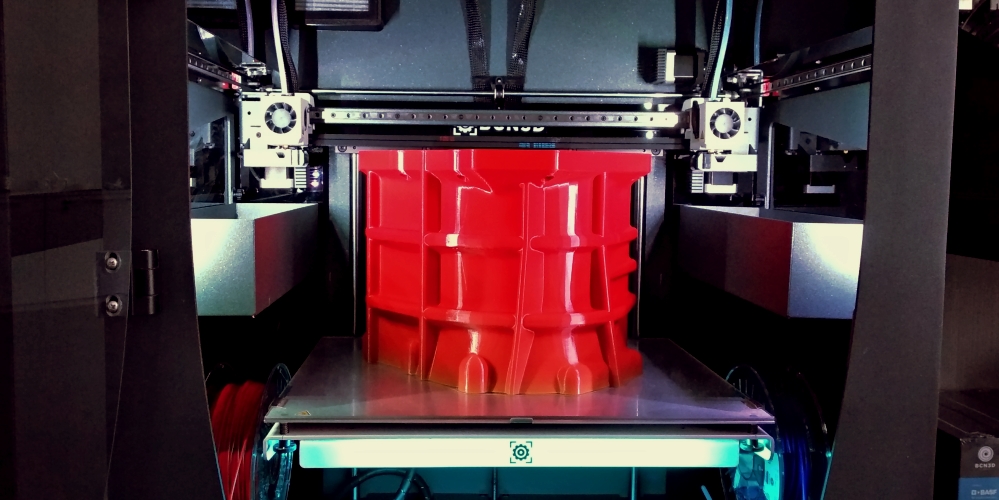
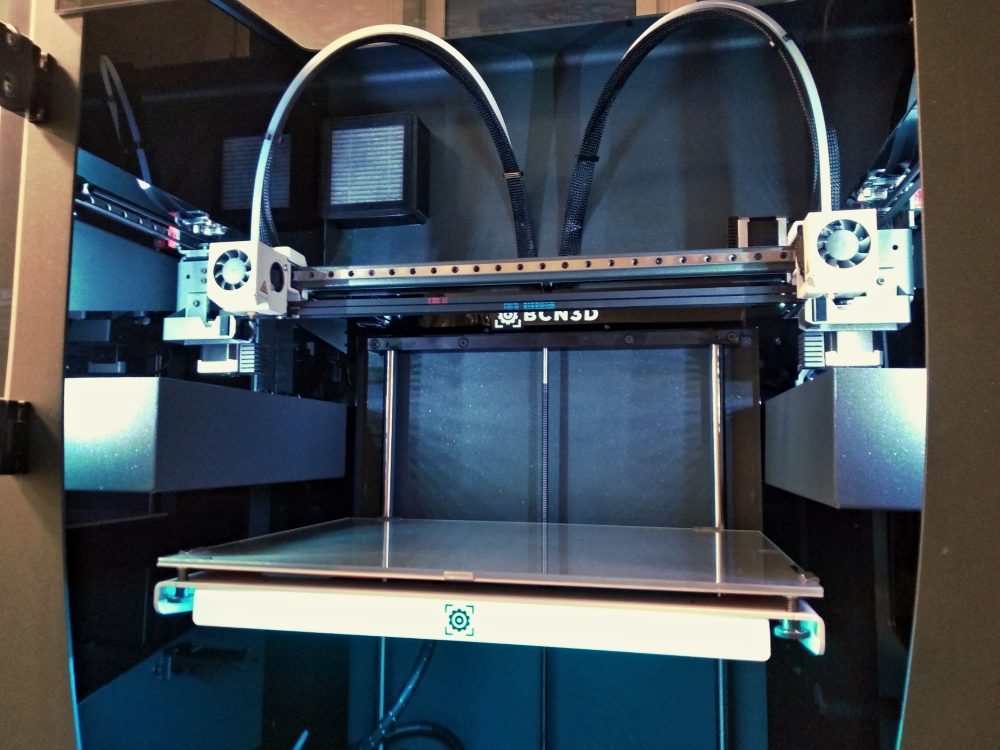
Od nieco ponad miesiąca dzięki uprzejmości firmy Global3D – oficjalnego dystrybutora BCN3D Technologies w Polsce, mamy przyjemność pracować z najnowszą i największą drukarką 3D hiszpańskiego producenta – Epsilon. Posiada ona duży obszar roboczy na poziomie 42 x 30 x 40 cm oraz zamkniętą (choć nie podgrzewaną) komorę roboczą, wyposażoną w filtry HEPA i węglowy. W lutym opisywaliśmy unboxing i pierwsze uruchomienie urządzenia, jednakże nie napisaliśmy nic na temat naszych wrażeń z pracy. Dziś to nadrabiamy – w niniejszym artykule znajdziecie relację z drukowania 3D na Epsilonie oraz galerię zrealizowanych do tej pory wydruków.
