
Producenci desktopowych drukarek 3D starając się sprostać wymaganiom stawianym przez klientów przemysłowych, od pewnego czasu koncentrują swoje działania w obszarze materiałów eksploatacyjnych, dostosowując swoje urządzenia do pracy z wymagającymi tworzywami sztucznymi o charakterze inżynieryjnym. Równie ważną sprawą jest także otwartość ekosystemu i umożliwienie użytkownikowi swobodnej pracy z szeroką gamą filamentów, które niekoniecznie muszą być produkowane i dostarczane przez producenta drukarki 3D.
BCN3D – hiszpański producent drukarek 3D z serii Sigma oraz Epsilon, doskonale rozumie te oczekiwania. Na urządzeniach firmy można korzystać zarówno z bardzo szerokiego spektrum filamentów, to bez problemu można tworzyć własne profile dla nawet najbardziej nietypowych materiałów. Przykładem może być np. opisywany w zeszłym roku innowacyjny filament ceramiczny opracowany przez polskiego producenta – Spectrum Filaments, który był testowany właśnie na urządzeniach BCN3D. My zanim dojdziemy do testów tak specjalistycznych tworzyw zaczniemy od bardziej powszechnych i popularnych – ABS i nylonu.
Drukarka 3D została nam udostępniona do testów przez Global 3D – autoryzowanego dystrybutora urządzeń BCN3D w Polsce. Do tej pory opisywaliśmy już jej unboxing i pierwsze uruchomienie oraz prezentowaliśmy dwa tutoriale opisujące kalibrację stołu roboczego