Jedną z kluczowych cech hiszpańskich drukarek 3D BCN3D Sigma jest system dwóch niezależnych głowic drukujących o nazwie IDEX. Polega on na tym, że głowice są zainstalowane na odrębnych wózkach, poruszających się wspólnie w osiach Y i Z, i oddzielnie w osi X. Otwiera to przed użytkownikami wiele ciekawych możliwości, niedostępnych w innych desktopowych drukarkach 3D typu FDM / FFF: mogą drukować detale z dwóch różnych kolorów, mogą korzystać z materiału budulcowego i podporowego, rozpuszczalnego w wodzie, mogą też drukować dwa zestawy detali równocześnie, na podzielonym wzdłuż stole roboczym.
Od pewnego czasu mamy możliwość pracy na flagowym modelu BCN3D – Sigma R19, wyposażonym w stół roboczy w kształcie arkusza A4 (210 x 297 mm) i możliwości drukowania detali o maksymalnej wysokości 210 cm. Urządzenie zostało nam udostępnione przez Global 3D – autoryzowanego dystrybutora urządzeń BCN3D w Polsce. Tydzień temu prezentowaliśmy unboxing i pierwsze uruchomienie drukarki 3D – dziś przybliżymy Wam specyfikę przygotowania jej do pracy. Sigma R19 ma równie ciekawy co prosty system kalibracji stołu roboczego i głowic drukujących, co jest tym istotne, że są one całkowicie od siebie niezależne.
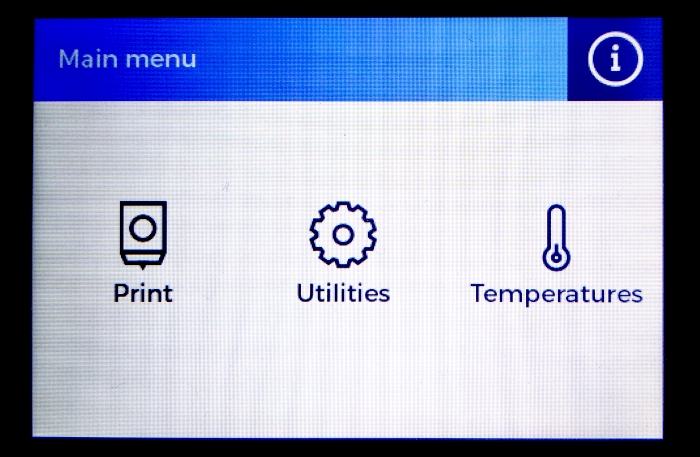
Do sterowania drukarką 3D służy kolorowy ekran dotykowy zlokalizowany w prawej-dolnej części urządzenia. Po uruchomieniu urządzenia, mamy do wyboru trzy opcje: wybranie modelu 3D na karcie SD i rozpoczęcie wydruku 3D, wejście w sekcję narzędzi oraz zarządzanie podgrzewaniem głowic lub stołu.
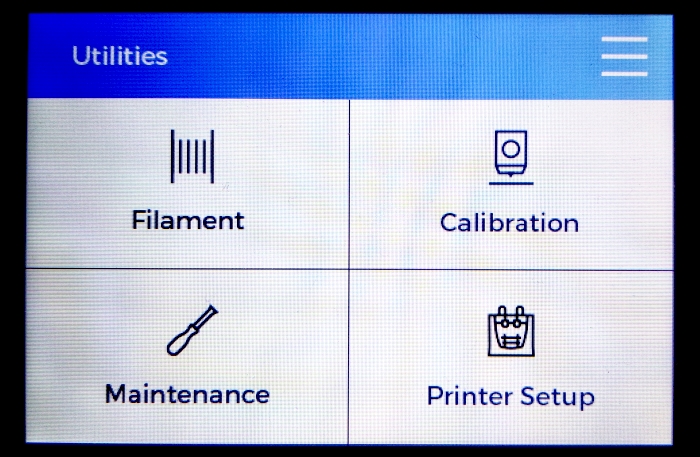
Dziś zajmiemy się drugą sekcją, czyli narzędziami. Po wybraniu sekcji pojawiają się cztery kolejne opcje: zmiana filamentu, kalibracja, konserwacja (np. prosta procedura do przeczyszczania głowic drukujących) i ustawienia drukarki 3D (np. wybór wersji językowej – niestety póki co nie ma polskiej).
