
CURA to jeden z najpopularniejszych programów dedykowanych do drukarek 3D typu FDM / FFF na świecie. Jest rozwijany i udostępniany na licencji open-source przez holenderskiego Ultimakera, który przejął pod swoje skrzydła program i zespół, który go rozwijał blisko 9 lat temu, na samych początkach swojej działalności. Mimo że od pewnego czasu CURA jest rozwijana przede wszystkim pod kątem własnych produktów producenta, w dalszym ciągu udostępnia software innym firmom, które mogą je dostosowywać do własnych potrzeb.
Jednym z szerokiego grona tych producentów jest hiszpański BCN3D, który posiada w ofercie drukarki 3D wykorzystujące system dwóch niezależnych głowic drukujących IDEX. Na chwilę obecną dostępne są trzy modele urządzeń: Sigma R19, z której od kilku tygodni mamy okazję korzystać, Sigmax R19 o powiększonym obszarze roboczym oraz Epsilon dedykowany do pracy w środowisku przemysłowym, o zamkniętej komorze roboczej i najwyższym obszarze roboczym spośród wszystkich trzech.
Drukarka 3D została nam udostępniona do testów przez Global 3D – autoryzowanego dystrybutora urządzeń BCN3D w Polsce. Do tej pory opisywaliśmy już jej unboxing i pierwsze uruchomienie oraz prezentowaliśmy dwa tutoriale opisujące kalibrację stołu roboczego względem niezależnych głowic drukujących i drukowanie 3D w trybie kopii i odbicia lustrzanego. Dziś przedstawimy pracę z oprogramowaniem CURA, dostosowanym stricte do urządzeń hiszpańskiego producenta.
Software pobieramy ze strony BCN3D – jest dostępny w wersjach dla wszystkich trzech systemów operacyjnym w wersji 64bit: MS Windows (od Vista wzwyż), Mac OS (od 10.11 wzwyż) i Linux / Ubuntu (od 14.04 wzwyż). Nie ma wyśrubowanych wymagań sprzętowych – oficjalnie wystarczy procesor Intel Core 2 lub AMD Athlon 64 i 4GB pamięci RAM, jednakże z doświadczenia wiem, że 8GB gwarantuje łatwiejszą i szybszą pracę, szczególnie przy cięciu na warstwy dużych lub bardzo skomplikowanych detali. Program potrzebuje 205 MB wolnego miejsca na twardym dysku.
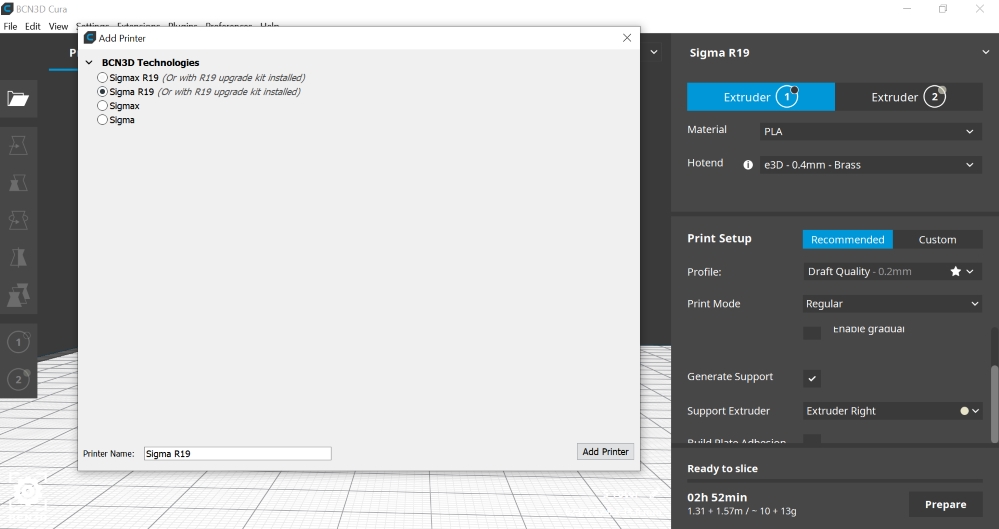
Po instalacji i uruchomieniu wybieramy z jaką drukarką 3D chcemy pracować? W naszym przypadku był to model Sigma R19, który wybieramy z listy dostępnych urządzeń. Drukarki 3D do wyboru znajdziemy zawsze w menu górnym, w zakładce SETTINGS – klikamy PRINTER i Add Printer lub w rozwijanej belce w prawym górnym rogu.
