

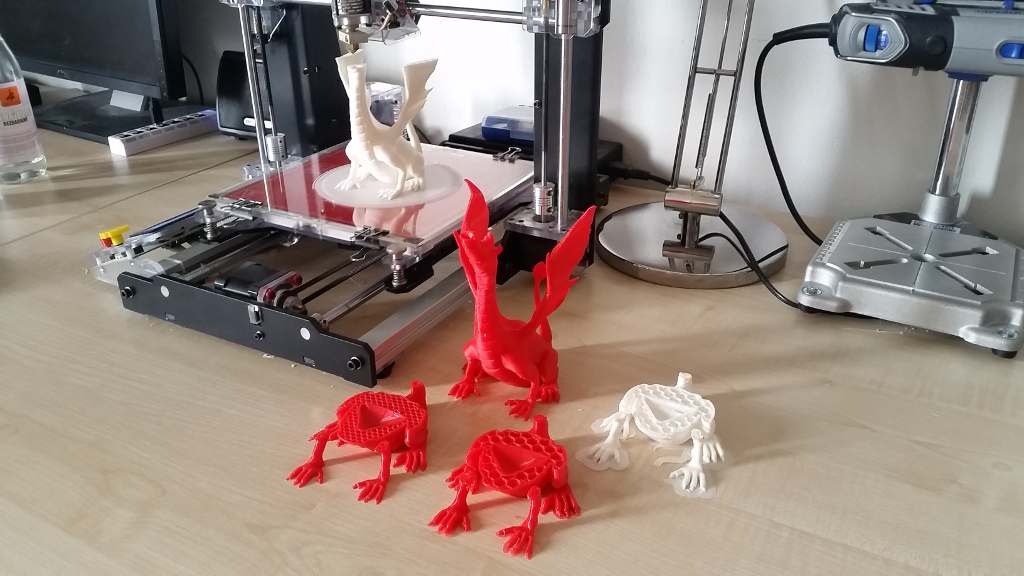
Zapewne każdy kto miał do czynienia z drukiem FDM w praktyce przyzna, że technologia ta, mimo faktycznie sporych możliwości, posiada kilka przykrych niuansów, przysparzających kłopotów przynajmniej początkującym użytkownikom. Nie owijając – przedmioty wykonywane w tej technologii nie zawsze wychodzą tak, jakbyśmy sobie życzyli. Podczas druku może pojawić się szereg mniejszych i większych kłopotów technicznych przez które przedmiot będzie posiadał różnego rodzaju defekty lub nawet nie zostanie wykonany w całości. O ile w przypadku niewielkich przedmiotów nieudany wydruk można w miarę szybko powtórzyć, to w sytuacji wielogodzinnych wydruków strata czasu i materiału będzie dużo bardziej dotkliwa. Niedawno miałem okazję się o tym przekonać wykonując kilka większych modeli – wazonu, zamku oraz smoka.
Cecha która łączy wszystkie te modele to stosunkowo duże gabaryty, i co za tym idzie, długi czas wydruku – od 7 do 14 godzin. Do tej pory większość drukowanych przeze mnie przedmiotów nie miała więcej niż kilka cm wysokości. Mając spory zapas filamentu postanowiłem zobaczyć jak drukarka poradzi sobie z trochę trudniejszymi modelami. Wszystkie przedmioty zostały wykonane z PLA na drukarce Monkeyfab Prime XT. Do przygotowania ich do druku 3D używałem głównie programu slic3r.