względem niezależnych głowic drukujących, drukowanie 3D w trybie kopii i odbicia lustrzanego oraz pracę z oprogramowaniem CURA, dostosowanym stricte do urządzeń hiszpańskiego producenta. Dziś opiszemy efekty pracy z materiałami inżynieryjnymi.
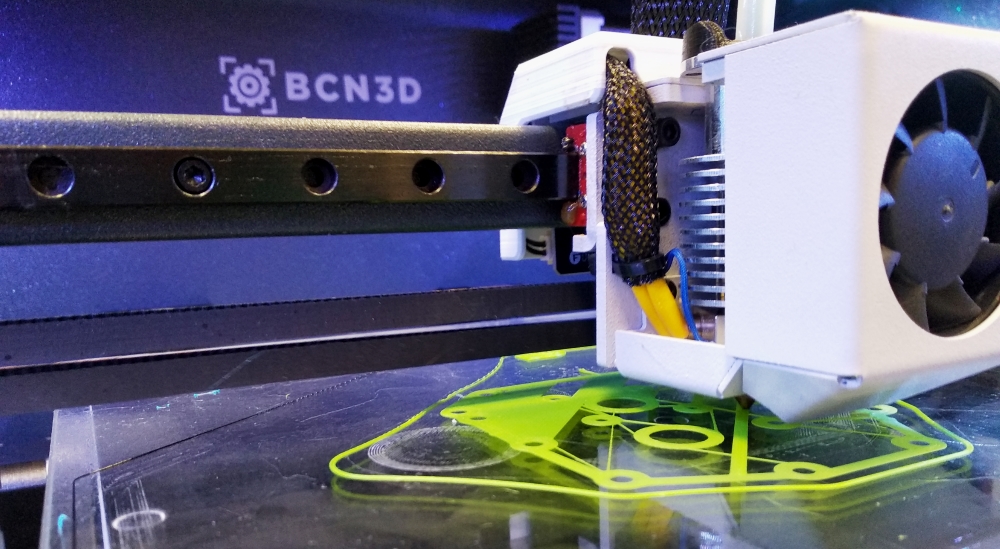
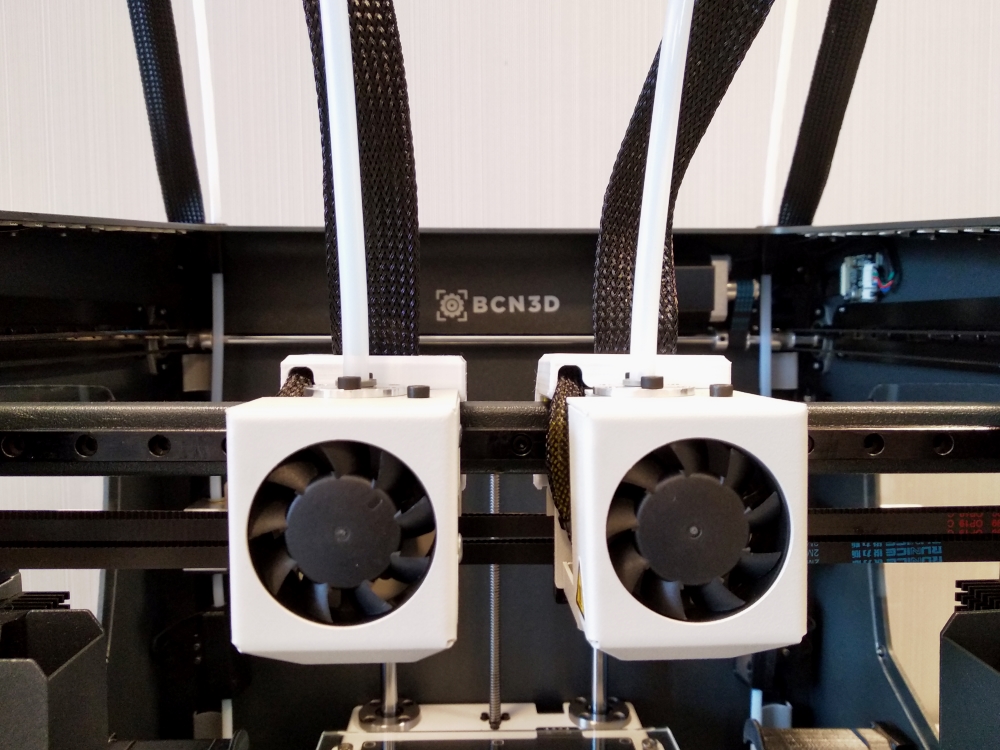
Drukarka 3D korzysta z filamentów o średnicy 2,85 mm – jest to spowodowane faktem, że korzysta z ekstruderów typu bowden, które są zainstalowane na obudowie urządzenia. Głowice drukujące są niezależne – pracują w opisywanym wielokrotnie, autorskim systemie IDEX. Sposób zakładania filamentów został dokładnie opisany w jednym z poprzednich artykułów cyklu – na wyświetlaczu drukarki 3D musimy po prostu wybrać gatunek filamentu jaki zamierzamy do niej załadować. Temperatura głowicy zostanie automatycznie dopasowana do gatunku (245°C dla ABS i 255°C dla nylonu).
Do testów użyliśmy trzech filamentów holenderskiego Ultimakera: zielony i biały ABS oraz czarny nylon. Tego typu filamenty charakteryzują się domyślnie wyższym skurczem niż w przypadku PLA, dlatego producent rekomenduje stosowanie dedykowanych osłon na górę i front urządzenia.

My postanowiliśmy spróbować przetestować filamenty bez osłony, wychodząc z założenia, że jeśli uda nam się osiągnąć coś pozytywnego, tym bardziej uda się to z dodatkową osłoną termiczną.
