm dla prędkości 60 mm/s i wypełnieniu octagonal oraz 0,1 mm dla prędkości 90 mm/s i przy takim samym wypełnieniu.
bronzeFill i copperFill
Przy najwyższych prędkościach pojawiają się niedociągnięcia w wierzchniej warstwie wydruków. Górna odchyłka szerokości odcinka pomiarowego waha się w przedziale 0,11-0,30 mm, a górna odchyłka grubości na odcinku pomiarowym zamyka się w przedziale 0,11-31 mm. Wszelkie znaczące odchyłki od tych wartości są trudne do jednoznacznego scharakteryzowania i ciężko określić w nich jakieś zależności.
Statyczna próba rozciągania
Badanie to polega na osiowym rozciąganiu próbek o określonych wymiarach i ma na celu określenie właściwości mechanicznych materiału.
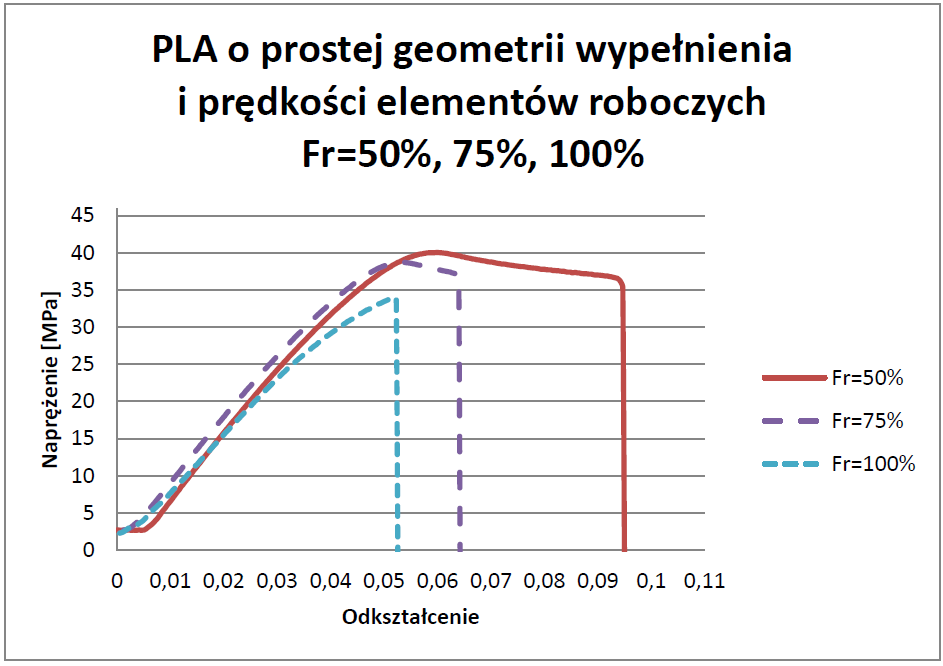
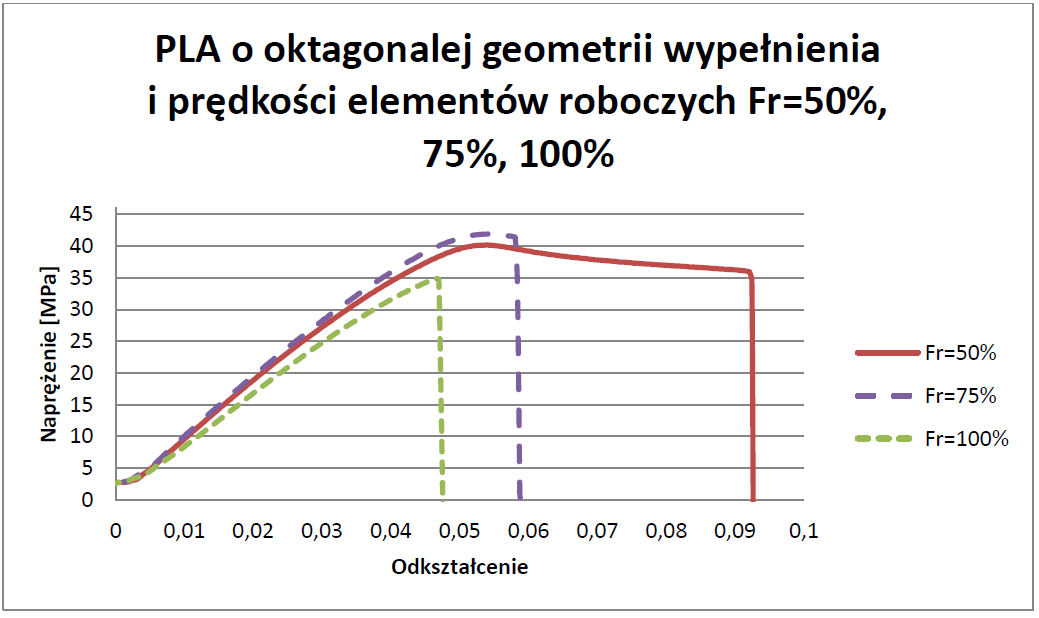
PLA
Poniższe wykresy przedstawione są dla próbek wykonanych z wypełnieniem 10%, w temperaturze druku 210ºC, z prędkościami 60 (Fr=50%), 90 (Fr=75%) i 120 (Fr=100%) mm/s. oraz na warstwie 0,2 mm:
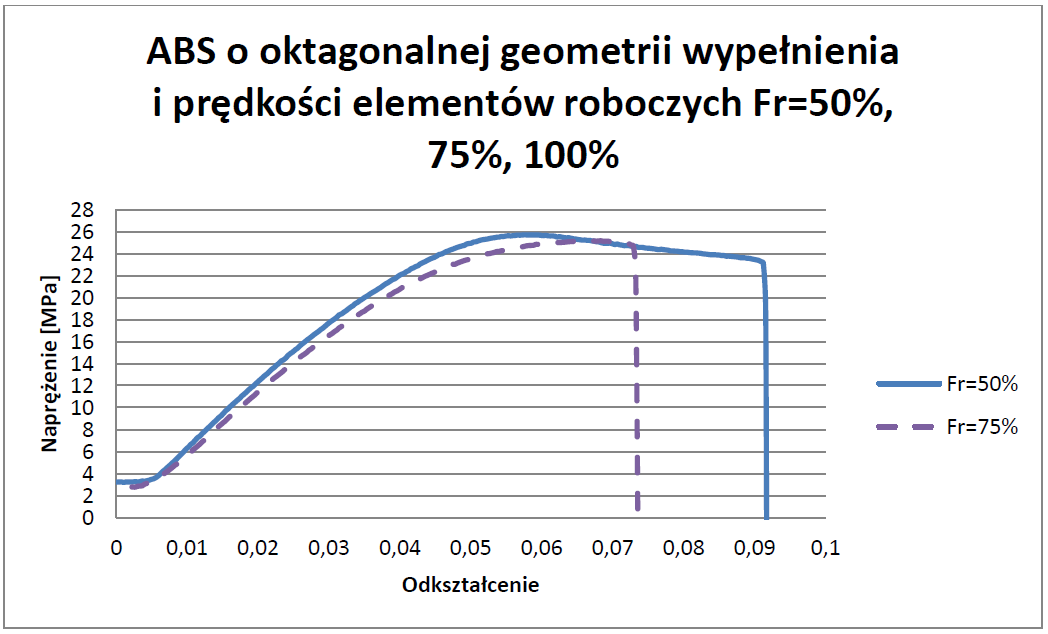
ABS
Poniższy wykres przedstawia wyniki próbek wykonanych z ABS, przy prędkościach druku 60 mm/s (Fr=50%) oraz 90 mm/w (Fr=75%):