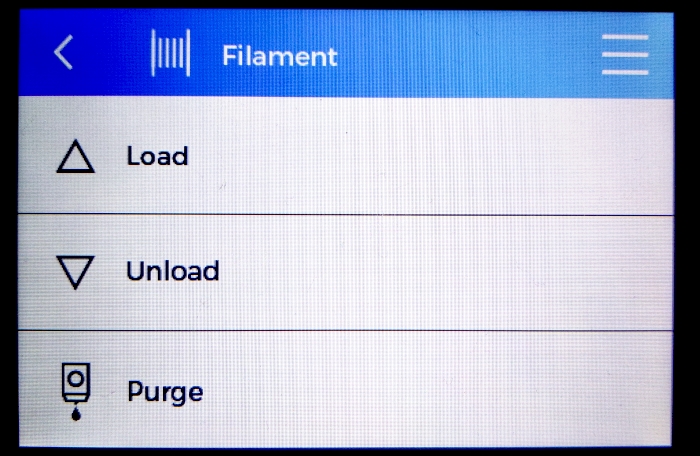
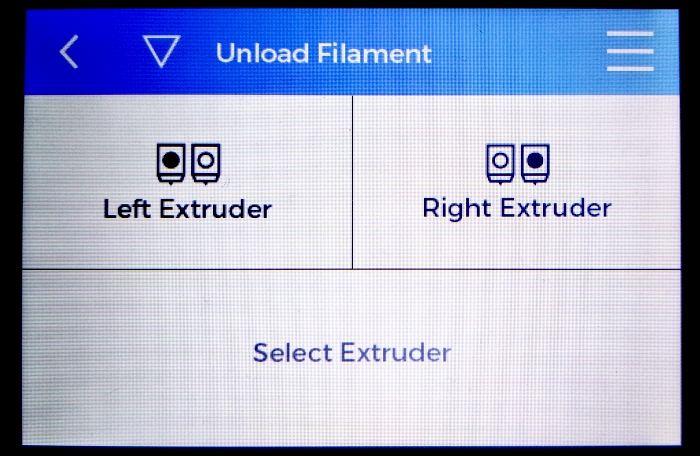
Zmiana filamentu jest bardzo prosta i opisana przeze mnie w poprzednim artykule. Najpierw wybieramy głowicę, w której będziemy wymieniać filament, a następnie jego gatunek. Możemy załadować różny typ materiału do każdej z głowic. Rozsądnym wyborem będzie np. instalacja materiału budulcowego w jednej (np. PLA, ABS) i materiału podporowego, rozpuszczalnego w wodzie w drugiej (np. PVA lub BVOH), ale jeśli ktoś chciałby poeksperymentować, mógłby teoretycznie drukować z nylonu i PETG lub jakiejkolwiek innej konfiguracji tego typu…?
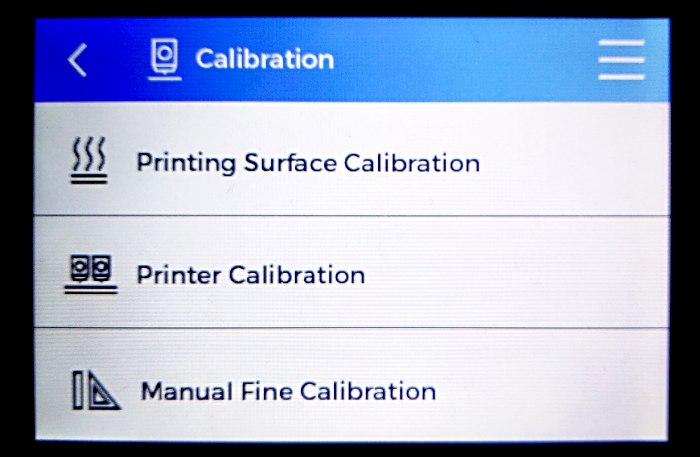
Po wyborze opcji KALIBRACJA, mamy do wyboru kolejne trzy opcje: poziomowanie stołu roboczego, kalibracja głowic drukujących oraz kalibracja ręczna. W niniejszym artykule skupimy się na dwóch pierwszych – najprostszych i najczęściej używanych przez użytkownika w pracy. Zaczynamy od stołu roboczego.