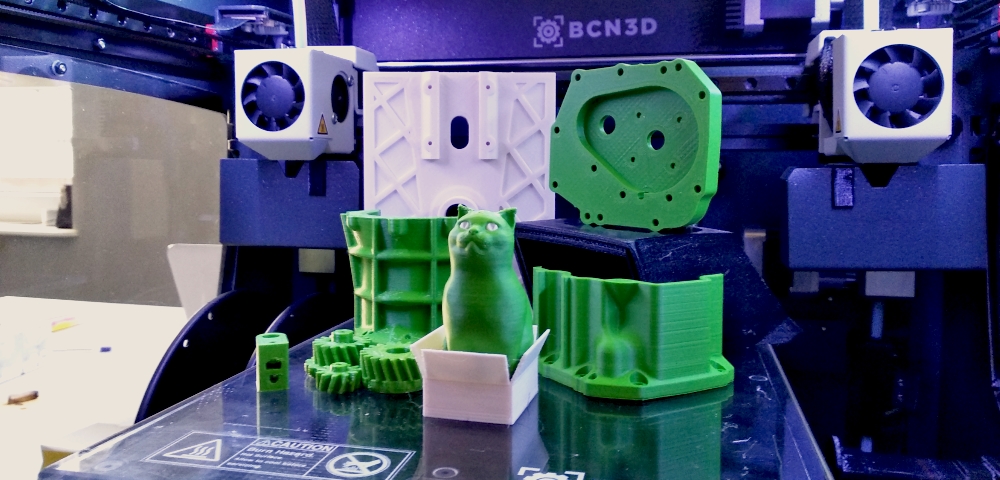
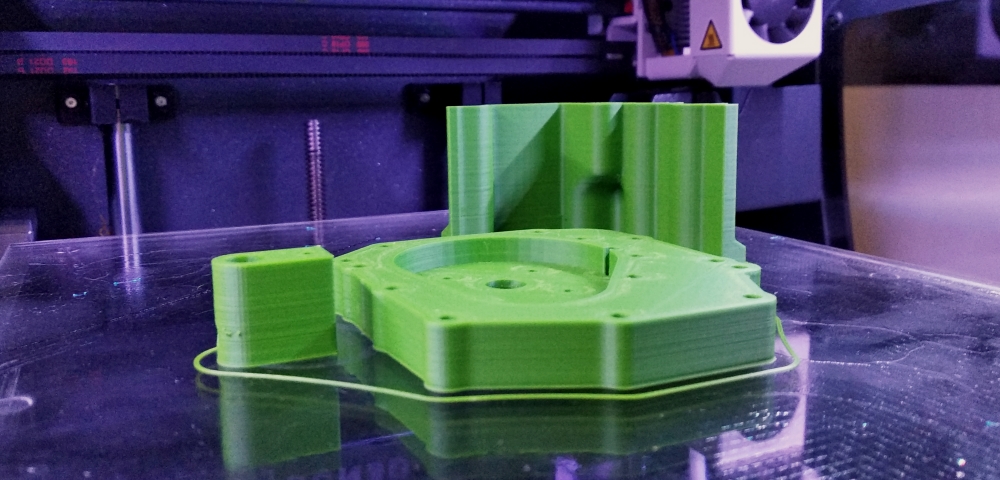
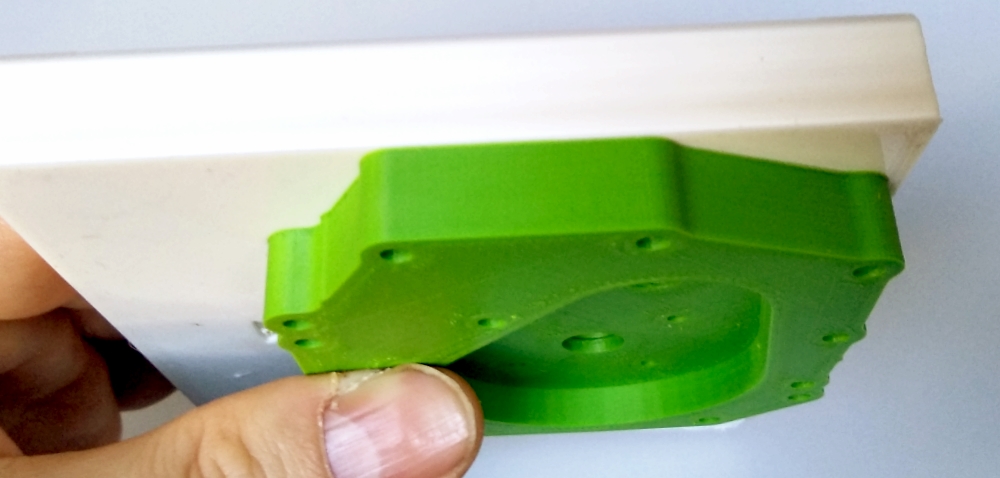
Na początku wydrukowaliśmy kilka detali wchodzących w skład projektu 5-biegowej skrzyni biegów do silnika Toyoty 22RE. Użyliśmy zielonego ABS na następujących ustawieniach:
- temperatura głowicy: 245°C
- temperatura stołu: 95°C (stół pokryty klejem NeedIT)
- tryb pracy: draft
- wysokość warstwy: 0,3 mm
- wypełnienie: 40%
- struktury podporowe domyślne.