Program składa się z trzech sekcji:
- paska z lewej strony z narzędziami do pozycjonowania modelu na stole i jego prostych modyfikacji (np. powiększania lub obracania w osiach XYZ)
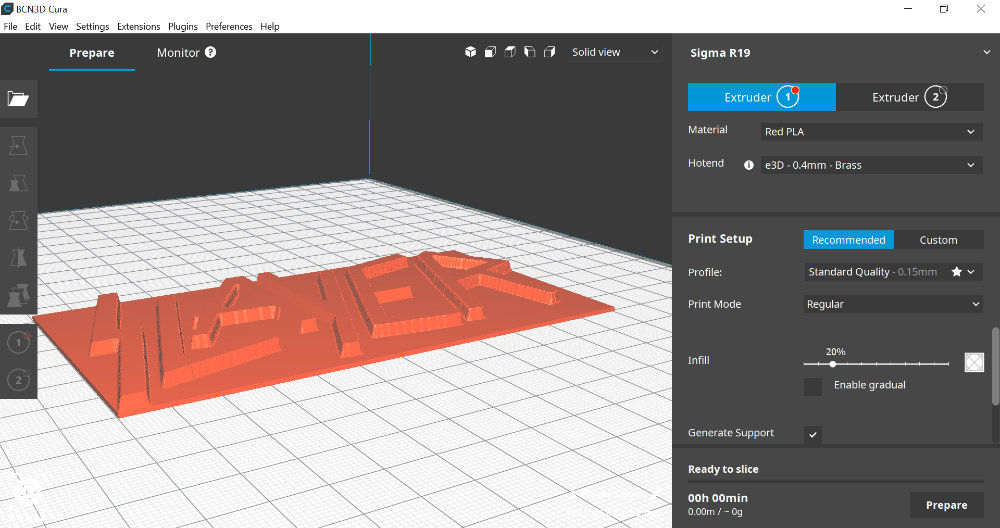
- ekranu głównego, gdzie wyświetlony jest stół roboczy drukarki 3D oraz modele, które na nim będziemy drukować
- sekcji z lewej strony, gdzie znajdziemy narzędzia do ustawiania poszczególnych parametrów druku 3D – począwszy od wyboru filamentu, poprzez zarządzanie pracą głowic, na ustawieniu całej masy parametrów zaawansowanych kończąc.
Pliki do druku 3D otwieramy albo pierwszą ikonką w lewym pasku narzędziowym, albo skrótem CTRL+O. CURA otwiera wszystkie najważniejsze formaty dla druku 3D: .STL, .3MF i .OBJ. Domyślnie nie ma możliwości otwierania plików natywnych programów klasy CAD (Autodesk Inventor, Solidworks, Solid Edge, Blender etc.) – potrzebny jest do tego dedykowany plugin, który instalujemy z poziomu menu Plugins, z górnej belki. Pamiętajmy jednak, że CURA ma określone ograniczenia i eksport modeli złożeniowych nie zawsze musi się powieść tak jak byśmy tego oczekiwali.
Program pozwala nam też na wgranie plików GCode – czyli pociętych modeli 3D gotowych do drukowania (przydatna funkcja, gdy wygenerowaliśmy sobie kilka plików o podobnych nazwach i pogubiliśmy się co się znajduje pod którym lub jakich w danym wariancie użyliśmy ustawień?). Można też otwierać pliki graficzne (.JPG, .PNG, .GIF etc.), które są od razu przekształcane w prosty model przestrzenny. Ciekawa funkcja, ale mocno ogranicza pracę – tego typu projekty lepiej przygotowywać na dedykowanym programie – chociażby na Windowsowym 3D Builder.