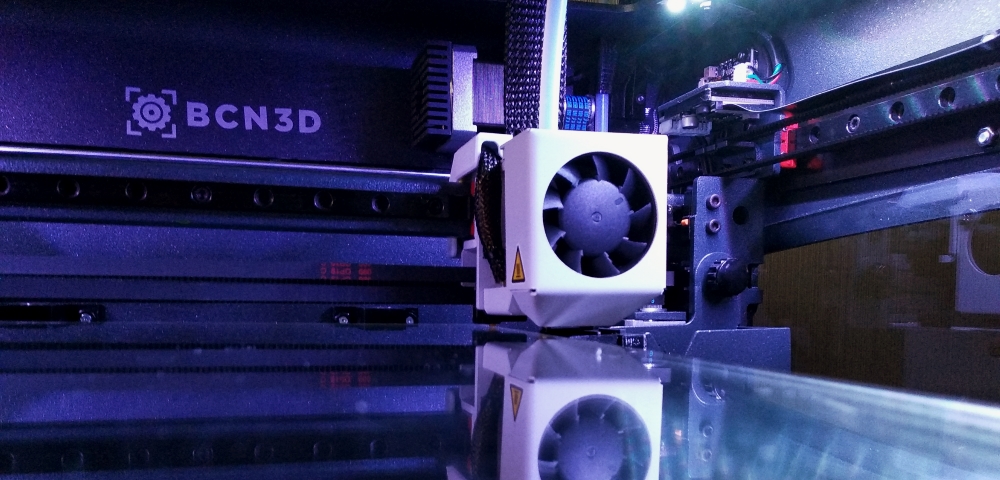
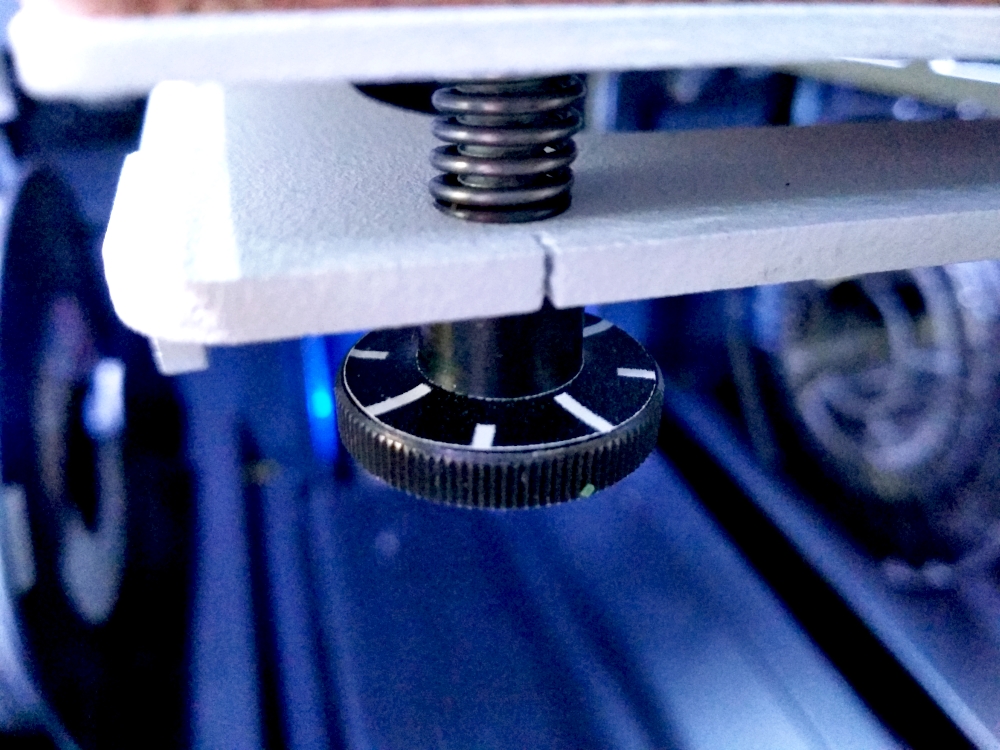
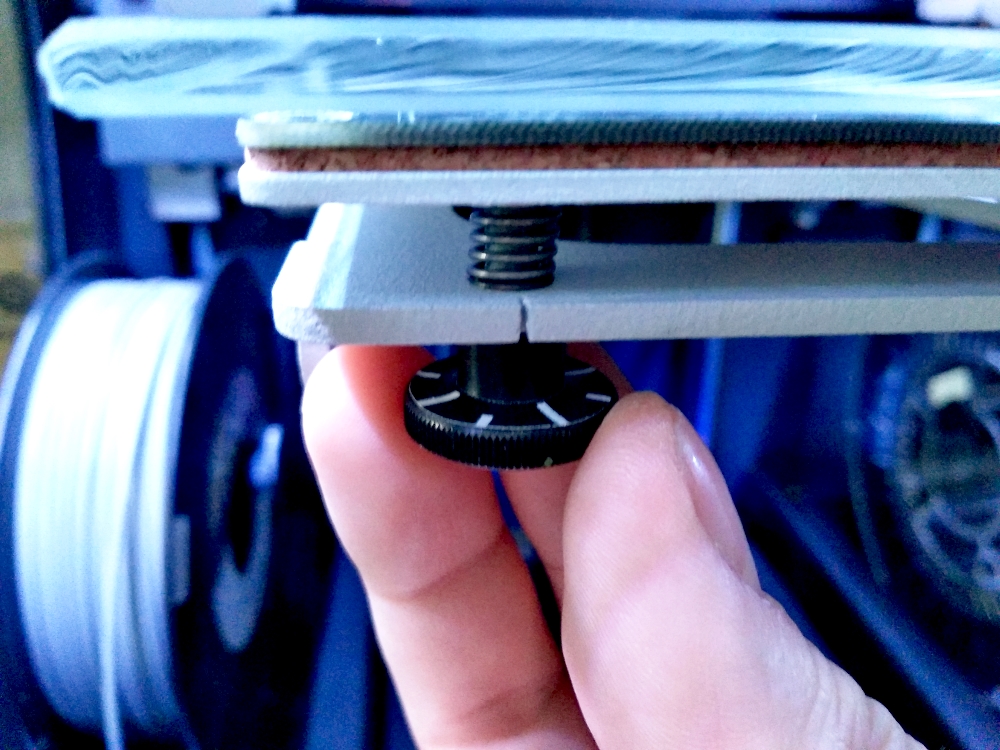
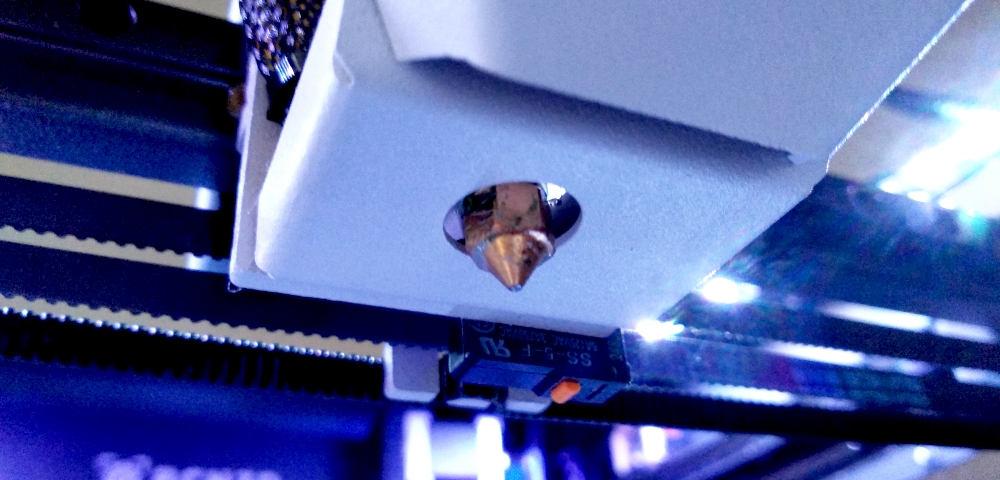
Po uruchomieniu tej opcji, drukarka 3D będzie sondować wysokość głowicy względem stołu za pomocą czujnika zainstalowanego na krawędzi obudowy wentylatora. Po zebraniu danych, na wyświetlaczu pojawi się informacja o ile należy przekręcić pokrętło pod stolikiem, żeby go podnieść lub opuścić?


Drukarka 3D sprawdza czy nasze regulacje przyniosły efekt? Jeśli tak – proces zostaje zakończony. Jeśli nie – otrzymujemy dalsze instrukcje do regulacji wysokości stołu.