Projekt został przygotowany na oprogramowaniu CURA w dedykowanej wersji dla BCN3D.
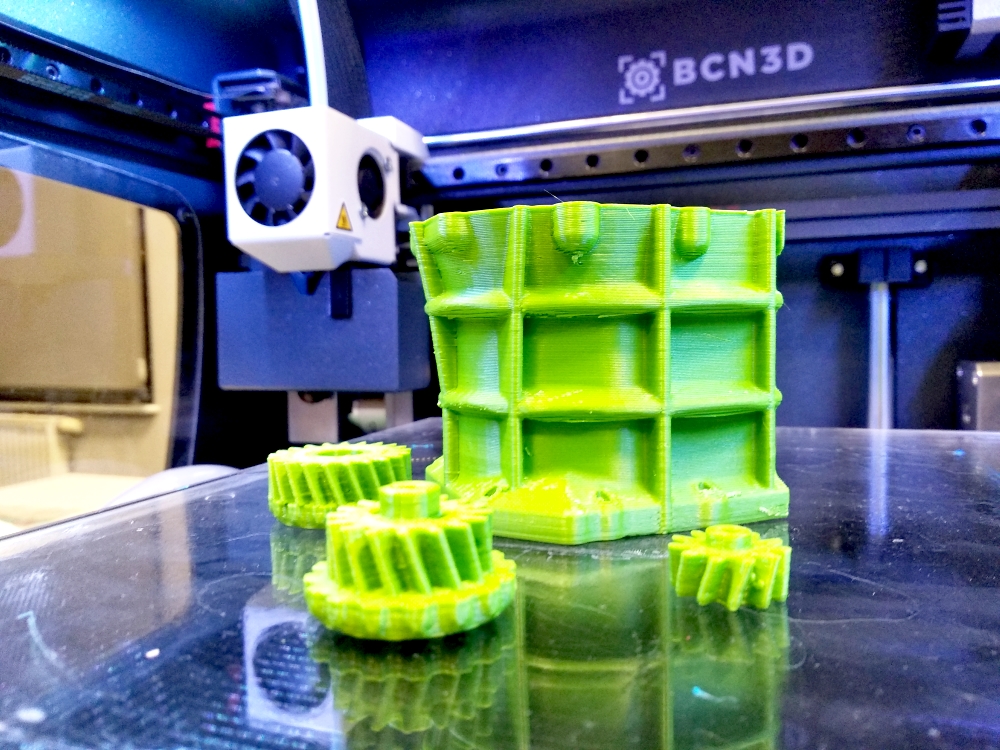
Wydruki wyszły bez najmniejszego problemu, chociaż tryb draft i warstwa 0,3 mm wykluczyły wysoką estetykę samych detali.