Gdy wgramy model 3D i go podświetlimy, aktywują się narzędzia na lewym pasku. Do dyspozycji mamy kolejno:
- przesuwanie modelu na stole
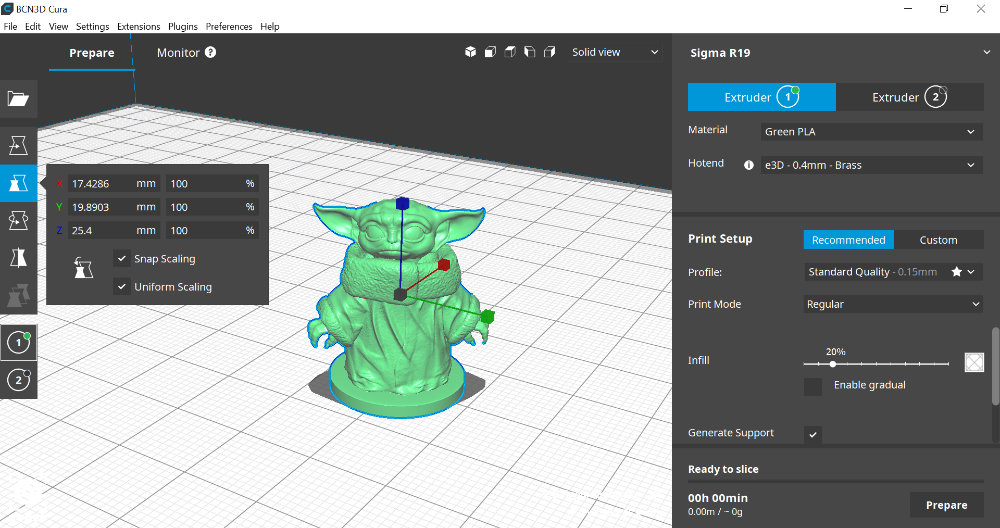
- modyfikacja jego rozmiaru w osiach XYZ (checkboxami zaznaczamy, czy zmiany mają być symetryczne, czy będziemy zmieniać detal tylko w jednej z osi)
- obracanie w osiach
- odbicia lustrzane
- różne ustawienia dla poszczególnych modeli (nieaktywne).
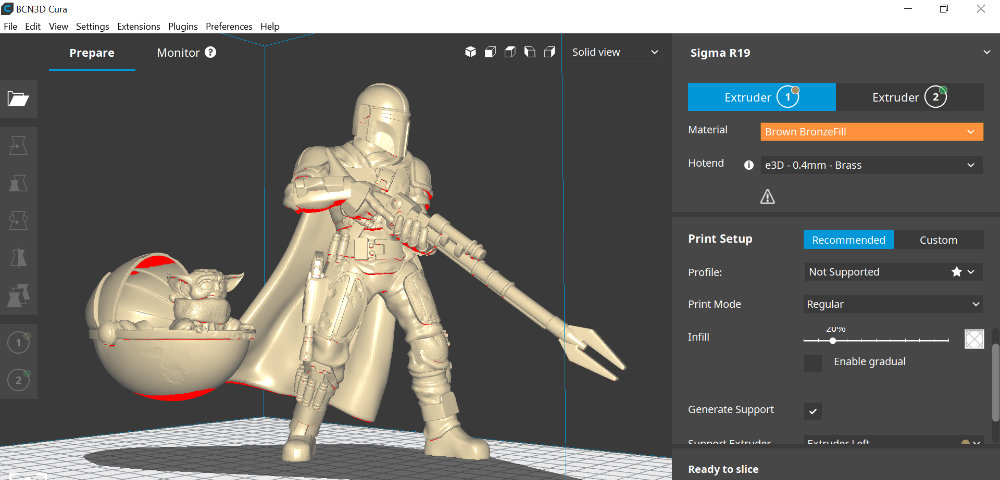
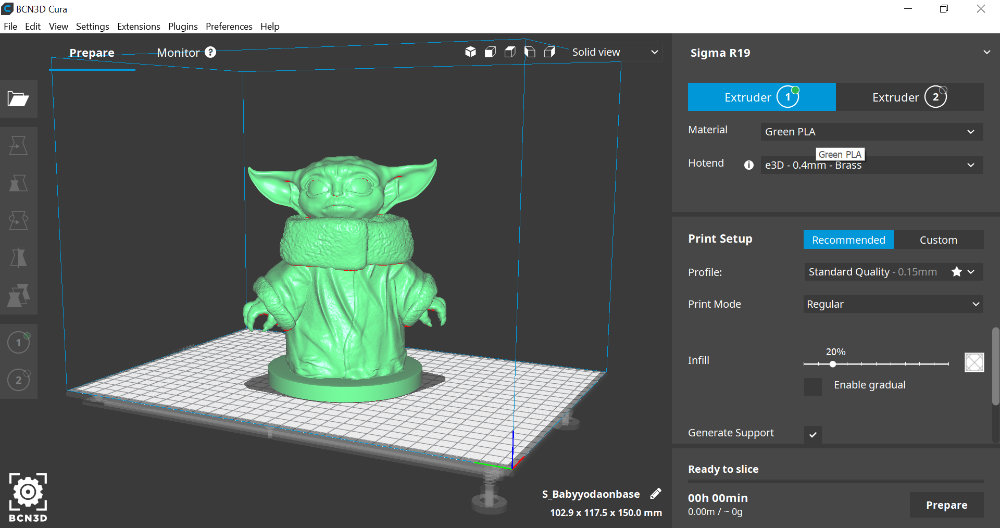
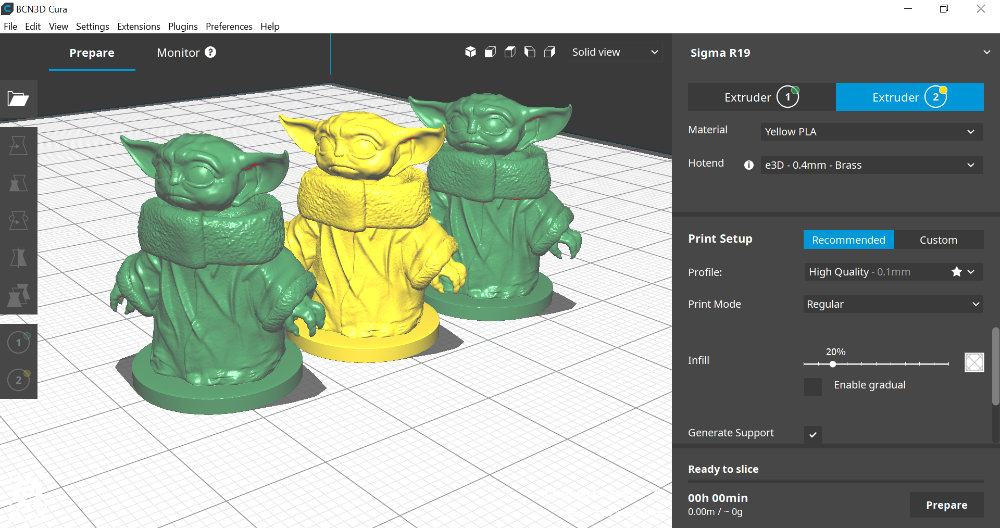
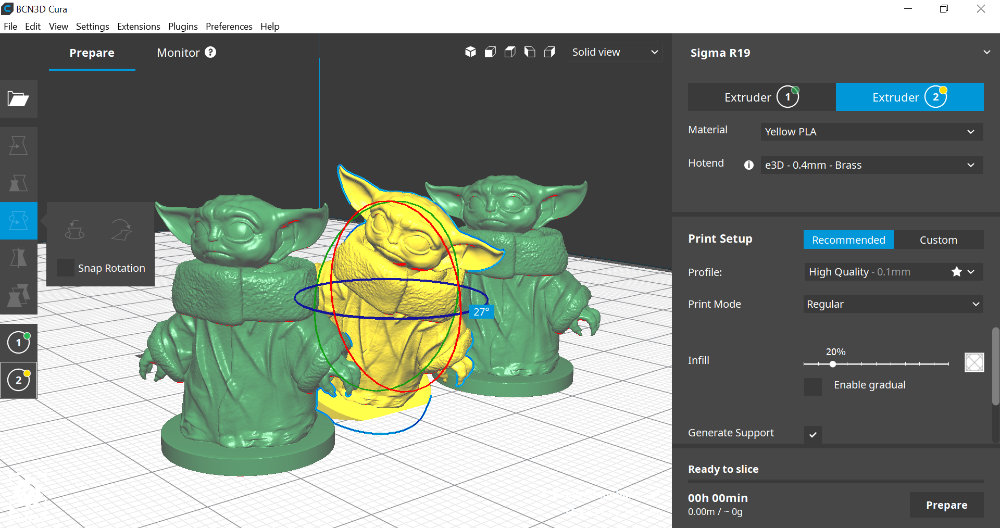
Na samym dole widoczne są dwa kółka z cyframi (1) i (2) – odpowiadają one głowicom drukującym. W lewej sekcji wybieramy filament jaki jest / będzie do nich założonych (jest to opisane poniżej) i przyporządkować do danego modelu głowicę z filamentem. Jeżeli powielimy naszego małego Yodę i zaznaczymy inny kolor dla środkowego – tak będzie to wyglądać:
Przechodzimy do ekranu głównego. Gdy klikniemy na model prawym przyciskiem myszy, otworzy się dodatkowe menu:
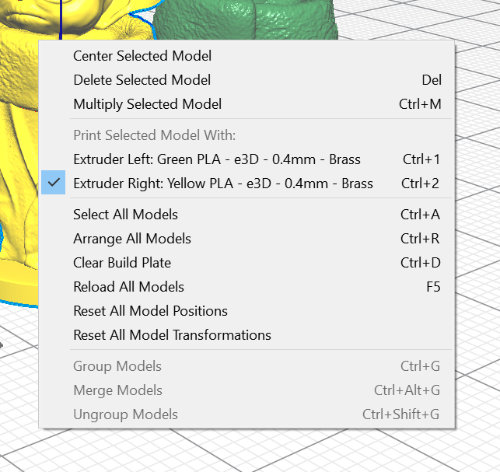
Najczęściej będziemy korzystać z opcji kopiowania / multiplikowania modeli (dostępne także po skrócie CTRL+M). Należy pamiętać, że w okienku kopiowania wpisujemy liczbę kopii, a nie całkowitą liczbę modeli. Dwie przydatne rzeczy, o których wiele osób nie wie lub zapomina – widok stołu zmieniamy myszką i wciśniętym prawym przyciskiem myszy. Chcąc przesuwać kamerę po stole musimy wcisnąć SHIFT. Z kolei gdy obracamy modele względem osi, domyślnie obracają się one co 15°. Wciskając CTRL możemy obracać modele co 1°.
Prawa sekcja składa się z trzech działów:
- górnego gdzie wybieramy filamenty i głowice (możemy też zmienić drukarkę 3D)
- środkowego gdzie ustawiamy parametry druku 3D
- dolnego, gdzie znajdziemy informacje na temat wydruku po jego pocięciu (całkowity czas pracy drukarki 3D i zużycie filamentu).