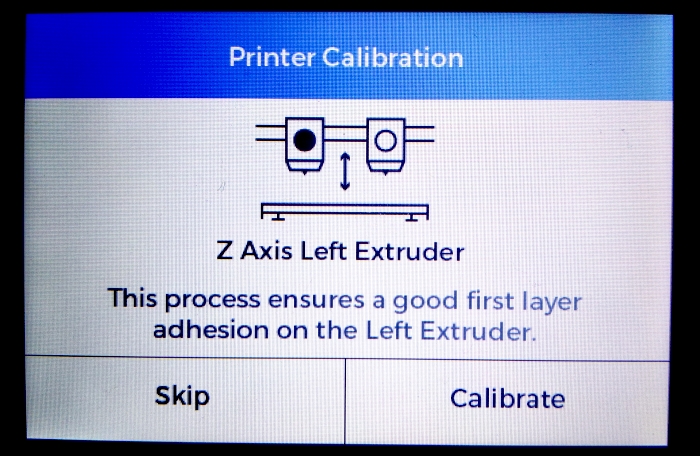
Kolejny etap to regulacja wysokości głowic względem stołu.
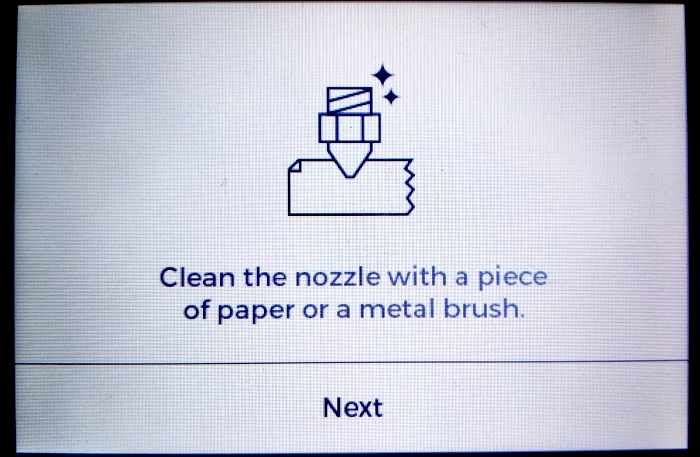
Drukarka 3D podgrzewa głowice i prosi o ich przeczyszczenie z resztek filamentu.
Później prosi o nałożenie cienkiej warstwy kleju Magigoo na stół, jaki jest dołączony do urządzenia. Ja póki co postanowiłem pracować z innym sprawdzonym środkiem adhezyjnym – NeedIT. Jest on w formie atomizera i charakteryzuje się wielką wydajnością (mimo że jego opakowanie jest dość niepozorne…).