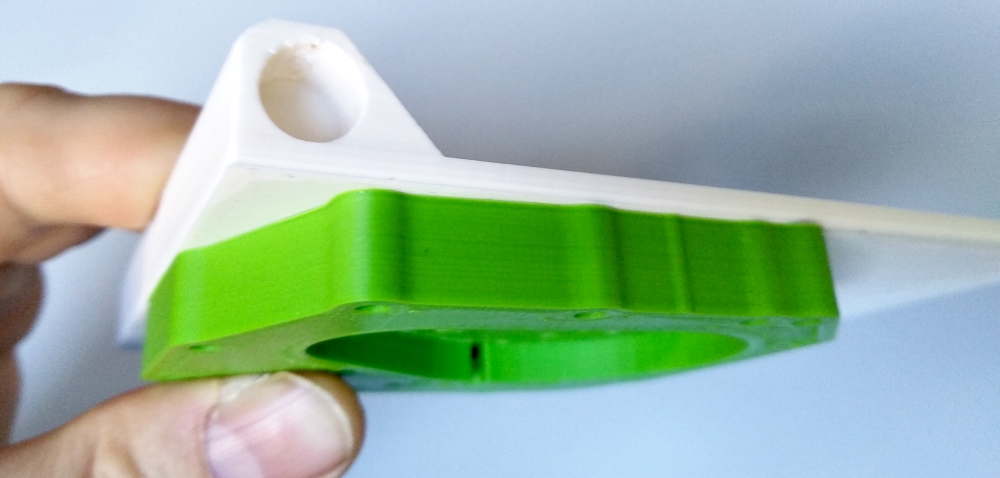
Dwa kolejne elementy z tego samego zestawu modeli 3D zostały wykonane już w najwyższym trybie pracy: fine, na warstwie 0,1 mm. Różnica w jakości była oczywiście od razu widoczna.
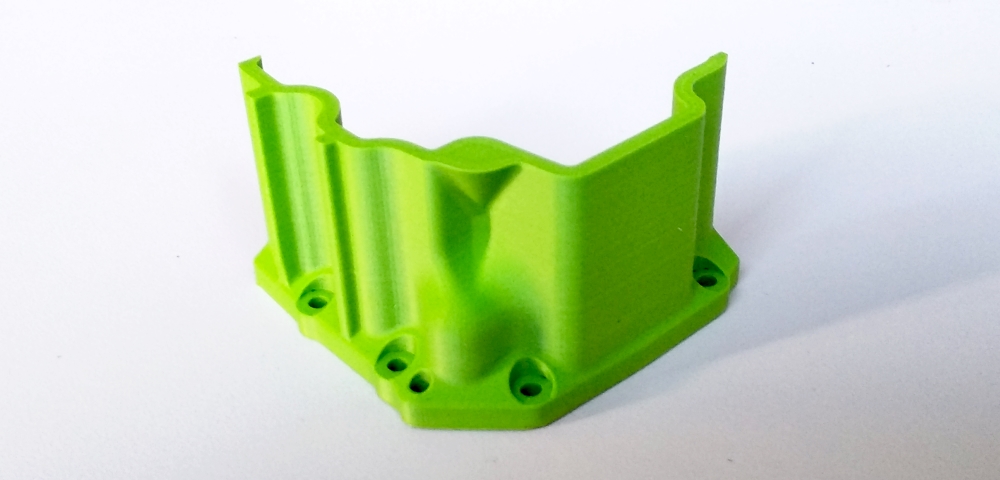
Jednakże to co było najważniejsze to absolutny brak jakichkolwiek problemów ze skurczem materiału – odkształceń lub pęknięć na jego powierzchni.