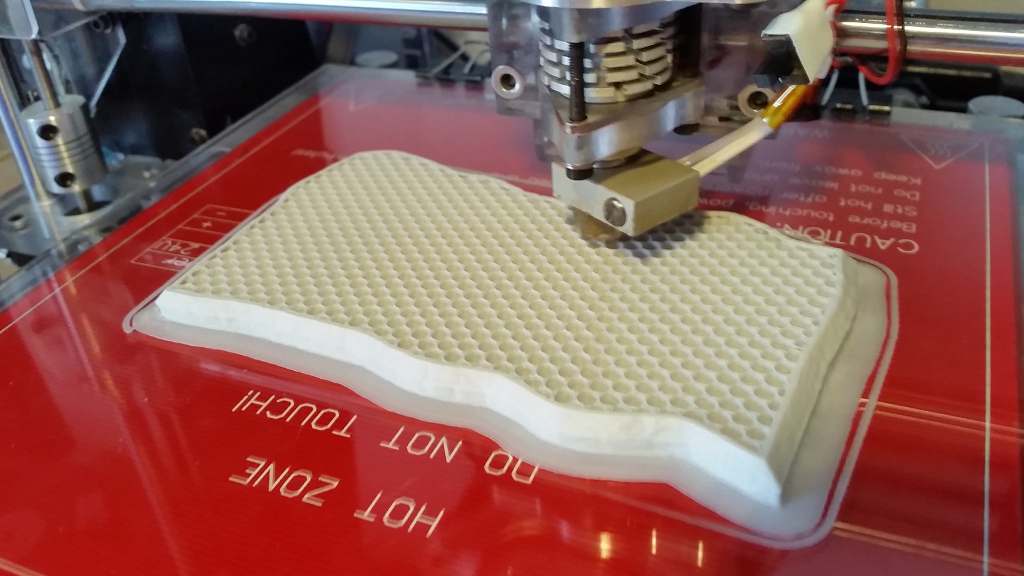
Stratum Vase

Projekt Stratum Vase to wazon na kwiaty zaprojektowany przez hiroaki nishimura design. Wbrew pozorom można nalać do niego wody, która wcale nie wypłynie szczelinami po bokach. Jest to bardzo charakterystyczny model i często można go zobaczyć na różnych wydarzeniach poświęconych drukowi 3D.
Wykonanie tego przedmiotu nie było zbyt trudne – jako że model nie wymaga użycia wsporników, a zawarte w nim skośne płaszczyzny nie są zbyt mocno pochylone. Podczas przygotowywania go do druku ustawiłem raczej niskie prędkości – 33/66 mm/s dla zewnętrznych/wewnętrznych obrysów oraz 75 mm/s dla wypełnienia. Wydrukowałem go w 2 rozmiarach – 135 mm oraz 200 mm, co jest maksymalną wysokością na jaką ekstruder Prime XT jest w stanie się unieść. Wykonanie obydwu wazonów z warstwą 0.3 mm zajęło odpowiednio 7 i 16 godzin, i pochłonęło 82 i 225 g filamentu.
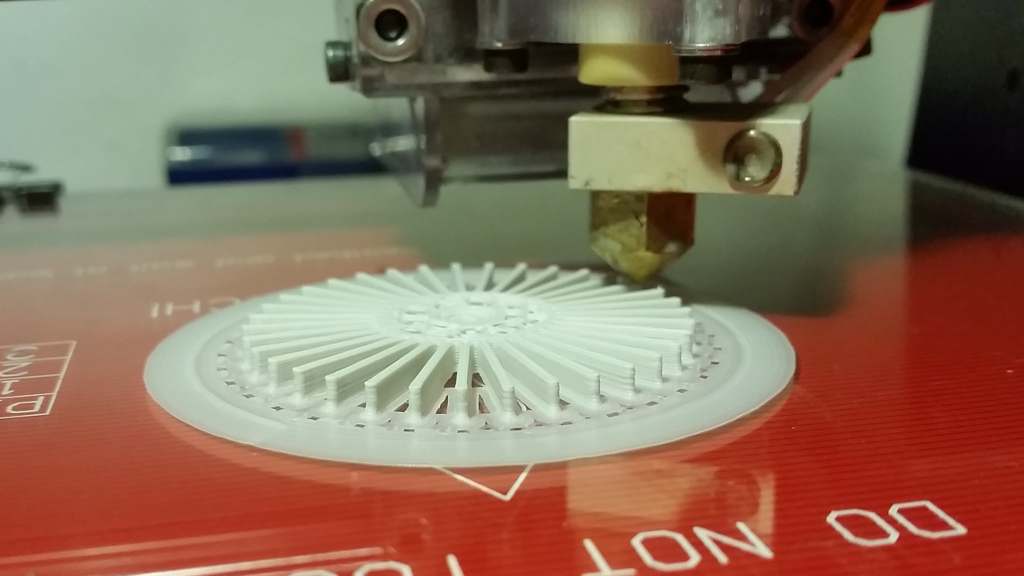
Poza wycięciem brimu (kilkumilimentrowej obwódki dookoła obiektu zapobiegającej jego odklejaniu podczas druku) wazony nie wymagały specjalnej obróbki. Jedyne co trzeba było zrobić w przypadku mniejszego egzemplarza to usunąć nitki plastiku pozostawione przez drukarkę na jego szczycie:

Podczas drukowania drugiego z wazonów problem powstawania tych nitek udało się rozwiązać zmniejszając minimalny skok przy którym wykonywana jest retrakcja („minumum travel after retraction”) do 1 mm.
