Fotopolimerowe drukarki 3D są kojarzone w dużej mierze z produkcją wysokiej jakości prototypów o niedostępnej dla innych metod przyrostowych dokładności. Tymczasem mogą być one także z powodzeniem wykorzystywane w produkcji niskoseryjnej – wszystko zależy od specyfiki realizowanego produktu oraz jego zastosowania. W lutym br. na łamach 3D w praktyce przedstawiłem case study gdzie za pomocą drukarki 3D The Form 2 wydrukowaliśmy na własne potrzeby kilkaset modeli replik wilczych medalionów z Wiedźmina – dziś zobaczymy jak krakowski CadXpert wyprodukował dwieście sztuk okolicznościowych medali. Co ważne – w obydwu przypadkach wykorzystanie drukarki 3D miało całkowicie inny charakter…
Medale zostały zamówione przez krakowskie Bractwo Kurkowe, które miały stanowić nagrodę dla uczestników Pucharu Europy w Strzelaniu z Broni Czarnoprochowej. Na awersach i rewersach umieszczono szczególne dla tej uroczystości elementy historyczne: pomnik Marcina Oracewicza i motyw Srebrnego Kura – symbolu Bractwa. Projekt zakładał wykonanie dwustu sztuk medali wykonanych z brązu. Ze względu na stosunkowo niewielki wolumen zamówienia CadXpert zaproponował metodę odlewu z brązu z wykorzystaniem technologii druku 3D.
ETAP I: projekt medalu
Po stworzeniu konceptu medalu, gdzie określono co znajdzie się na jego awersie i rewersie, przystąpiono do stworzenia projektu i modelu przestrzennego. Użyto do tego tzw. metody „wyciągania ze zdjęć” – najpierw wykonano zdjęcia wspomnianego pomnika Marcina Oracewicza oraz figurki Srebrnego Kura, które stanowiły podstawę do motywów prezentowanych na medalach.


Następnie zaprojektowano zewnętrzny kształt medalu w obszarze widoku 2D i dzięki funkcji wyciągnięcia nadano mu odpowiednią grubość, co dało bazę do kolejnych operacji. Bitmapy otrzymane na podstawie wykonanych zdjęć wykorzystano do stworzenia właściwych warstw – awersu i rewersu. Dzięki dedykowanej funkcjonalności, program przekonwertował wczytane grafiki na wygrawerowane w modelu detale. Konieczne było także dopracowanie wygenerowanych automatycznie powierzchni modelu – w tym celu wykorzystano narzędzia edycyjne jak m.in. wygładzenie, rzeźbienie, nakładanie czy wysmużenie. Napisy wygenerowano dzięki opcji pozwalającej na stworzenie tekstu zarówno po prostej ścieżce, jak i po łuku.


Ze względu na kolejne etapy procesu produkcyjnego, uwzględniono także odpowiednie uwypuklenie poszczególnych powierzchni modelu. Po opracowaniu finalnej wersji projektu, wyeksportowano model 3D do formatu STL.
ETAP II: drukowanie 3D wzorca medalu
Mając już model przestrzenny w wersji cyfrowej warto go zweryfikować tworząc jego fizyczny odpowiednik. W tym celu wydrukowano pierwszą, testową wersję medalu przy użyciu żywicy modelowej – Standard Grey, która charakteryzuje się wysokim odwzorowaniem geometrii drukowanych obiektów. Po sprawdzeniu czy medal faktycznie wygląda tak jak wyobrażali to sobie jego projektanci, przystąpiono do drugiego etapu pracy, czyli wydrukowaniu medalu wzorcowego, który został wykonany z żywicy High Temp.
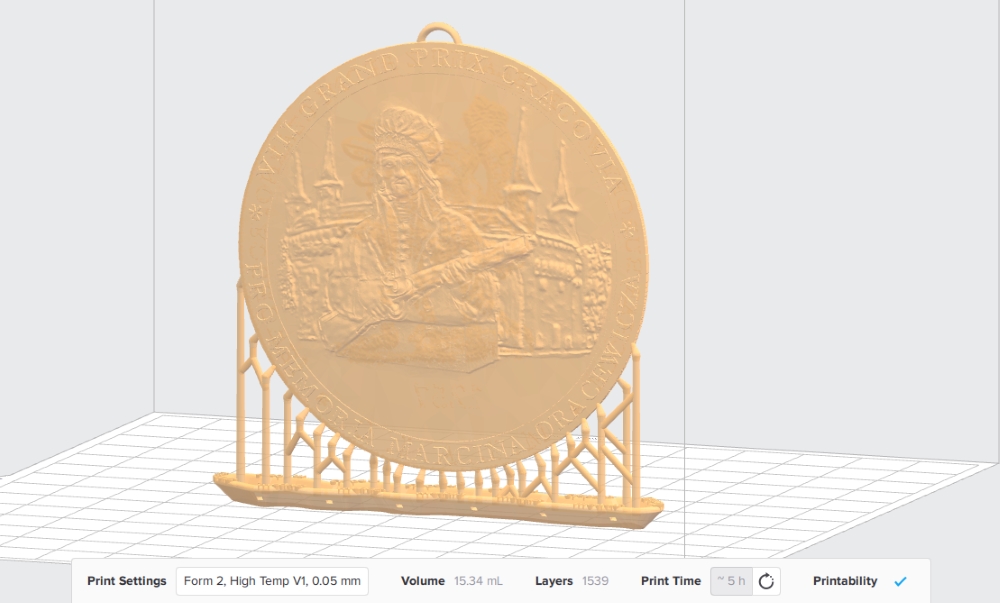
Wybór tej żywicy wynikał z faktu, że w dalszej części produkcji technologia wymagała zastosowania wysokich temperatur. High Temp charakteryzuje się wysoką odpornością temperaturową co idealnie predysponuje ją do tego projektu. Przed wydrukiem model został ostatecznie zmodyfikowany w programie sterującym The Form 2 – PreForm. Model oraz struktury podporowe zostały ustawione w taki sposób, aby znajdowały się one tylko na krawędzi medalu i nie zachodziły na jego część artystyczną.
ETAP III: wulkanizacja i wykonanie form
Aby móc wykonać odlew z brązu, konieczne było wykonanie formy. Wydruk główny z żywicy High Temp został opakowany nieutwardzoną gumą, a następnie całość wystawiono na działanie wysokiej temperatury w celu jej usieciowania. Tak powstała gumowa forma, która posłużyła do odlania woskowego wzorca.

Proces ten jest opisany szerzej w dokumencie „Formy z wulkanizowanej gumy z wzorcami wydrukowanymi technologią 3D” na stronie CadXpert.
ETAP IV: wykonanie odlewu z brązu
Wykonanie odlewu z brązu zaczyna się od stworzenia ceramicznej formy wokół woskowego wzorca. Następnie, kiedy ceramiczna forma ma odpowiednio dużo warstw, działa się na nią bardzo wysoką temperaturą, co powoduje rozpuszczanie się woskowego wzorca. Ceramiczna forma wypełniana jest stopem brązu, który po zastygnięciu jest oczyszczany z ceramicznej powłoki i ostatecznie obrabiany. Efektem końcowym jest medal, którego elementy artystyczne zostały wiernie odwzorowane.