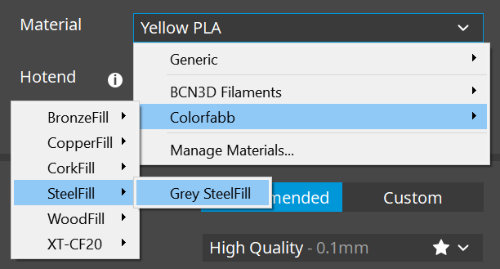
Pierwsza sekcja jest dość oczywista – z list rozwijanych możemy wybrać jaki filament będziemy stosować. Mamy do wyboru trzy opcje:
- generic – filamenty zewnętrznych dostawców
- BCN3D Filaments – filamenty producenta
- colorFabb – wybrane filamenty colorFabb (metaliczne, drewniane i specjalne-inżynieryjne).
Materiały są podzielone na gatunki (ABS, PLA, PETG, nylon, etc.) – dodatkowo gdy wybierzemy jakiś materiał BCN3D i colorFabb, model zmieni kolor. Oczywiście nie jest to ten sam kolor co na szpuli – ma to jedynie go symulować.
Zasada jest taka sama jak u wszystkich producentów: korzystając z dedykowanych filamentów użytkownik nie musi ustawiać żadnych parametrów wydruku samodzielnie – są one już dopasowane przez producenta. Wybierając opcję „generic” zasadniczo nie ma takiej konieczności – chyba że się pojawi… A pojawi się wtedy, gdy wydruk nie będzie spełniał oczekiwań.