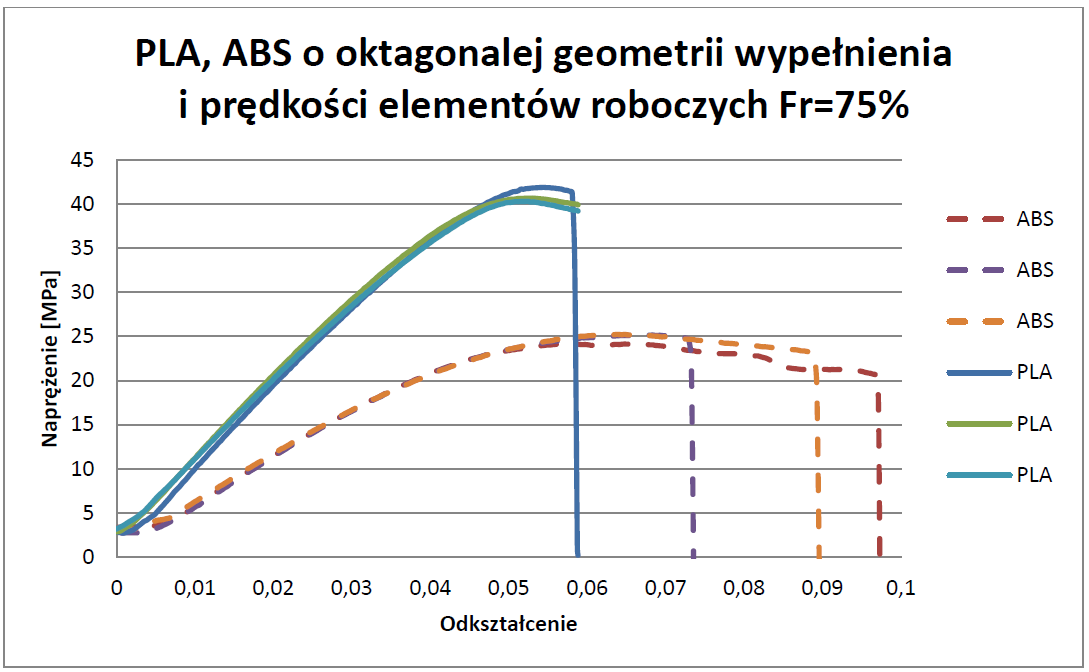
Porównanie wyników PLA i ABS przy prędkości druku na poziomie 90 mm/s wygląda następująco:
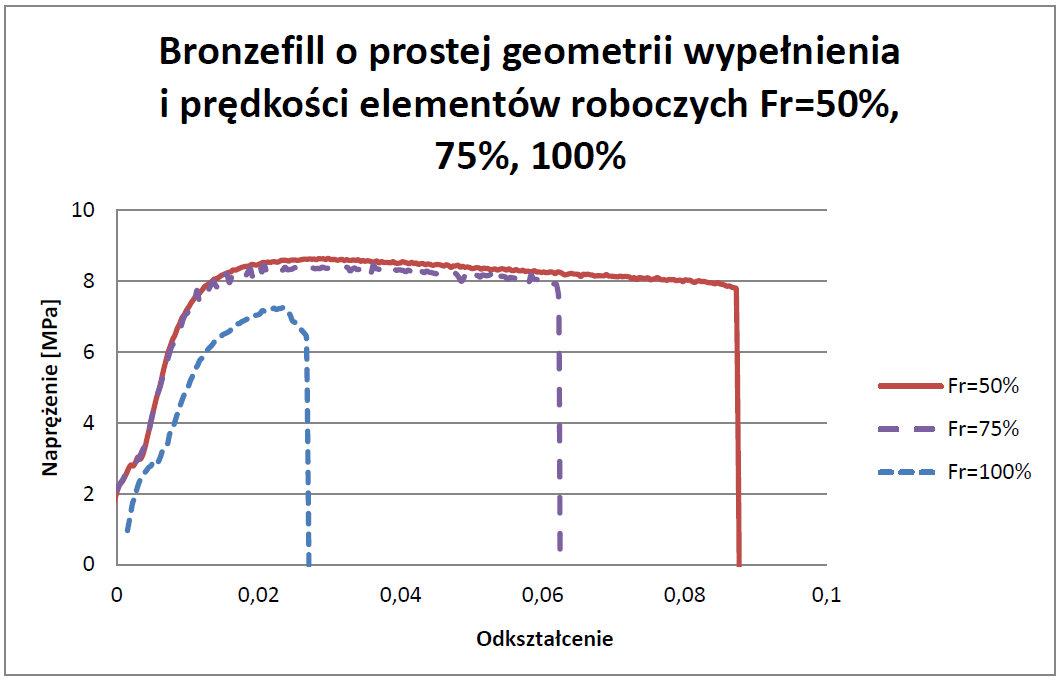
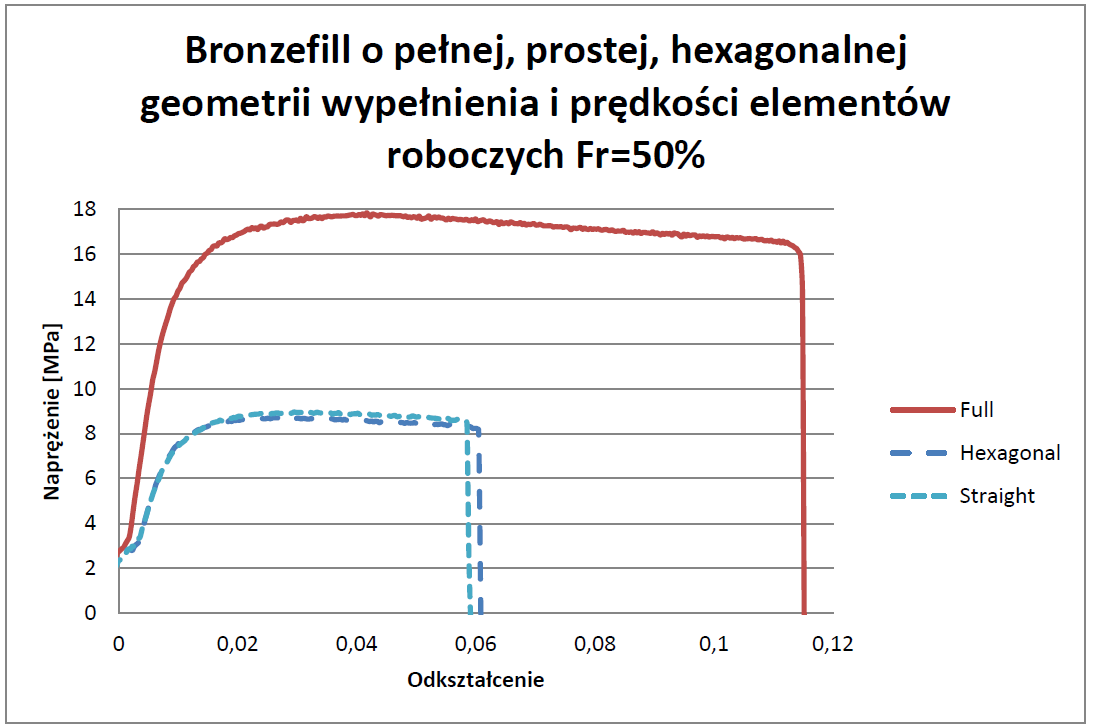
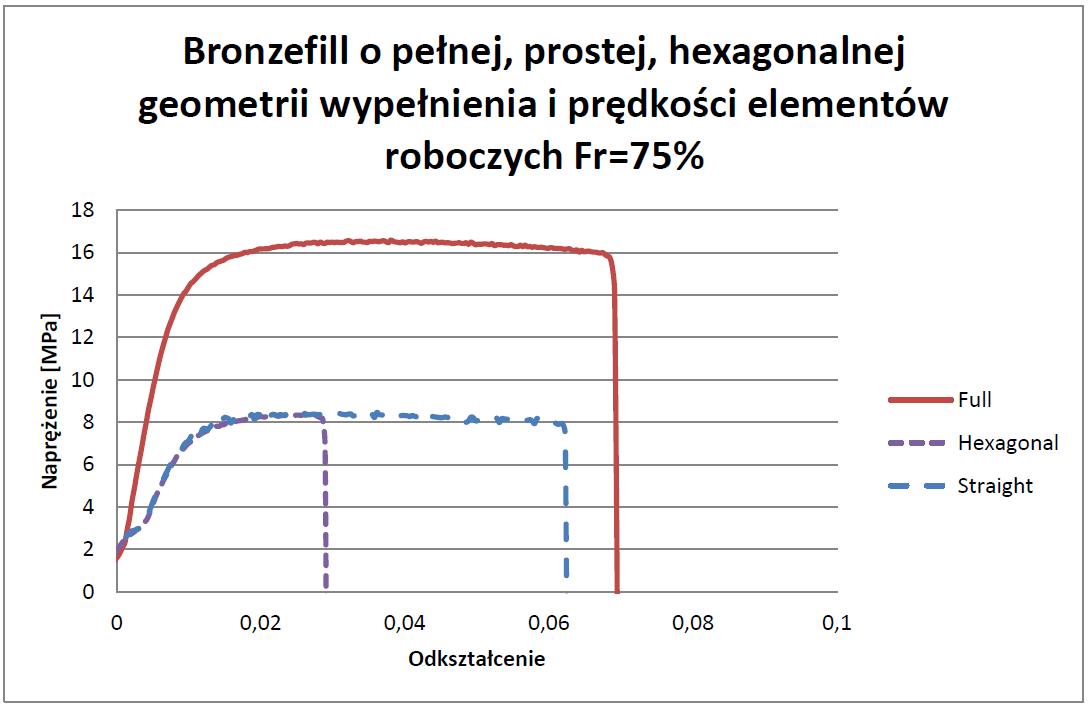
BronzeFill
Wyniki dla geometrii prostej:
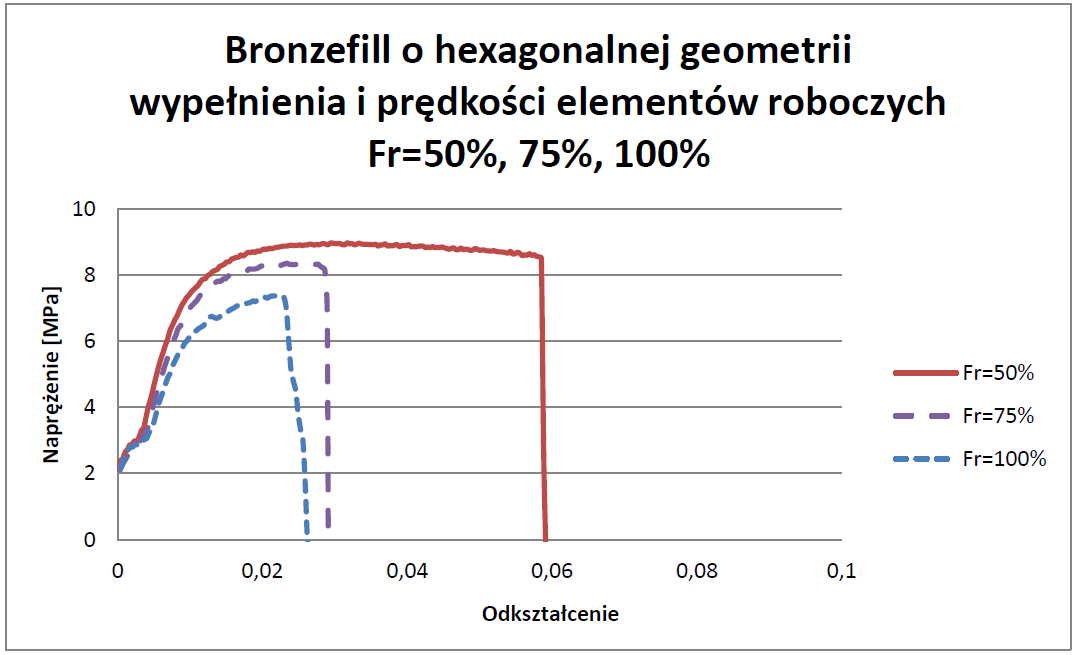
Wyniki dla geometrii hexagonalnej:
Wyniki porównawcze próbek o wypełnieniu pełnym, straight i hexagonalnym przy prędkości druku 60 mm/s:
