Cura to jeden z najpopularniejszych, darmowych slicerów dostępnych na rynku. Wielu producentów drukarek 3D opiera na nim swój ekosystem. Część z nich na jego bazie tworzy nawet własne, „autorskie” oprogramowanie, korzystając ze źródła i dodając (lub nie) swoją nakładkę graficzną. Ostatnią, stabilną wersją jest Cura 2.1.3, ale od niedawna można pobierać i testować wersję beta Cura 2.3. Przynosi ona kilka ciekawych zmian i poprawia stare błędy.
Wersja beta dostępna jest na komputery z systemami Windows, Linux oraz OS X i można ją pobrać stąd.
Podstawowe ulepszenia:
- Prędkość działania – najważniejszą rzeczą jaką przynosi wersja 2.3 jest prędkość działania. Ładowanie plików STL trwa od dziesięciu do dwudziestu razy szybciej, znacznie skrócono też czas oczekiwania na przełączanie się pomiędzy różnymi trybami podglądu oraz nieznacznie poprawiono czas „krojenia pliku”.
- Poprawione szacowanie czasu druku – poprzednia wersja potrafiła mylić się o jakieś dziesięć procent, w becie wartość została ta jeszcze bardziej zmniejszona.
- Wsparcie dla drukarek wielogłowicowych – intuicyjna konfiguracja ustawień dla każdej z dwóch głowic drukarki.
- Wsparcie dla ustawień niestandardowych drukarek 3D – uproszczona konfiguracja dla drukarek, których nie ma na liście obsługiwanych domyślnie urządzeń.
- Ulepszone narzędzie pozycji modelu – oprócz ręcznego rozmieszczania modeli, można przesuwać je o zadaną wartość liczbową.
- Ulepszone grupowanie – możliwość przekształcania zgrupowanych obiektów.
- Ulepszone zarzadzanie profilami – można między innymi przeglądać historię zmian w swoich profilach.