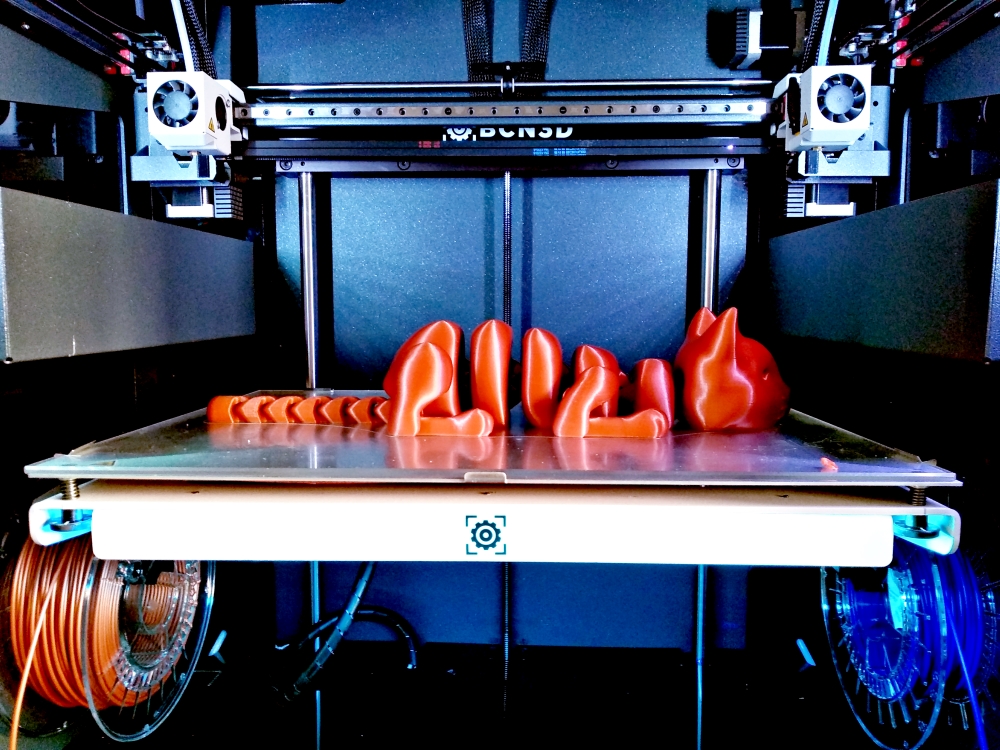
Jak każdy z trzech dostępnych w ofercie BCN3D modeli drukarek 3D, Epsilon jest wyposażony w system dwóch niezależnych głowic drukujących IDEX. Pozwala on z jednej strony na druk 3D detale z dwóch materiałów (budulcowego i podporowego lub dwóch budulcowych o różnych kolorach), a z drugiej dzielić stół roboczy na pół i drukować dwa komplety tych samych detali (po jednym komplecie na głowicę). W takim trybie pracy, przy powierzchni stołu roboczego na poziomie 40 x 30 cm daje nam to moc przerobową dwóch standardowych drukarek 3D.