Szczególnie większy wazon robi spore wrażenie, choć nie miałem jeszcze okazji sprawdzić go w praktyce. Pierwszy raz zdarzyło mi się zużyć niemal ćwierć kilograma filamentu na raz drukując obiekt złożony z 1000 warstw tworzywa.


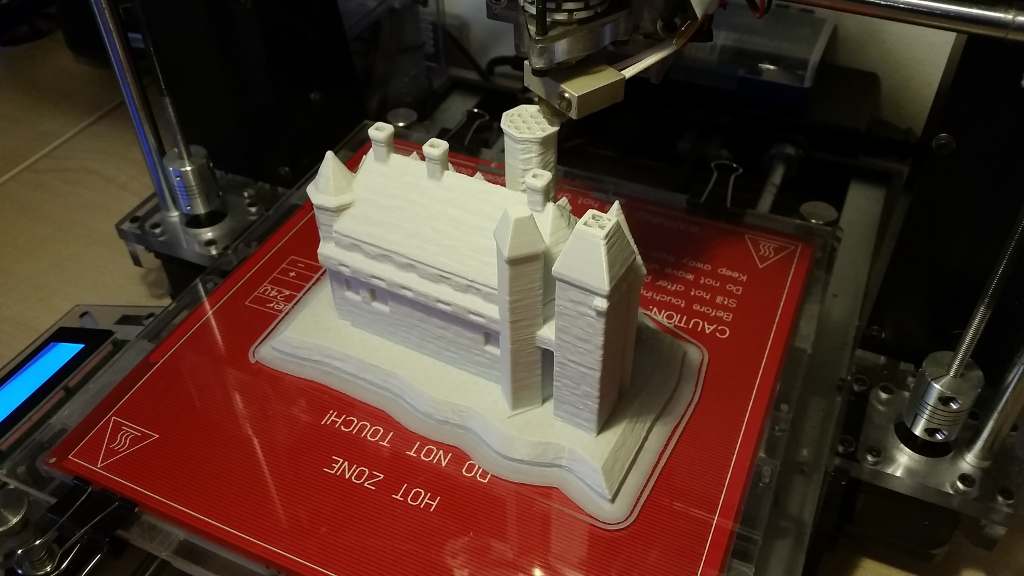
Castle of the Maker Empire

Bardzo ciekawy i bardzo szczegółowy model zamku. Mimo wielu detali, wykonanie go nie wydawało się zbyt trudne. Wydruk uruchomiłem z dość dużą prędkością – 50/100 mm/s dla zewnętrznych/wewnętrznych obrysów oraz 150 mm/s dla wypełnienia. W oryginalnym rozmiarze jego gabaryty to 142 x 91 x 109 mm. Przy grubości warstwy 0.2 mm na wykonanie go drukarka potrzebowała ponad 10 godzin i 150 g filamentu. Prawdopodobnie przesadą było wypełnianie go w 20% plastrem miodu – nie zdziwiłbym się, gdyby zamek można było wydrukować w ogóle bez wypełnienia.