Tym samym przechodzimy do najważniejszej sekcji programu – ustawień parametru wydruku 3D. Sekcja jest podzielona na dwie zakładki: ustawienia zalecane (Recommended) i własne (Custom). W pierwszym przypadku wybieramy tylko najbardziej podstawowe parametry:
- profil – dostępne są trzy:
- High quality – bardzo dokładny (i długi!) na warstwie 0,1 mm
- Standard quality – na warstwie 0,15 mm
- Draft – szybki i mało estetyczny na warstwie 0,2 mm
- tryb druku 3D:
- wypełnienie – zakres od 0% do 100%; domyślnie ustawione jest 20%
- opcja „Enable gradual” włącza ciekawy tryb, gdzie modele są wypełniane w minimalnym stopniu (2-5%), natomiast im bliżej zamknięcia górnych warstw, tym wypełnienie automatycznie rośnie, nie dopuszczając do tego, żeby na jego powierzchni pojawiły się dziury, wywołane zbyt niskim wypełenieniem
- Generate support – uaktywnia generowanie struktur podporowych
- Support extruder – wybieramy z której głowicy będą drukowane podpory; jeżeli na jedną z nich założymy materiał rozpuszczalny w wodzie – PVA, musimy pamiętać aby wybrać właściwą głowicę
- Build plate adhesion – włączamy drukowanie dodatkowego podłoża dla modelu (raftu, brimu etc.)
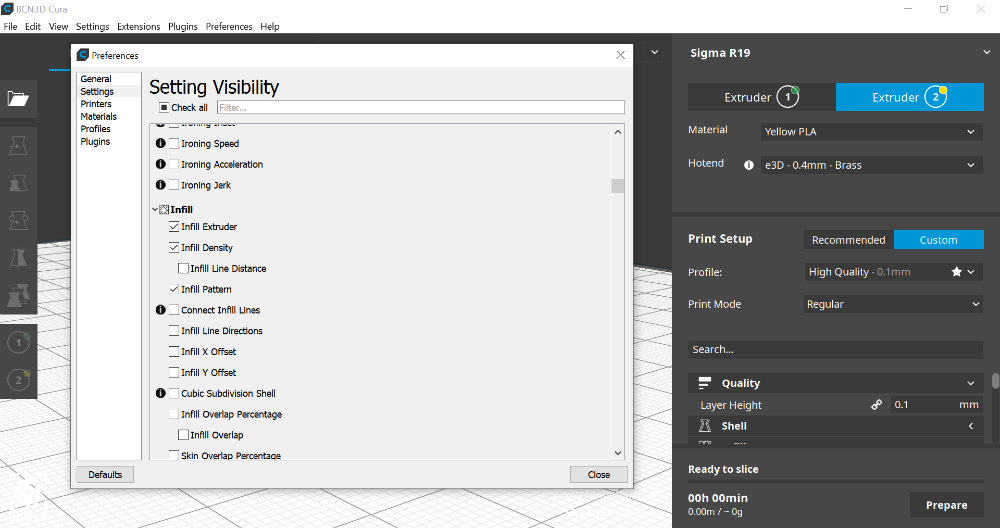
Przejście w tryb ustawień własnych (Custom) otwiera zupełnie nowy wachlarz możliwości. CURA umożliwia konfigurację praktycznie każdego parametru – przykładowo możliwych ustawień dla wypełnienia modelu jest 28. Znakomita większość z nich dotyczy naprawdę drobnych niuansów, niemniej jednak ich zakres jest gigantyczny. Domyślnie użytkownik widzi tylko niewielką część tych parametrów – gdy kliknie się w kółko zębate na belce otworzy się okno, w którym możemy ustawić widoczność każdego z nich.
Do kwestii ustawień własnych wrócimy w kolejnych artykułach z niniejszego cyklu.