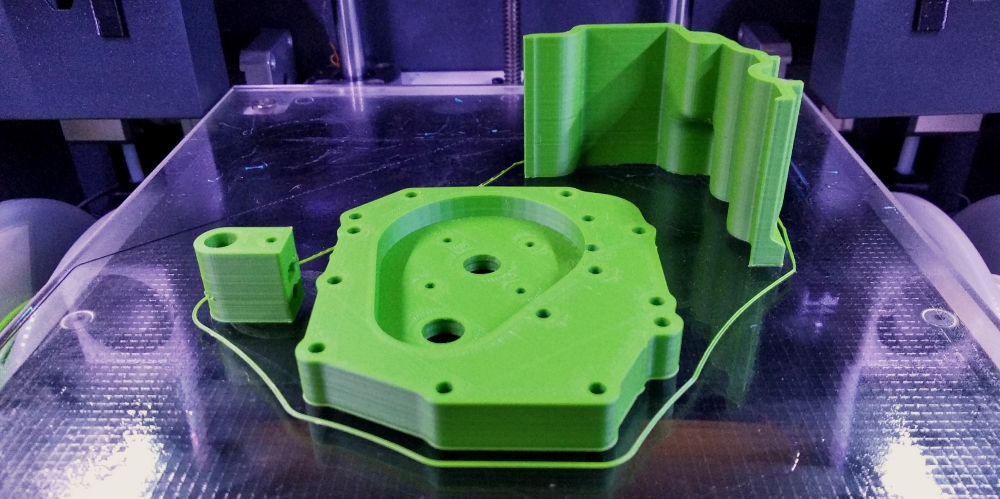
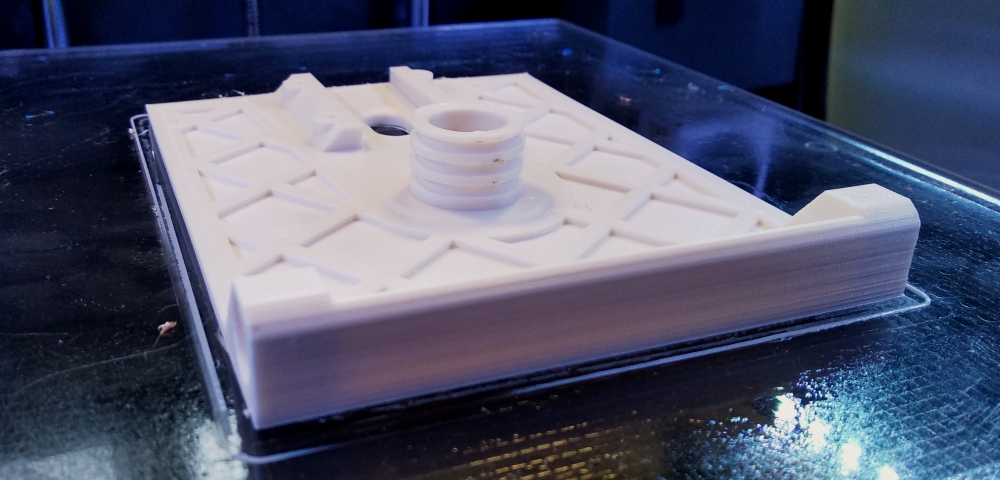
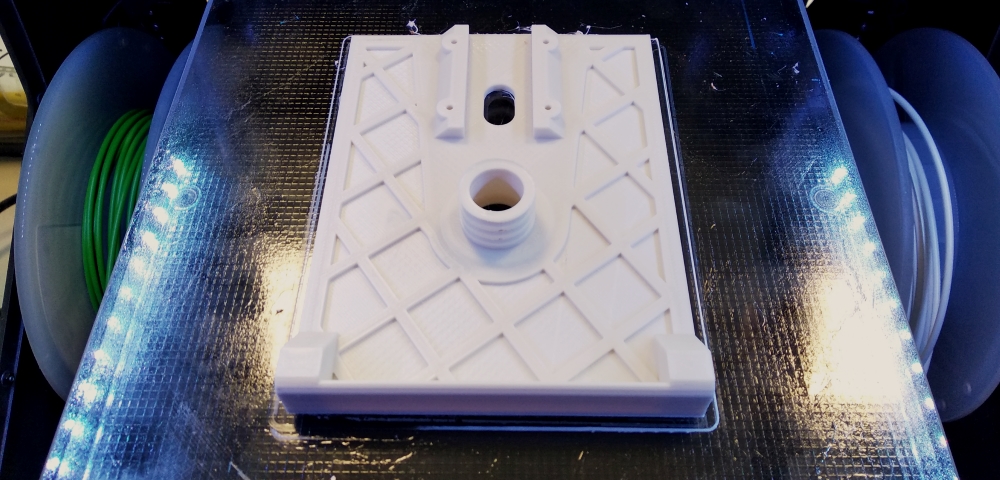
Kolejny detal wydrukowany z białego ABS to drzwi do modelu sejfu. Wydruk został zrealizowany na tych samych ustawieniach co dwa powyższe modele, ale z użyciem drugiej głowicy drukującej. Efekty były tak samo dobre – brak skurczu i odkształceń mimo niesprzyjającej ku temu geometrii (duża i płaska powierzchnia).