Do obsługi i przygotowywania modeli do druku 3D wykorzystywana jest CURA w wersji dostosowanej do urządzeń BCN3D. W przeciwieństwie do mniejszych modeli – Sigma i Sigmax, Epsilon został wyposażony w komunikację zdalną. Służy do tego BCN3D Cloud – szczerze mówiąc po pierwszym uruchomieniu usługi już więcej do niej nie wracałem… Postaram się to jednak nadrobić i opisać w kolejnych artykułach.
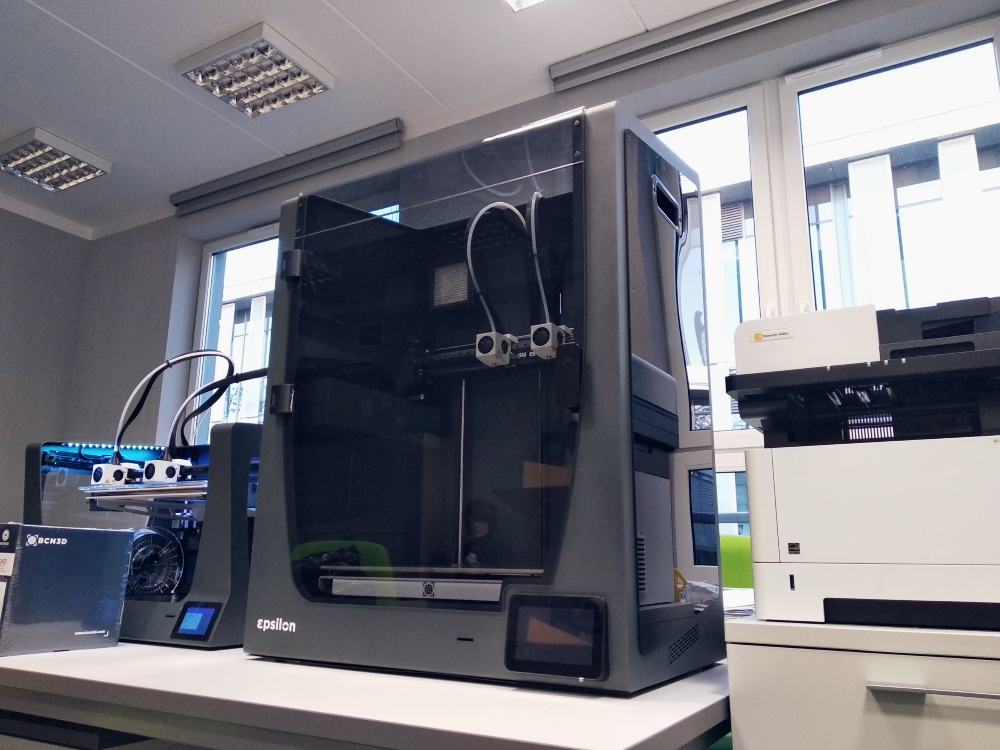
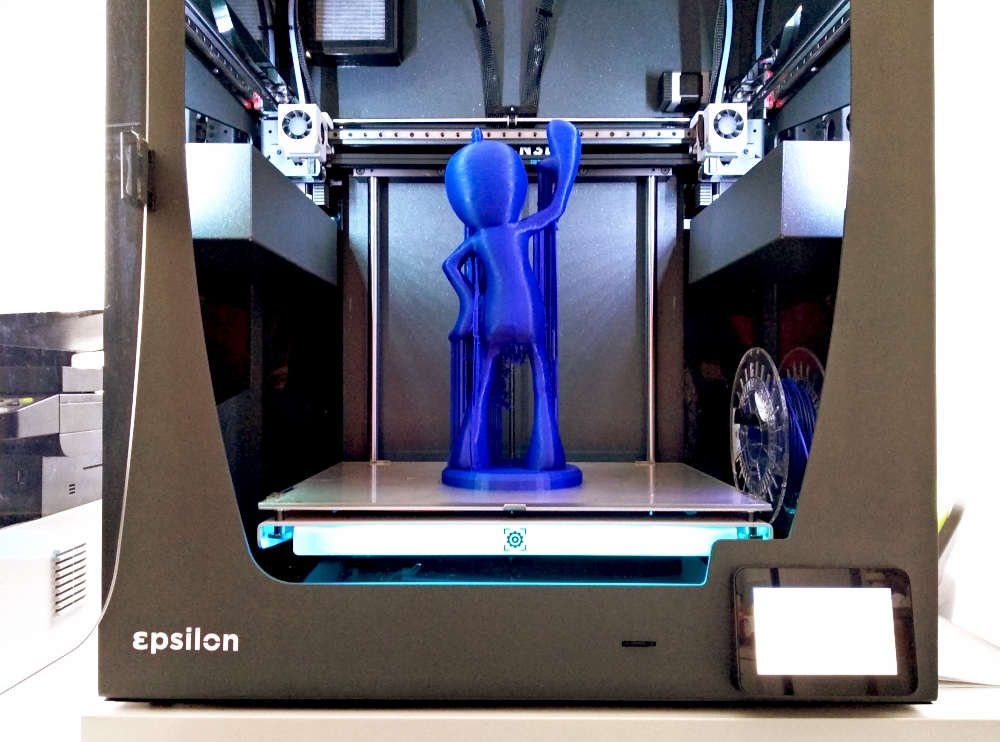
Tak jak zostało to przedstawione w poprzednim artykule prezentującym unboxing – Epsilon to naprawdę duża i zarazem zjawiskowa pod względem designu maszyna. Jest bardzo estetycznie zaprojektowana i wykonana oraz fantastycznie prezentuje się w otoczeniu biurowym. Niestety jest też dość głośna… I nie chodzi tu bynajmniej o sam proces drukowania 3D, tylko wbudowany z tyłu obudowy wentylator przepuszczający opary drukowanego materiału przez filtry węglowy i HEPA. Gdy postawimy drukarkę 3D gdzieś w rogu pokoju, nie powinno to nikomu w niczym przeszkadzać, ale instalacja jej na, lub tuż przy czyimś biurku może skończyć się głośnym protestem i groźbą natychmiastowego opuszczenia stanowiska pracy.

Praca z drukarką 3D nie przedstawia większych problemów lub wyzwań. Gdy przeprowadzimy na początku kalibrację stołu roboczego i głowic drukujących, nie trzeba będzie jej zbyt szybko powtarzać (my od półtora miesiąca tego nie robiliśmy).
Do tej pory znakomitą większość wydruków przeprowadziliśmy z materiału PLA produkcji Mitsubishi Chemical, który został dostarczony wraz z drukarką 3D oraz Spectrum Filaments. Przeprowadziliśmy też pojedyncze testy z ABS i ASA – po prostu drukują się…
Garść ciekawostek i uwag
Jak na razie w oprogramowaniu CURA jedynym dostępnym profilem dla Epsilon jest wersja z domyślną warstwą 0,2 mm. Testowaliśmy wariant z warstwą 0,3 mm, ale rezultaty nie były tak zadowalające jak przy ustawieniach domyślnych. Z pewnością trzeba trochę bardziej pogrzebać w ustawieniach zaawansowanych (czytaj: zmienić coś więcej niż samą wysokość warstwy…), a nie mieliśmy póki co konieczności lub potrzeby wydrukować coś na wyższej warstwie (jesteśmy też trochę leniwi i wolimy poczekać na oficjalny update producenta).