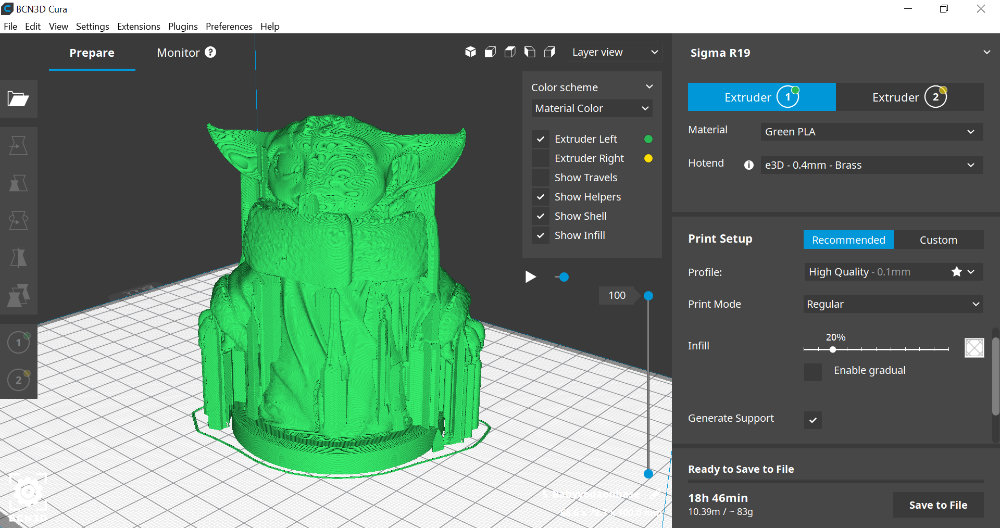
Gdy wszystkie parametry mamy ustawione, klikamy w przycisk „Prepare” w prawym dolnym rogu. Program zaczyna ciąć model wg naszych ustawień i po krótszej lub dłuższej chwili zwraca nam wynik. Przykładowo, nasz Mały Yoda o wymiarach 7 x 8 x 10 cm, w trybie High quality na warstwie 0,1 mm, wypełnieniu 20%, drukowany z PLA BCN3D będzie drukować się przez 18 godzin i 46 minut. Zużyjemy na to 83 gramy filamentu. Gdy na ekranie głównym przejdziemy na opcję widoku podglądu wydruku, CURA pokaże nam jak wygenerowała supporty.
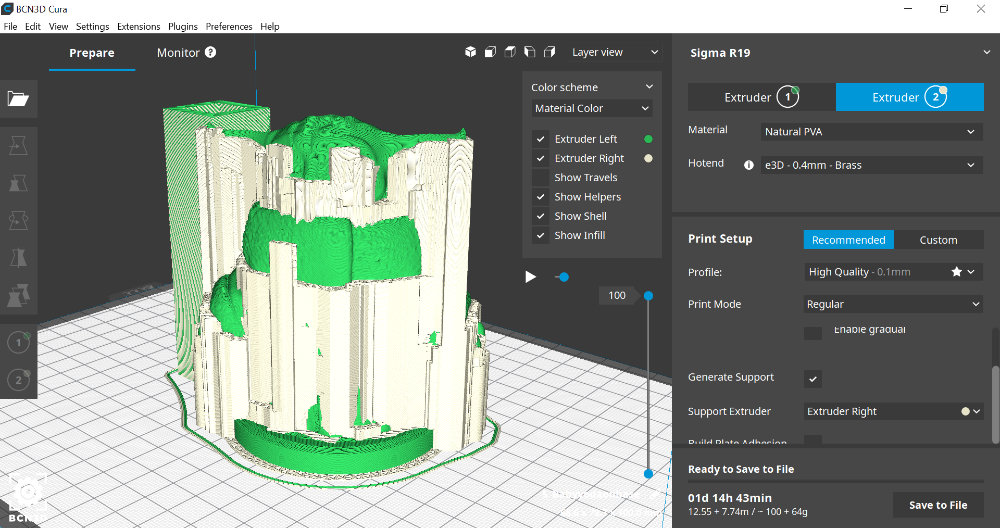
Gdy do generowania supportów uruchomimy drugą głowicę, do której załadujemy rozpuszczalne w wodzie PVA czas pracy znacząco się wydłuży – potrwa 1 dzień, 14 godzin i 43 minuty. Oprócz modelu drukarka 3D wydrukuje pomocniczą wieżę, za pomocą której będzie przygotowywała głowice i materiały do druku, przed nałożeniem kolejnej warstwy.
Powyższe ustawienia są domyślne. Możemy je w dużym stopniu zmodyfikować za pomocą wspomnianych ustawień własnych. Teoretycznie przy odpowiednim podejściu, powyższy wydruk 3D będzie można wydrukować równie poprawnie, ale przy dużo mniejszym zużyciu filamentu i w krótszym czasie.
Jeżeli uznamy, że model nadaje się do druku 3D, klikamy przycisk „Save to file”, który pojawia się w miejscu „Prepare”.