- Poprawione ustawienie widoczności – z ustawień programu wybieramy, które parametry slicera mają być widoczne w panelu bocznym.
- Automatyczny import konfiguracji – możliwość zaimportowania wszystkich ustawień ze starszej wersji slicera.
Ulepszenia funkcji cięcia plików:
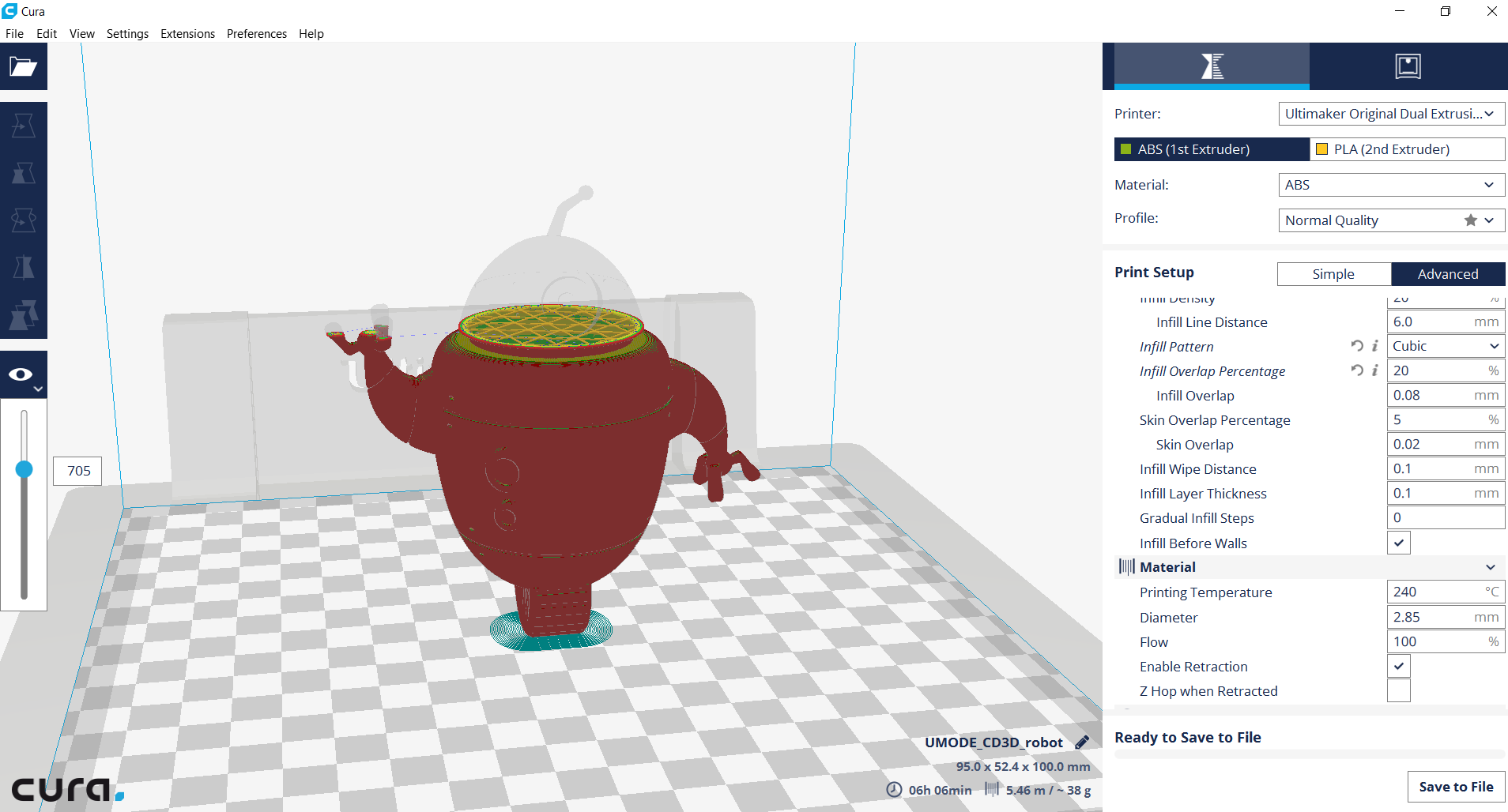
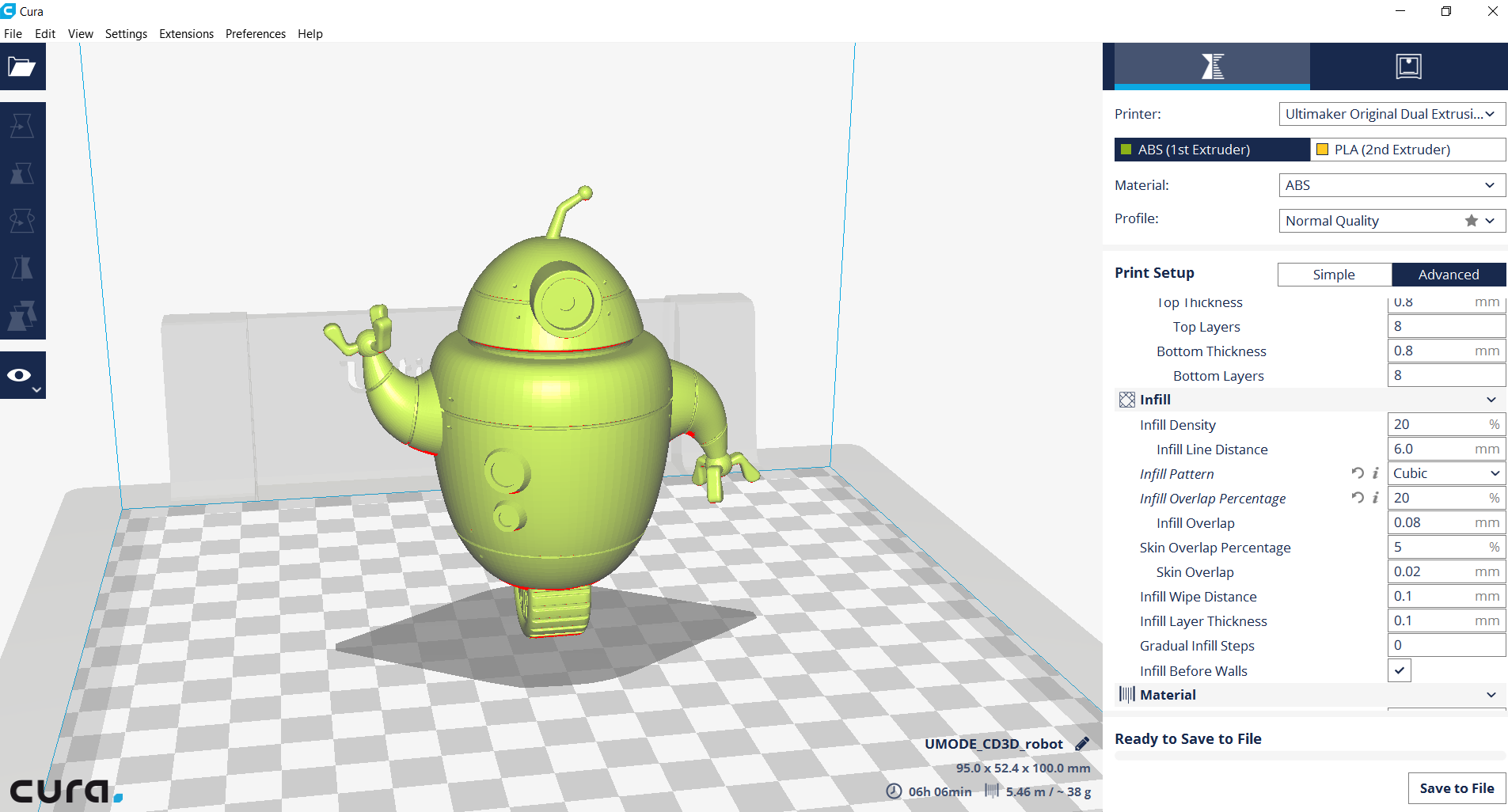
- Ulepszenie wypełnienia – wprowadzono dwa nowe rodzaje wypełnienia: tetrahedral oraz cubic. Można też między innymi zmieniać gęstość wypełnienia w zależności od odległości od górnej warstwy.
- Ustawienia Jerk oraz akceleracji – można zmieniać wartości tych parametrów dla określonych składowych modelu (wypełnienie, warstwy górne, dolne, etc.).
- Odsunięcie zewnętrznego obrysu – dla miejsc, w których grubość ścianki jest cieńsza od średnicy dyszy, można zastosować odsunięcie na zewnątrz, tak aby w powierzchni nie powstawało wgłębienie.
- Z Hop – w sytuacji kiedy nie można ominąć w płaszczyźnie poziomej obiektu już wydrukowanego, opcja „Z Hop Only Over Printed Parts” spowoduje przejazd głowicy nad wydrukowanym już modelem.
Oprócz opisanych powyżej zmian poprawiono parę błędów z wersji poprzednich oraz wprowadzono kilka drobniejszych, mniej widocznych modyfikacji.
Korzystając z softu należy pamiętać, że jest to nadal tylko wersja beta i mogą pojawiać się różnego rodzaju błędy. W moim przypadku, na samym tylko przeglądaniu opcji, slicer zawiesił się kilkukrotnie.
Tekst na licencji Creative Commons Attribution 4.0 International
Źródło: www.all3dp.com