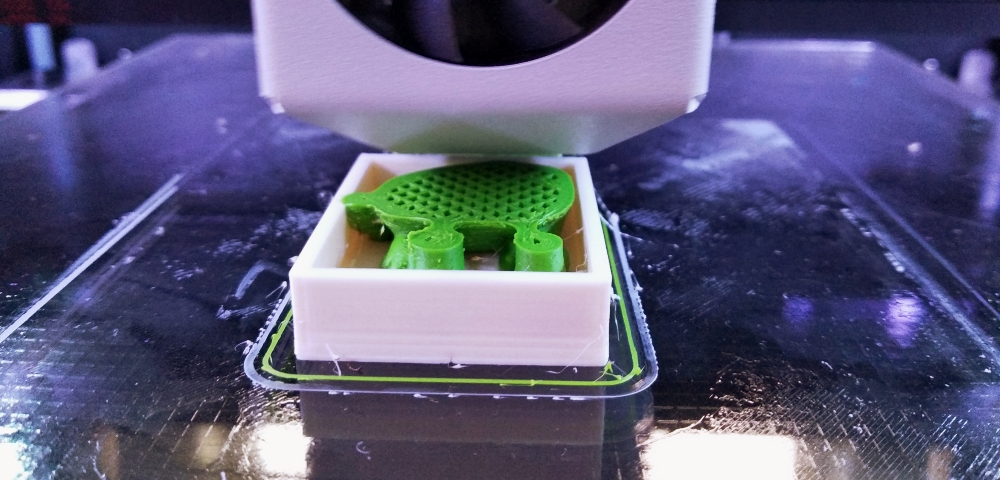
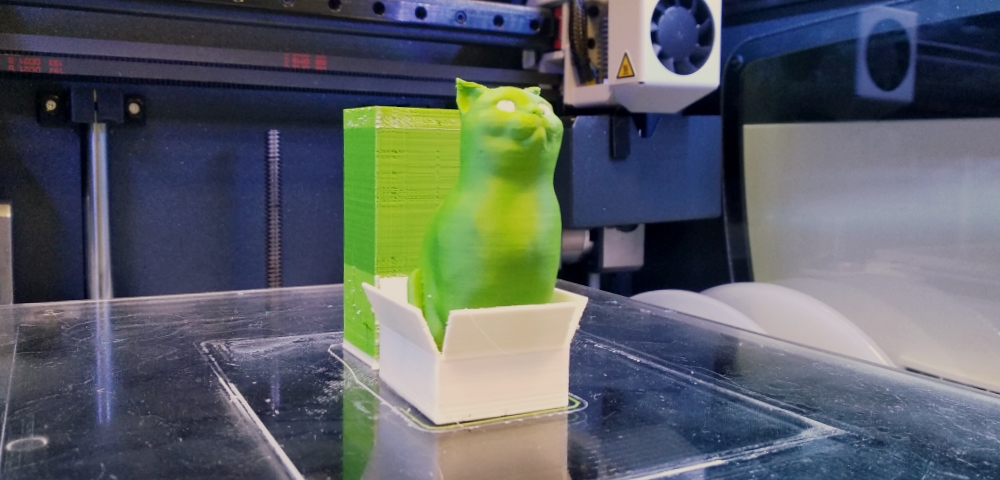
Na koniec wykorzystałem resztki filamentu, aby wydrukować tego oto kota (wg autorki projektu to słynny Kot Shredingera) korzystając z opcji dwukolorowego druku 3D z użyciem funkcji IDEX. Wydruk wyszedł doskonale.