Wyniki porównawcze próbek o wypełnieniu pełnym, straight i hexagonalnym przy prędkości druku 90 mm/s:
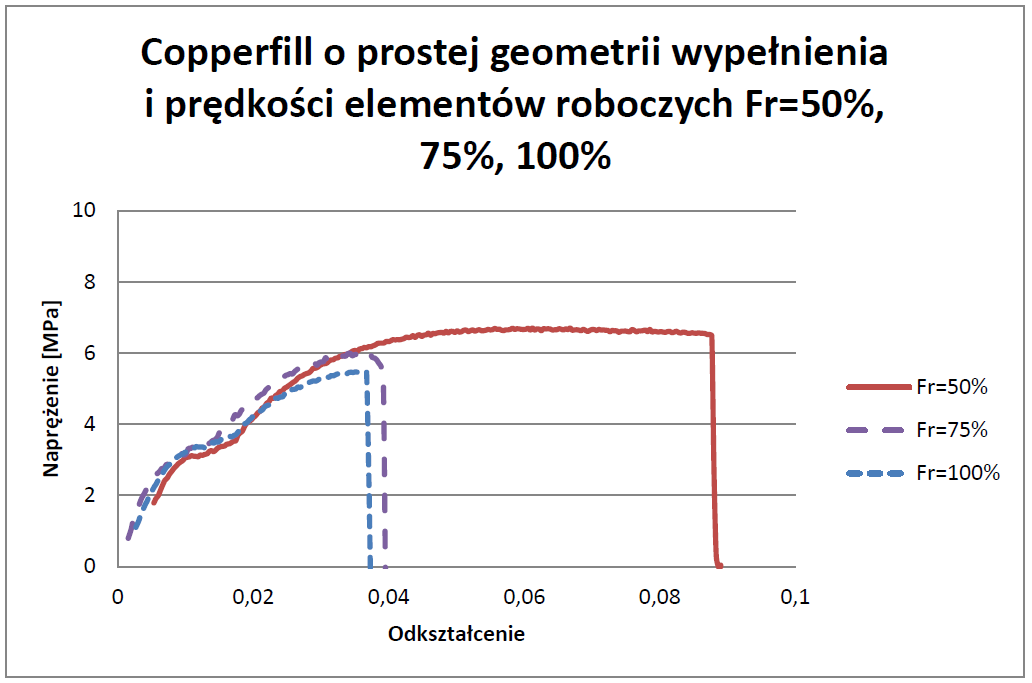
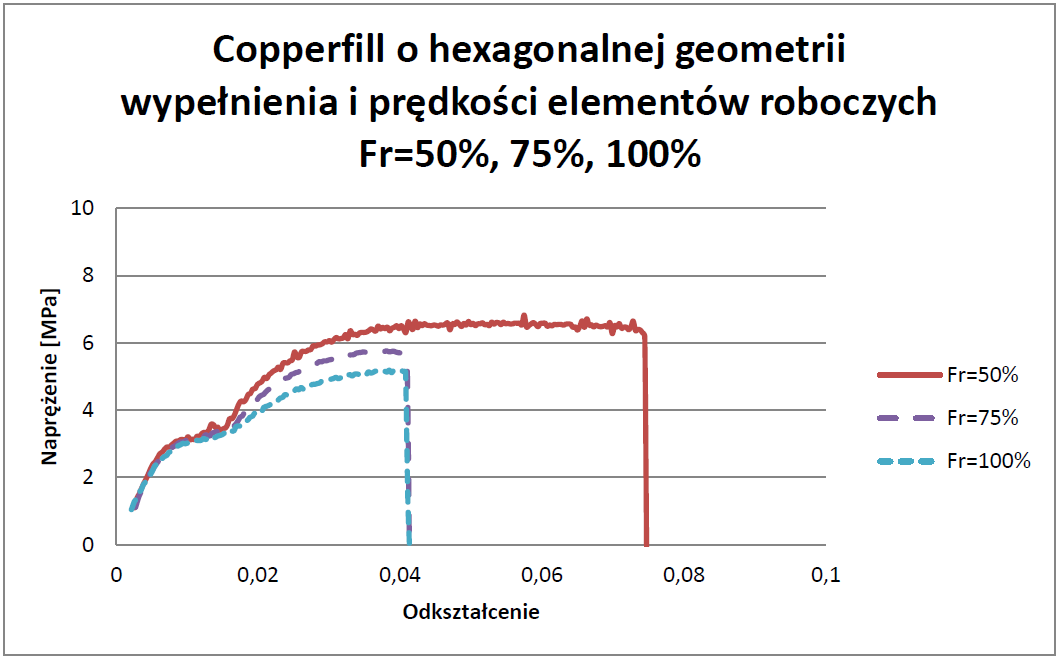
CopperFill
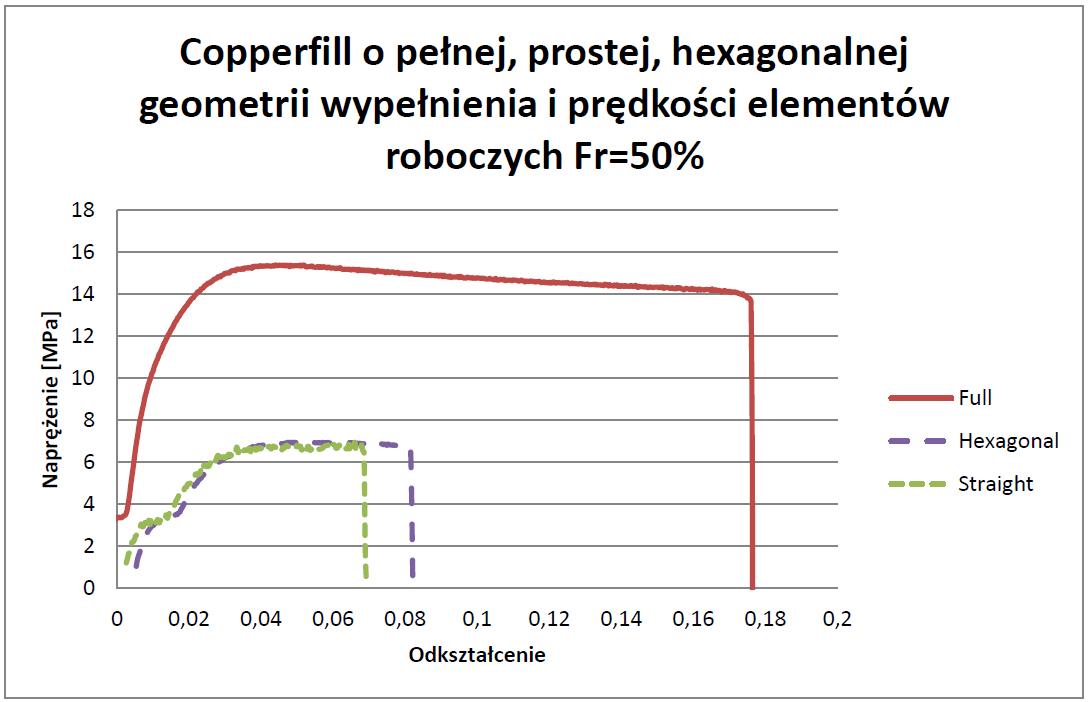
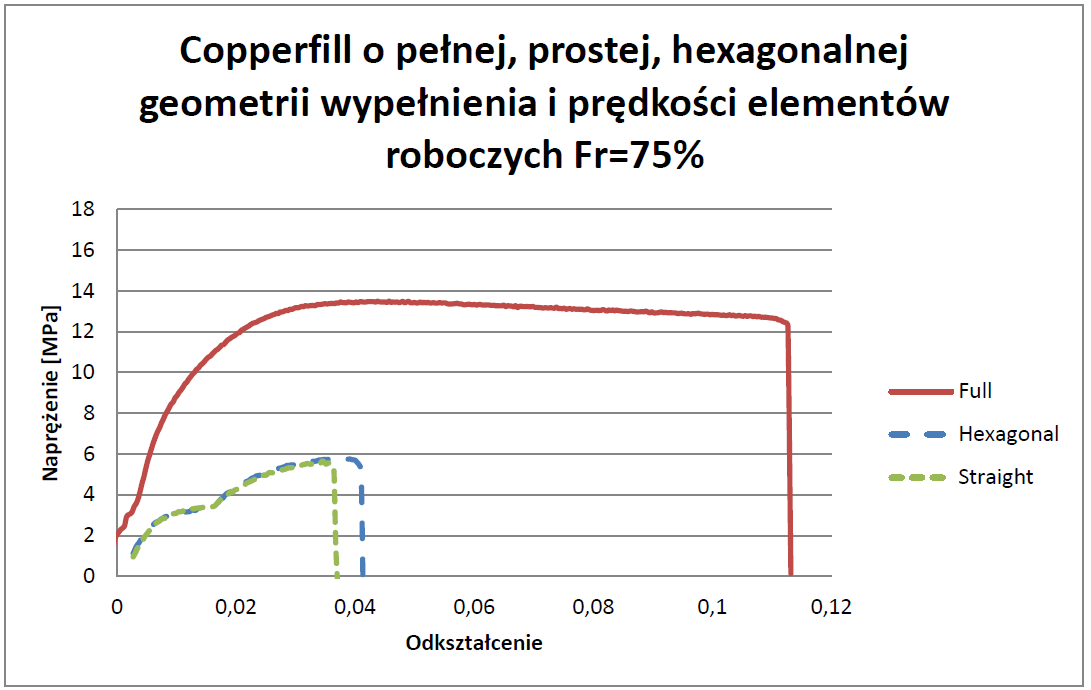
Wyniki dla geometrii prostej:
Wyniki dla geometrii hexagonalnej:
Wyniki porównawcze próbek o wypełnieniu pełnym, straight i hexagonalnym przy prędkości druku 60 mm/s:
Wyniki porównawcze próbek o wypełnieniu pełnym, straight i hexagonalnym przy prędkości druku 90 mm/s:
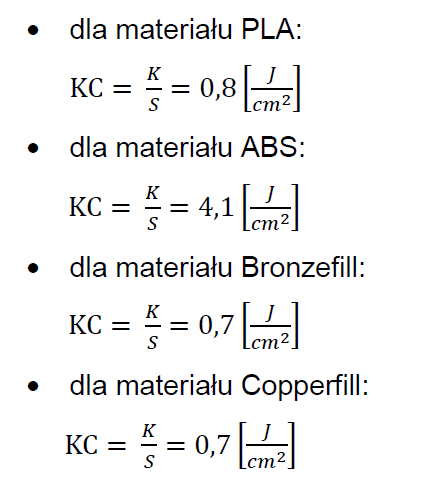