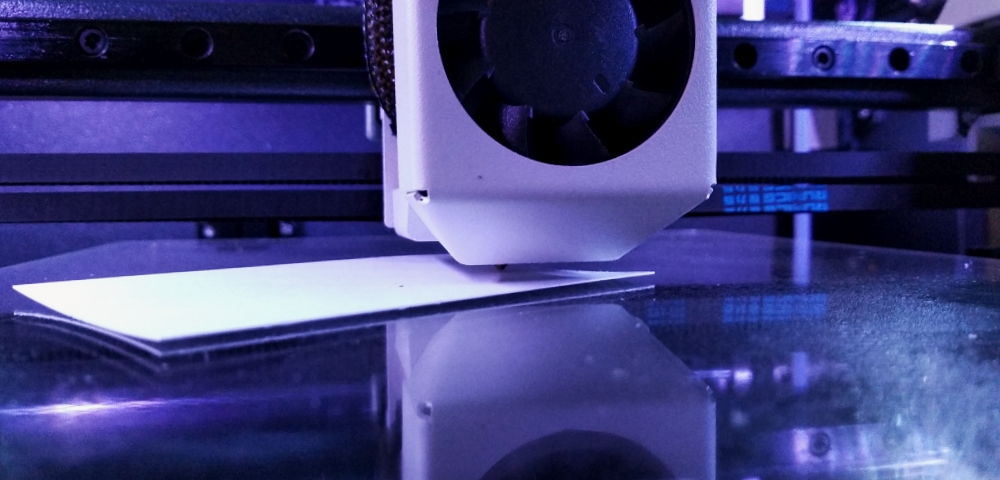
Gdy przejdziemy dalej, podnosimy stół do głowicy za pomocą dwóch strzałek wyświetlonych z lewej strony wyświetlacza (nie kręcimy pokrętłami pod stołem!!!). Pomiędzy głowicą drukującą a stołem należy wsunąć szczelinomierze, jaki otrzymujemy w komplecie. Ja w starym zwyczaju użyłem klasycznej wizytówki…
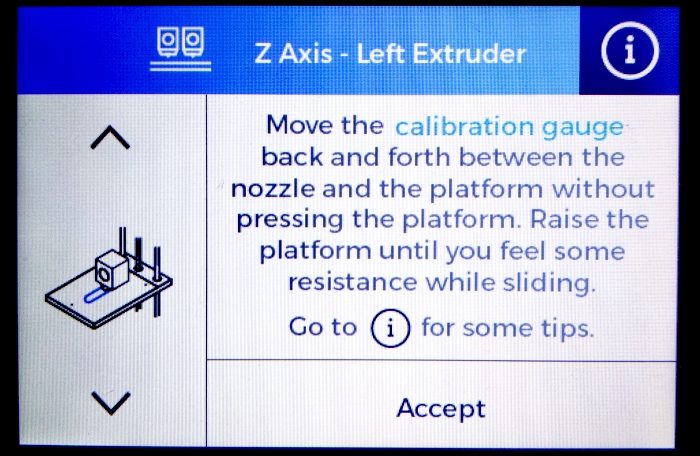
Głowica powinna być oddalona od stolika na wysokość ok. 0,1~0,15 mm. Gdy to osiągniemy, przeprowadzamy test.