Gdy drukarka 3D drukuje musi mieć zamknięte drzwi do komory roboczej (dość oczywiste). Gdy w trakcie pracy drzwi zostaną uchylone / otwarte, drukarka 3D się pauzuje. Jest to niestety czasami kłopotliwe, gdyż chcąc coś poprawić lub zmienić (np. przy dużych wydrukach obejmujących całą powierzchnię stołu podnieść odrobinę którąś krawędź aby poprawić przyczepność warstwy do stołu) przerywamy de facto wydruk. Można go wznowić, ale doświadczeni drukarze 3D wiedzą o czym piszę – czasem warto coś delikatnie wyregulować podczas pracy urządzenia – niestety w Epsilonie nie jest to takie proste.
Podobno istnieje techniczna możliwość tymczasowego wyłączenia automatycznej pauzy, jednakże nie jest ona dostępna w wersji klienckiej firmware’u.
Początkowo występował jeszcze inny problem – gdy uruchamialiśmy wydruk 3D przy otwartych jeszcze drzwiach do komory, druk 3D się nie uruchamiał (stół roboczy się nie nagrzewał). Po niedawnej dużej aktualizacji firmware problem został rozwiązany – teraz drukarka 3D wzywa nas do zamknięcia drzwi aby móc rozpocząć drukowanie 3D.