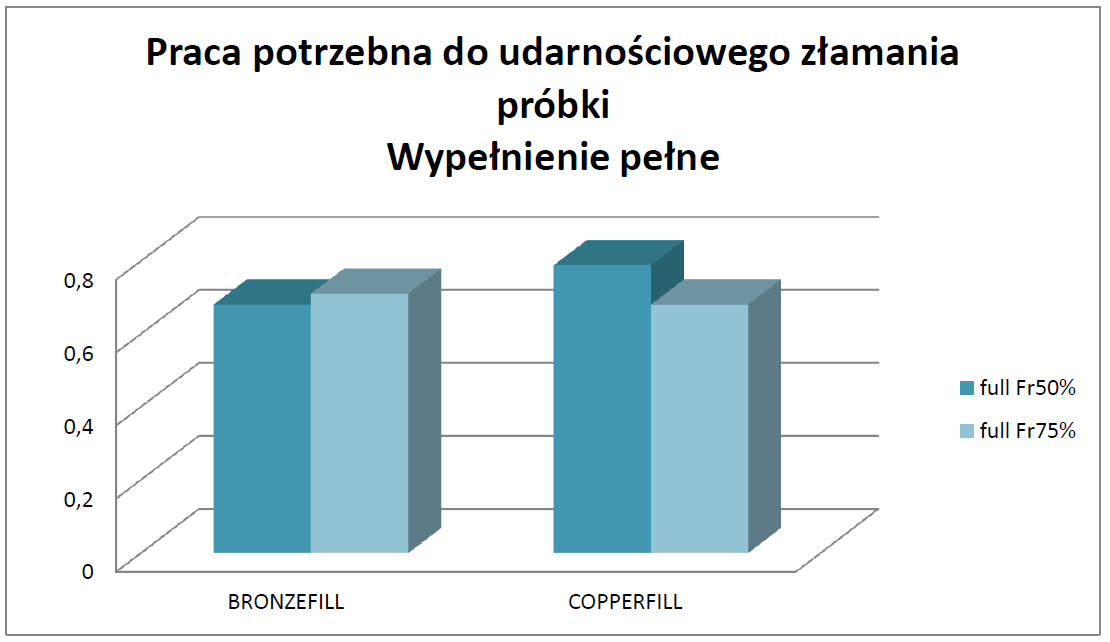
Badanie Udarności
Obliczenia udarności wykonane zostały dla próbek o wypełnieniu oktagonalnym i prędkości druku 90 mm/s:
Wyniki zbiorcze
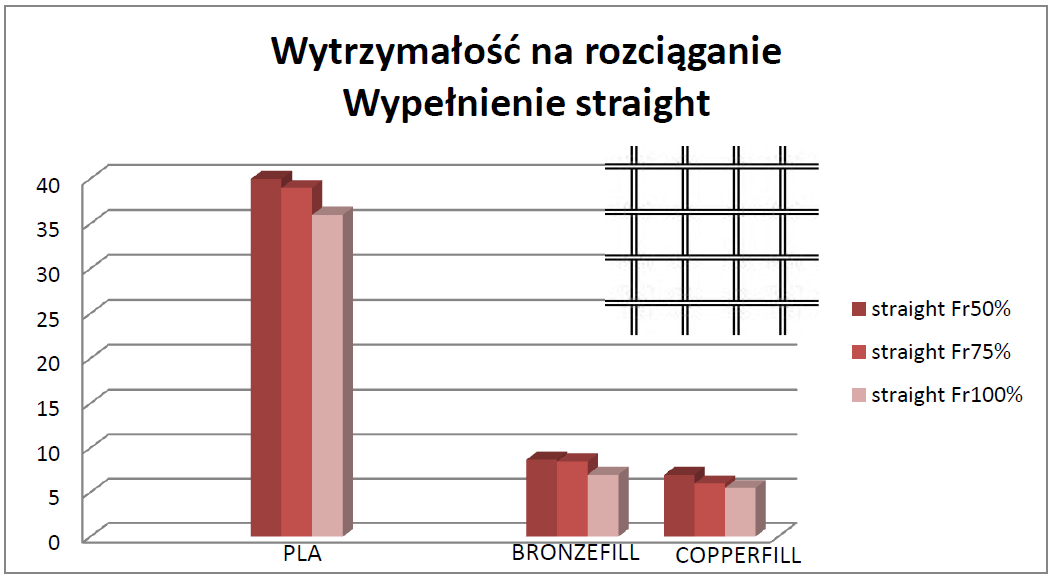
Zbiorczy wykres statycznej próby rozciągania dla prostej geometrii wypełnienia:
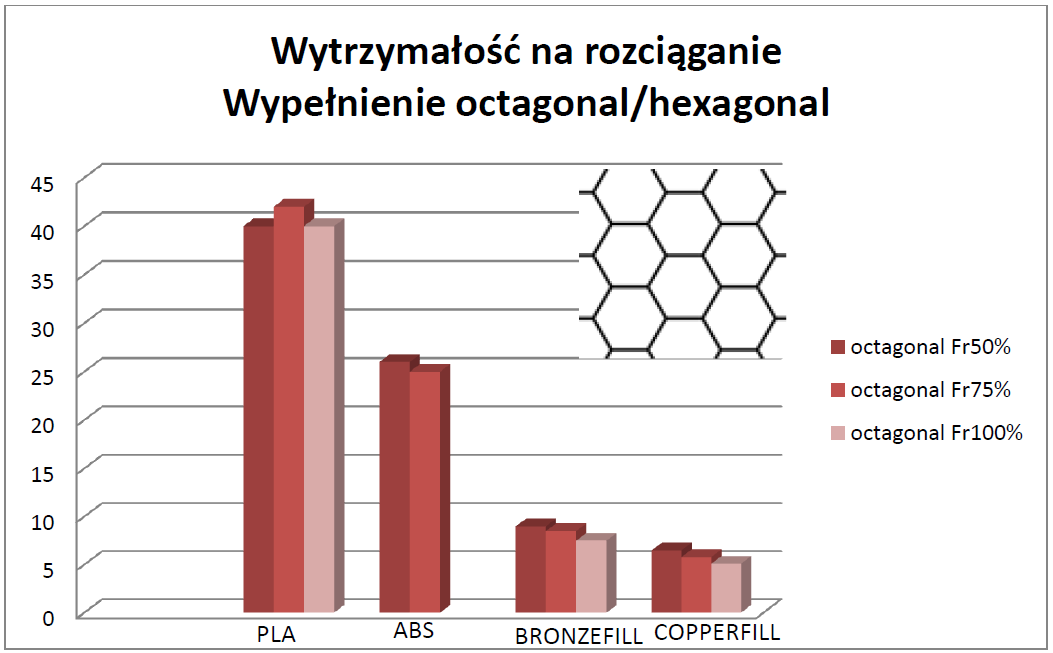
Zbiorczy wykres statycznej próby rozciągania dla geometrii oktagonalnej/hexagonalnej:
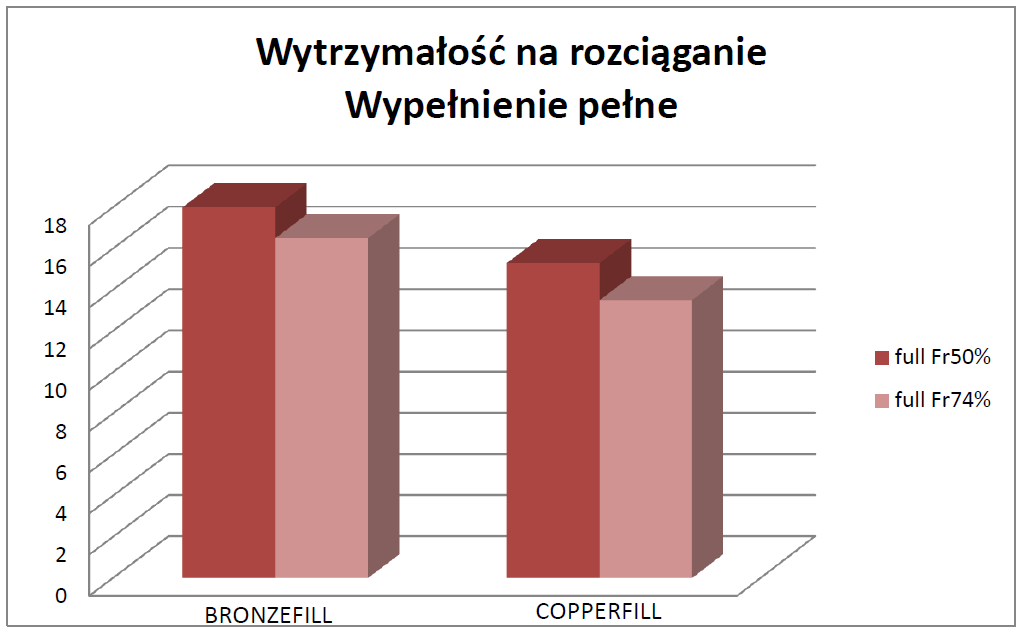
Zbiorczy wykres statycznej próby rozciągania dla pełnego wypełnienia:
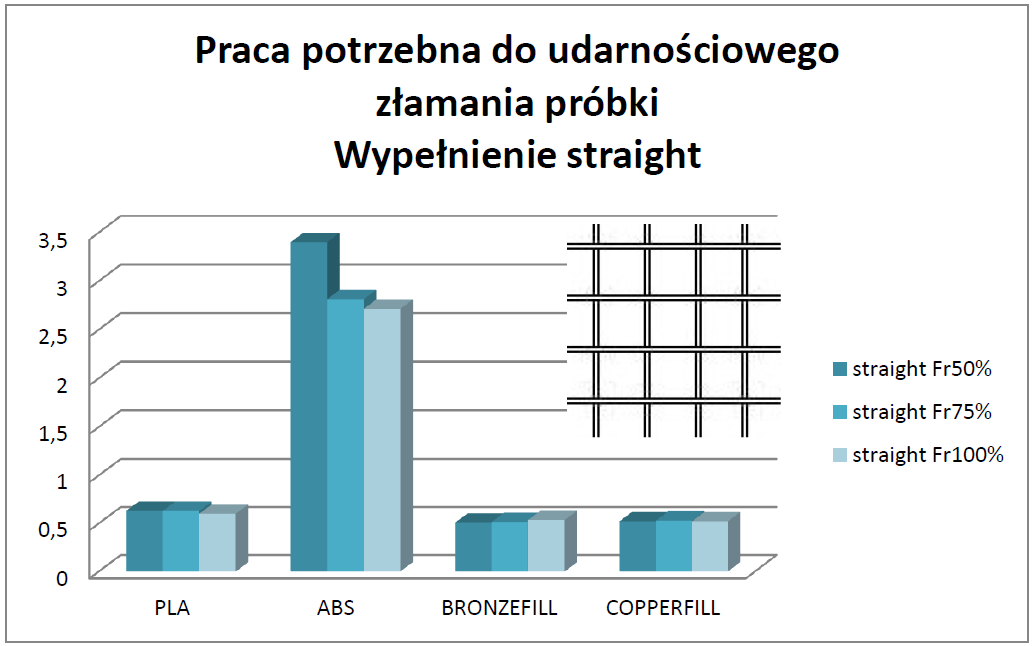