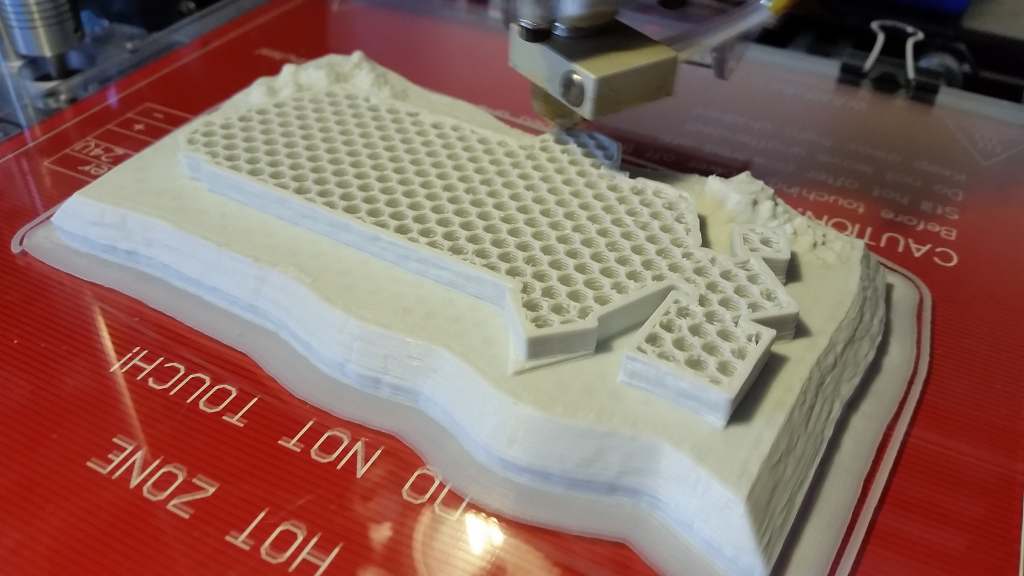
Model do poprawnego wydrukowania nie wymaga supportów. Poza jednym szczegółem – na samym spodzie, w podstawie znajduje prostokątne wcięcie szerokości 40 mm, długości 105 mm i głębokości ok. 3 mm. Chcąc sprawdzić jak drukarka poradzi sobie z taką płaską, zawieszoną w powietrzu płaszczyzną puściłem wydruk bez żadnych wsporników. Z niewiadomego powodu slicer uparł się, żeby zadrukować pierwszą wiszącą warstwę kładąc filament wzdłuż dłuższego boku wycięcia. Kolejne warstwy poszły już nieco lepiej, niemniej jednak, nie skleiły się ze sobą zbyt dobrze i po usunięciu wolno wiszących nitek spód zamku wyszedł następująco:
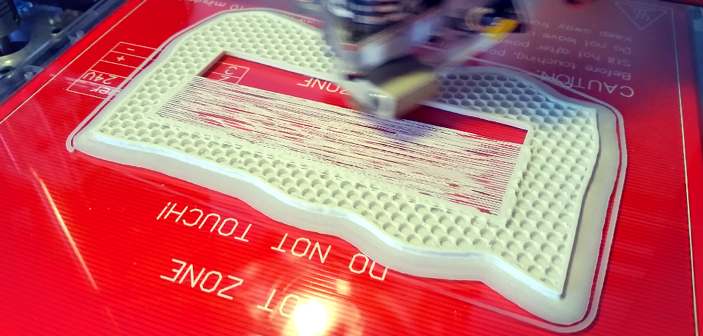
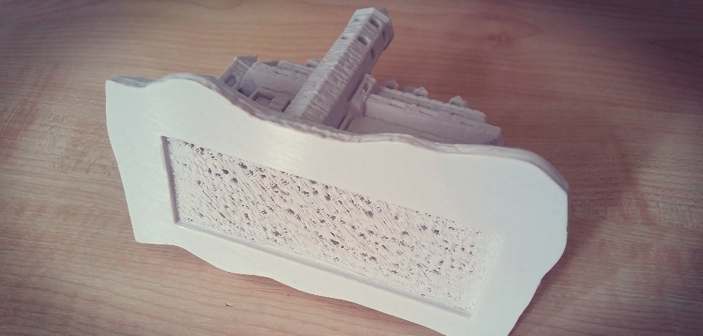
Jako że zamek będzie pełnić głównie funkcję dekoracyjną nie ma to najmniejszego znaczenia. Za to ciekawy efekt można by uzyskać przy wykorzystaniu zamiast PLA jakiegoś chropowatego filamentu typu Laybrick.