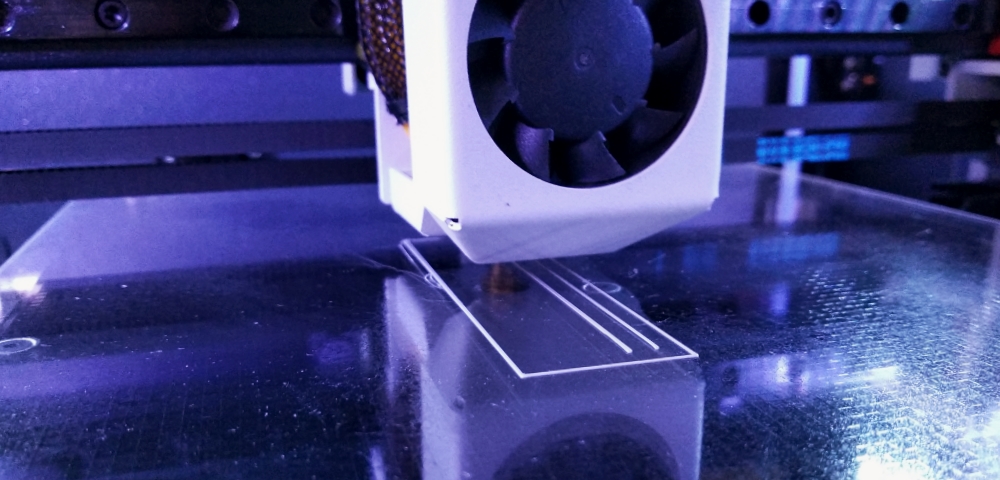
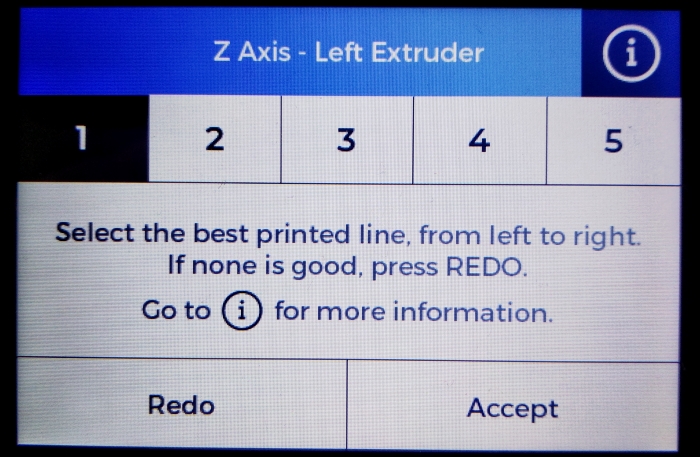
Drukarka 3D pyta nas, która z linii wydrukowała się najlepiej? Wybieramy i przechodzimy dalej…
Proces powtarzamy dla drugiej głowicy…
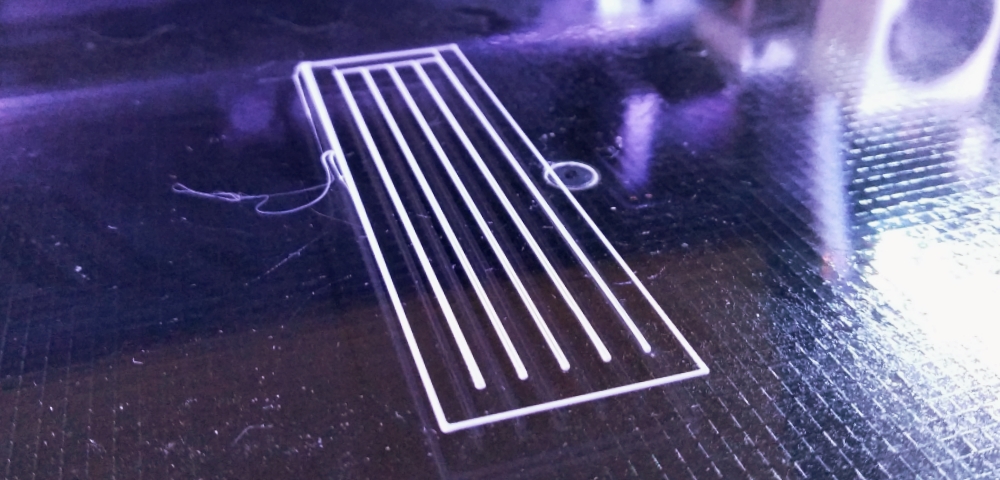
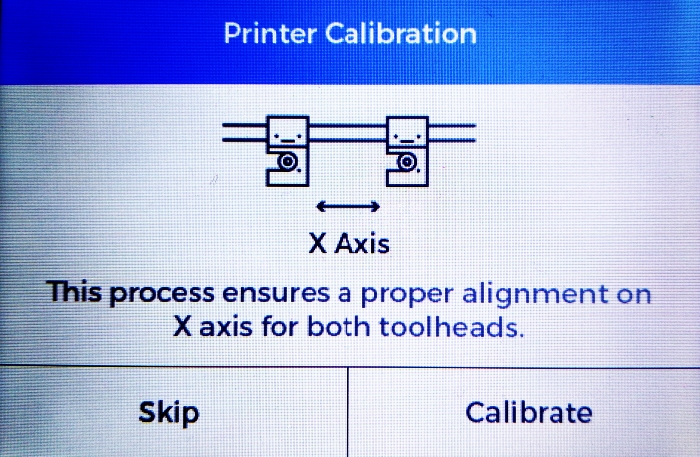
Kolejny etap jest niezwykle ważny – kalibrujemy głowice względem siebie. Jeżeli nie przeprowadzimy tego etapu