Zbiorczy wynik próby udarności dla prostej geometrii wypełnienia:
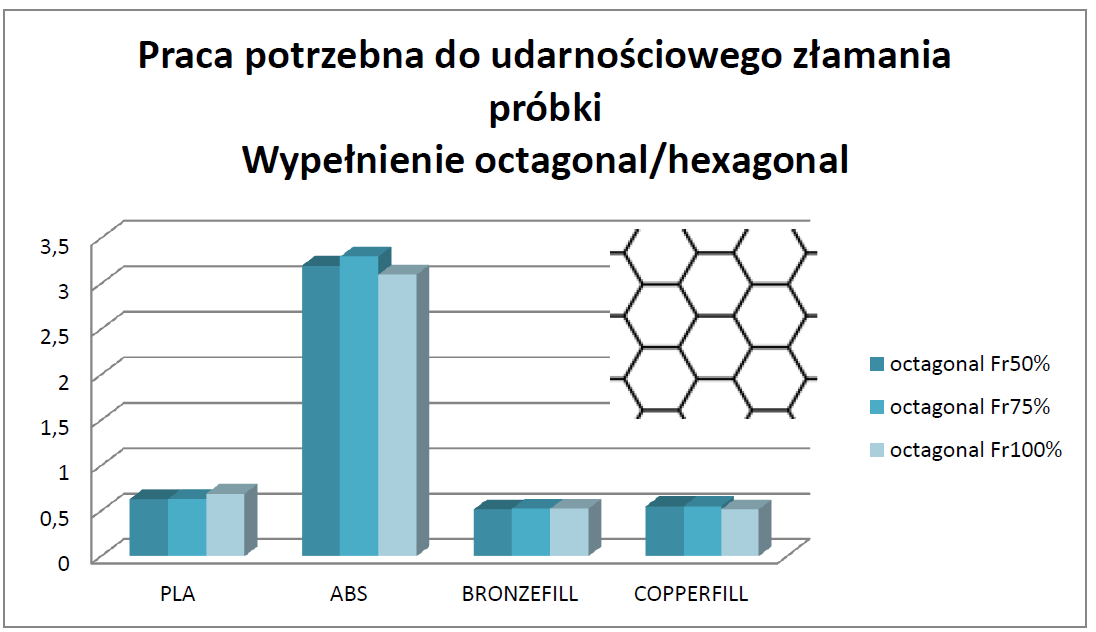
Zbiorczy wynik próby udarności dla oktagonalnej/hexagonalnej geometrii wypełnienia:
Zbiorczy wynik próby udarności dla pełnego wypełnienia:
Wnioski
Na podstawie analizy wyników badań przeprowadzonych na potrzeby omawianego opracowania wysnuto następujące wnioski:
- dokładność wykonanych próbek zależna jest od grubości pierwszej warstwy, ilości obrysów, kalibracji drukarki 3D, prędkości drukowania, specyfikacji urządzenia,