Na koniec ostatnia uwaga – na przedzie stołu roboczego znajdują się dwa aluminiowe zaczepy przytrzymujące szkło. Koniecznie zwracajcie uwagę czy są zamknięte na stole – my raz nie zwróciliśmy na to uwagi i jeden z zaczepów zahaczył o pojemnik na resztki filamentu. Nic się nie stało – silnik krokowy chwilę boksował, ale ślad pozostał…
I to wszystkie rzeczy jakie nam się przytrafiły podczas półtora miesiąca pracy z urządzeniem. Poza tym działa niezawodnie realizując z powodzeniem wydruki 3D trwające po 3-4 dni.
Pisząc artykuł jesteśmy w samym środku akcji drukowania 3D przyłbic dla służb medycznych walczących z pandemią COVID-19 i BCN3D Epsilon odgrywa w niej kluczową rolę (dzięki trybowi kopii jest w stanie wydrukować w bardzo dobrej jakości 8 kompletów na dobę). Gdy to skończymy przystąpimy do testów materiałów klasy inżynieryjnej – ABS, ASA, PA6, PETG oraz ich kompozyty (domieszkowane włóknem węglowym i szklanym).
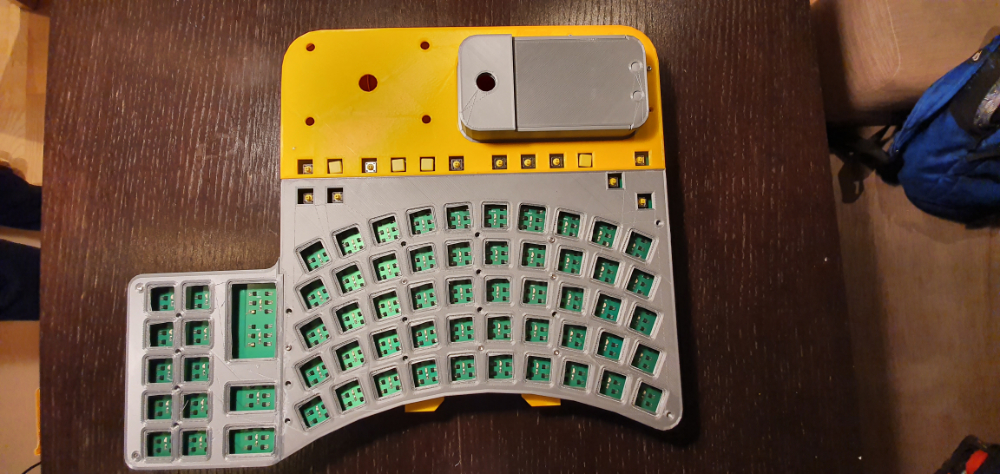
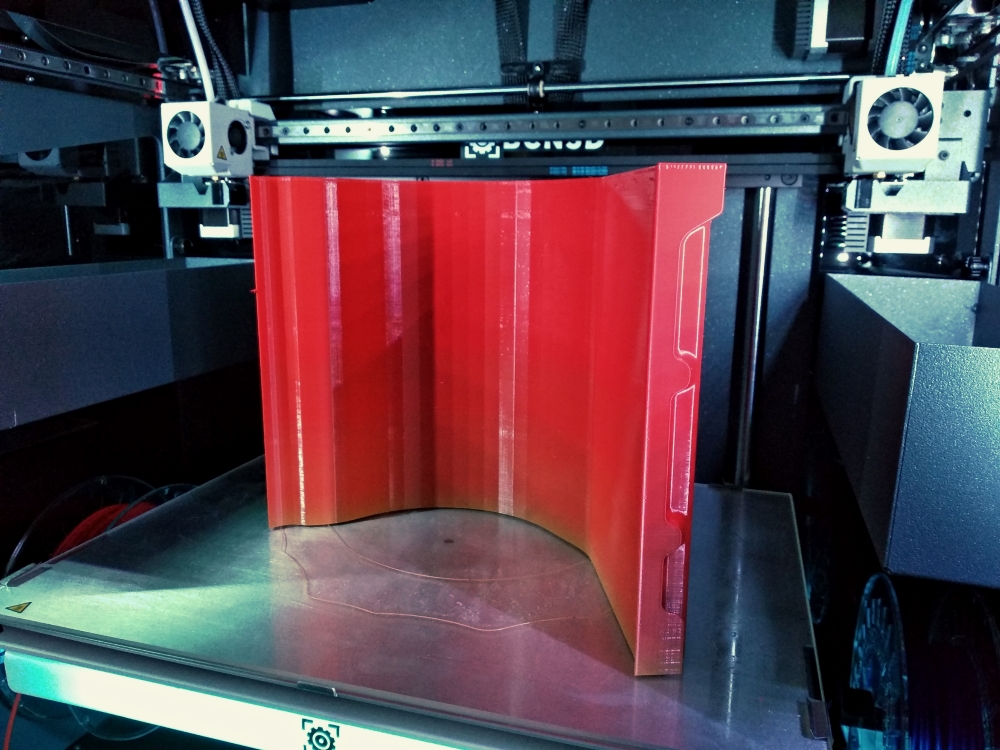
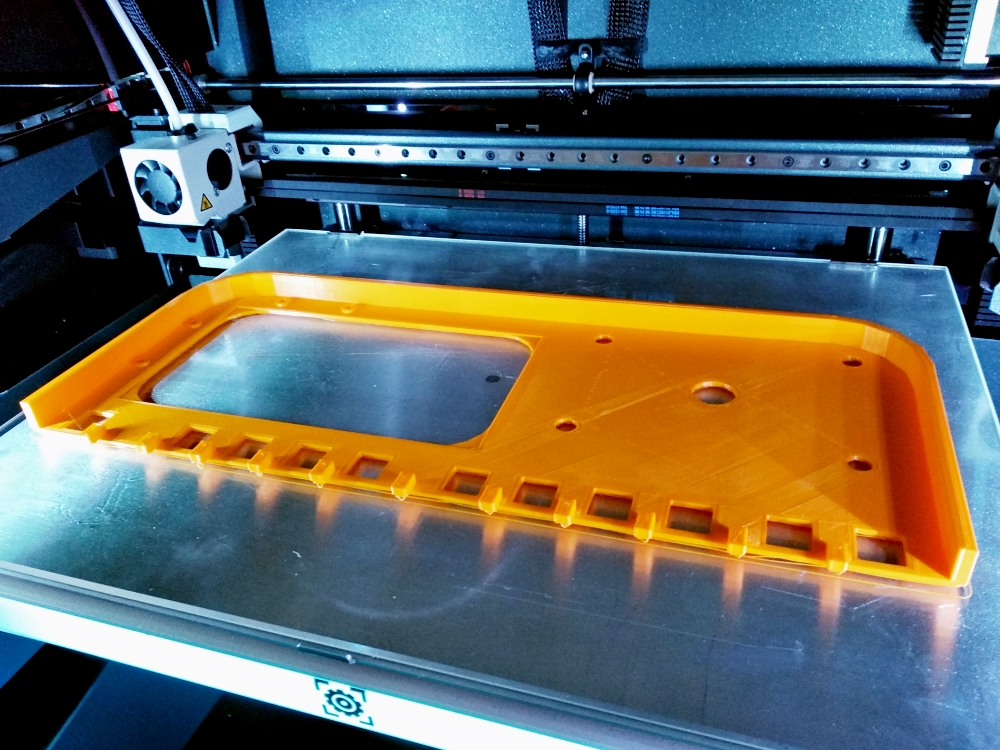
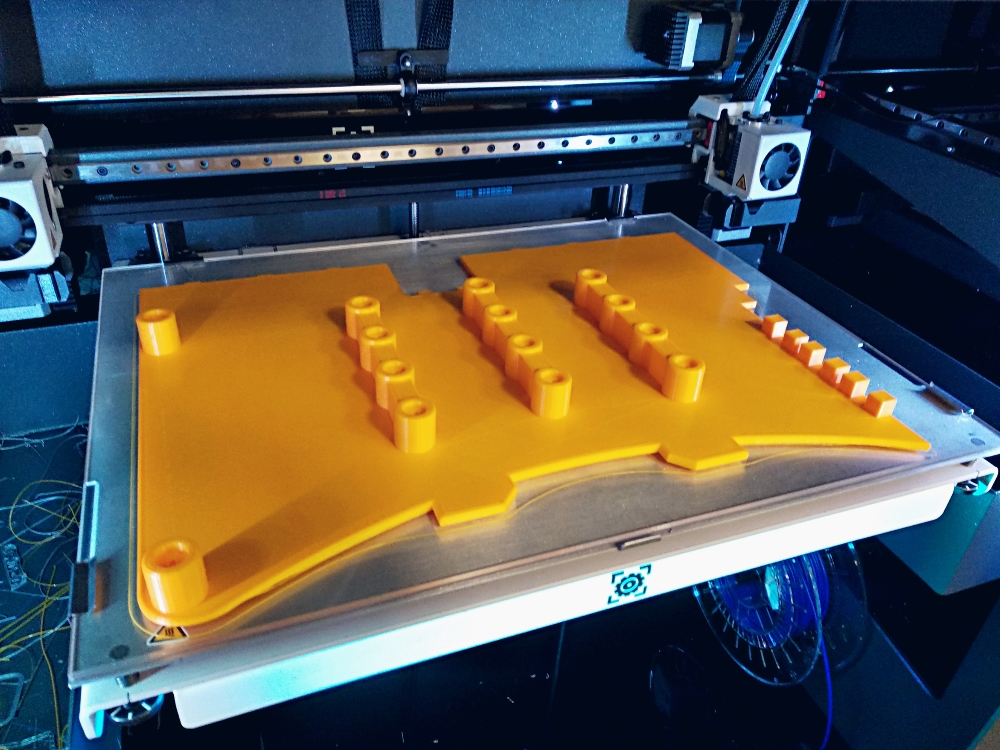
Obudowa do specjalnego komunikatora dla osoby niepełnosprawnej
BCN3D Epsilon i Sigmax były zaangażowane także w pewien specjalny projekt, o którym być może kiedyś napiszemy… Grupa wolontariuszy pod przewodnictwem Ernesta Kruszewskiego, realizuje od kilku lat wyjątkowy projekt specjalnego komunikatora dla pewnej bardzo chorej i niepełnosprawnej osoby, która mimo swoich problemów zdrowotnych walczy z przeciwnościami losu. Wykonaliśmy komplet elementów do prototypowej obudowy – to co prezentujemy na zdjęciach to wczesny draft – docelowo elementy będą spójne kolorystycznie. Niemniej jednak była to świetna okazja aby wykorzystać pełnie możliwości jakie dają Epsioln i Sigmax.