prawidłowo, wydruki dwukolorowe lub wykorzystujące materiał podporowy wyjdą źle – głowice nie trafią nawzajem we właściwe miejsca na detalu…
Drukujemy kolejny test…
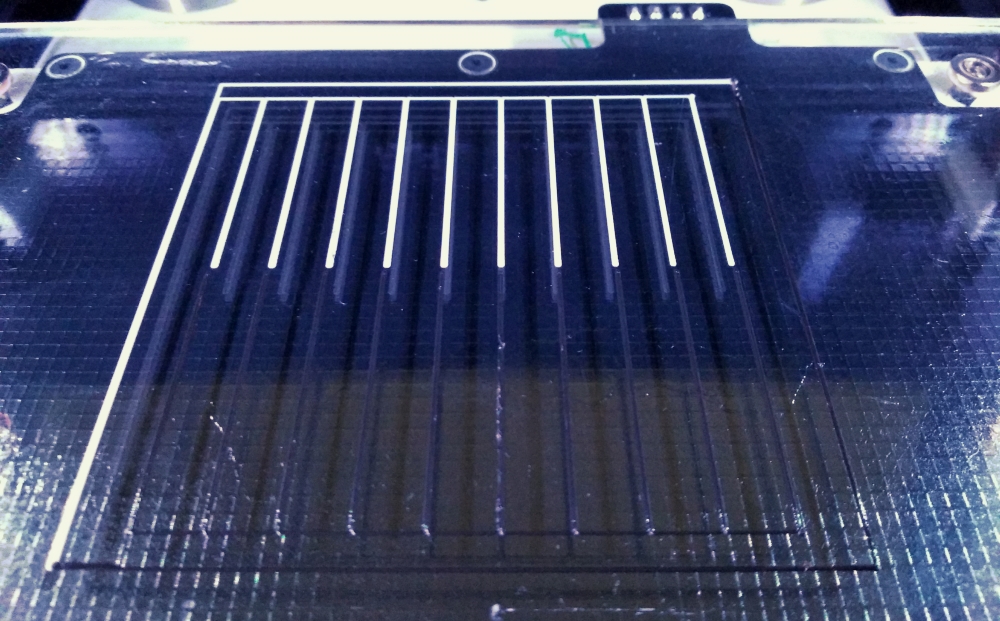
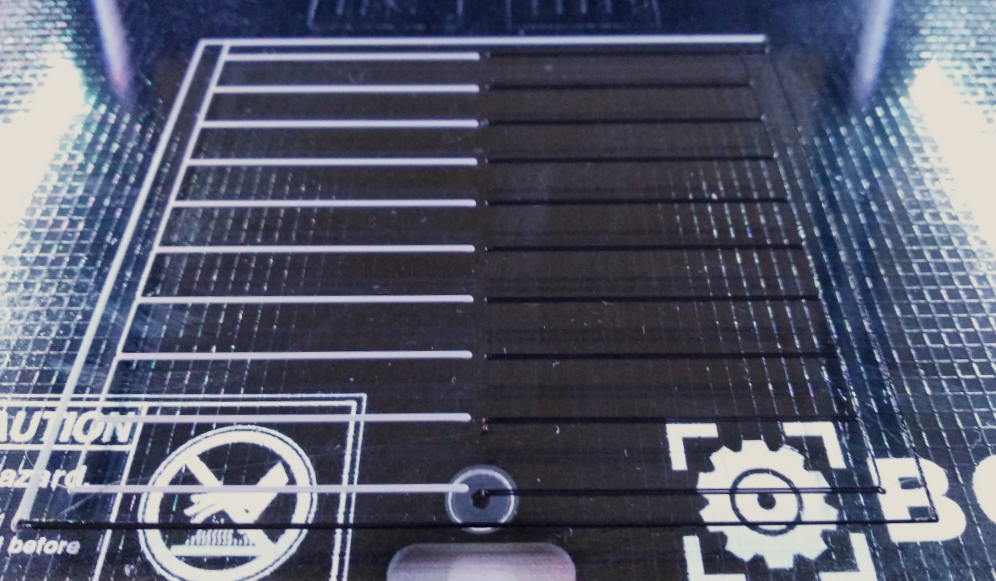
Sprawdzamy które pary linii wydrukowanych z obydwu głowic pasują do siebie najlepiej i wybieramy odpowiednią wartość w menu drukarki 3D. Moim zdaniem najlepiej wyszły pary 5, 6 i 7, więc wybrałem środkową z nich.