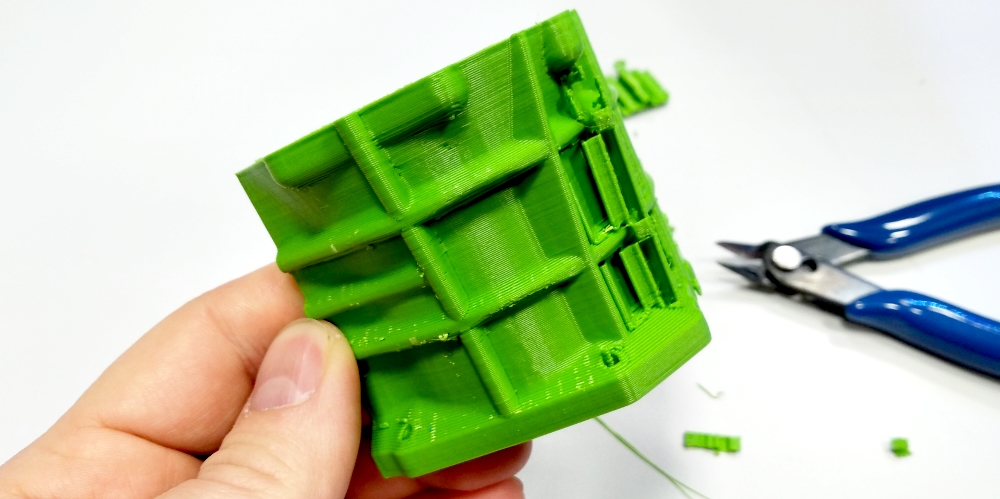
Uznają że testy z ABS wyszły poprawnie, przystąpiliśmy do druku 3D z nylonu. Tutaj niestety napotkaliśmy na dwa problemy… Pierwszy był taki, że nie wzięliśmy sobie w ogóle do serca sugestii z mojego niedawnego artykułu na temat przygotowywania do pracy filamentów charakteryzujących się wysoką higroskopijnością – czyli np. nylonu. Materiał który przeleżał w szafce blisko dwa lata został po prostu założony na drukarkę 3D co spowodowało niestety problemy z jego prawidłowym płynięciem. Pierwsze wydruki testowe po prostu nie wyszły i zostały przerwane w trakcie pracy…
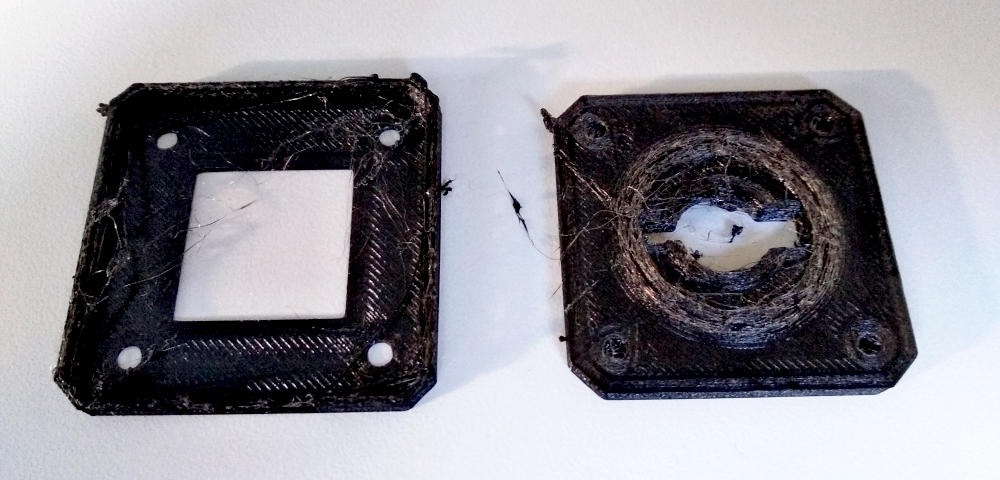
Drugi problem dotyczył już samego skurczu. Kolejny detal obudowy odkształcił się w podstawie i uznaliśmy, że dalsze testy tego filamentu będą miały sens dopiero z komorą (i po wysuszeniu filamentu). Nie zmienia to jednak faktu, że np. powierzchnia samych ścianek wyszła doskonale.

Podsumowując, BCN3D Sigma R19 doskonale sprawdza się zarówno w pracy z PLA jak i ABS – tym samym możemy przyjąć, że poradzi sobie również z PETG czy HIPS (spróbujemy to sprawdzić w testach kolejnych drukarek 3D producenta). Jeśli chodzi o nylon to wszystko wskazuje na to, że poprawne efekty uzyskamy dopiero po instalacji komory odseparowującej realizowane wydruki 3D od warunków zewnętrznych.