- najlepszą jakość oraz dokładność uzyskano przy prędkości druku 60 mm/s,
- optymalne parametry druku uzyskano przy prędkości 90 mm/s i oktagonalnej geometrii wypełnienia,
- pełne wypełnienie pozwala uzyskać dwukrotnie wyższą wytrzymałość,
- właściwości wytrzymałościowe maleją wraz ze wzrostem prędkości druku,
- największą wytrzymałość na rozciąganie przejawia PLA,
- największą odpornością na pękanie przy obciążeniu dynamicznym charakteryzuje się ABS,
- bronzeFill oraz copperFill cechują się niższymi właściwościami wytrzymałościowymi.
Podsumowanie
Z powyższa analiza pokazuje, że nie ma idealnego materiału, który byłby uniwersalny i nadawał się do wszystkich zastosowań. Zdecydowanymi liderami są ABS oraz PLA. Słabsze właściwości wytrzymałościowe badanych materiałów kompozytowych spowodowane są najprawdopodobniej poprzez zawarte w nich domieszki. Warto jednak mieć na uwadze, że doświadczenie przeprowadzane było w warunkach laboratoryjnych, więc gdyby dodać do nich chociażby podwyższoną temperaturę, to rezultaty mogłyby się diametralnie różnić.
Źródło: Całe opracowanie można przeczytać tutaj.