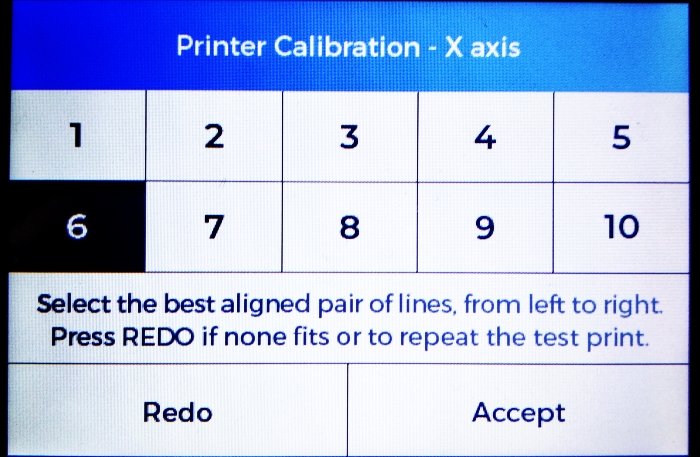
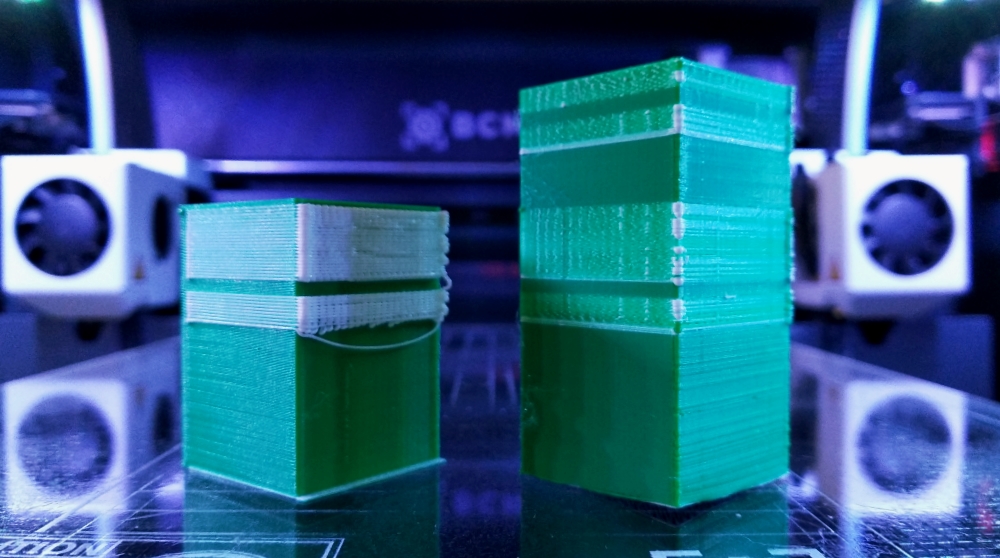
Jeżeli żadna z linii nie jest ze sobą sparowana musimy powtarzać procedurę do skutku. Najpierw wybieramy najlepiej zbliżoną do siebie parę linii i powtarzamy proces. W końcu (za drugim – trzecim razem) udaje się osiągnąć efekt jak na zdjęciu powyżej. Jeśli nie – może nam wyjść coś takiego…
Ostatni etap kalibracji to pozycjonowanie głowic względem osi Y.
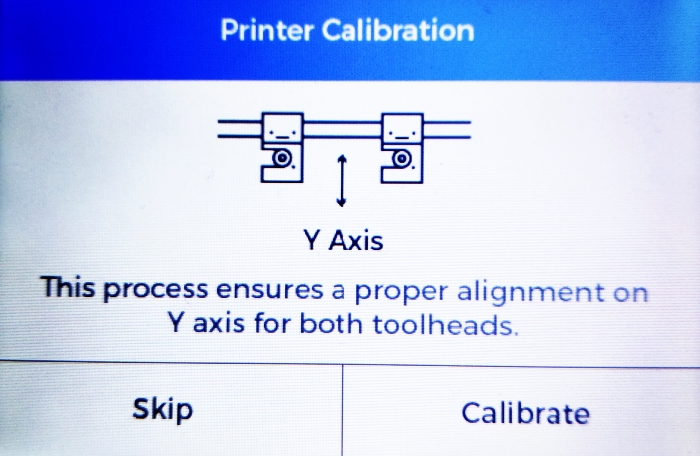
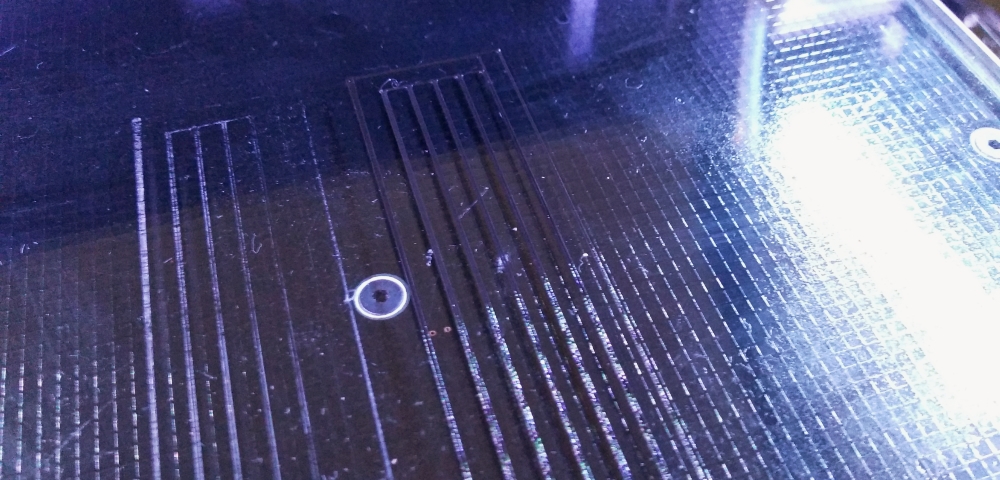
Drukujemy kolejny test i sprawdzamy zgodność linii. Wybieramy najlepszą parę i potwierdzamy. Kalibracja jest ukończona.
Na koniec jako ciekawostkę podam, że wszystkie w/w testy odbywają się na różnych częściach stołu roboczego, więc nie trzeba ich usuwać zaraz po przeprowadzeniu.