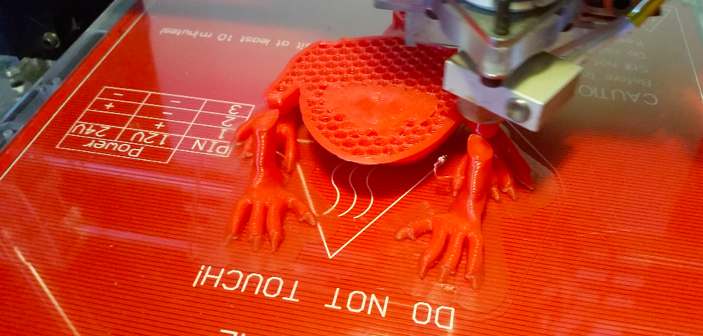
Adalinda: The Singing Serpent

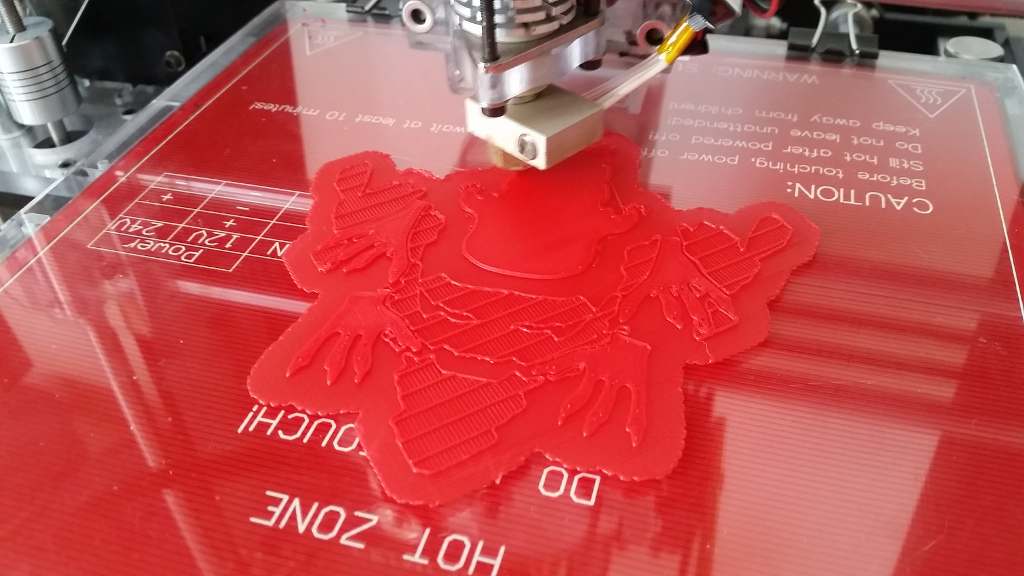
Ostatni projekt to figurka śpiewającego smoka. Oczywiście smok nie wydaje żadnych dźwięków, jedynie z jego pozycji można wywnioskować że śpiewa. W odróżnieniu od 2 poprzednich przedmiotów, wykonanie go okazało się stosunkowo trudne. Po dokładnym obejrzeniu modelu uznałem że jest szansa wydrukować go bez materiału podporowego. Podzieliłem go na 0.2 mm warstwy, dodałem kilkumilimetrowy brim i przesłałem na drukarkę. Wszystko szło całkiem dobrze do wysokości 22 mm, kiedy w przednich łapach, tam gdzie smok ma bicepsy, drukarka zaczęła drukować skośne, pochylone do przodu fragmenty. Niestety podczas drukowania pochylonych powierzchni często zdarza się, że fragment obrysu wierzchniej warstwy, nie trzymany niczym od spodu, zawija się minimalnie do góry. Jeśli w taki zawinięty (i zastygnięty) fragment wydruku wjedzie głowica drukarki podczas kładzenia kolejnych warstw, może to doprowadzić do niezbyt miłych (i mało przewidywalnych) efektów. Zwykle w ominięciu tego typu problemów pomaga ustawienie w slicerze, żeby przy przekraczaniu obrysów głowica unosiła się minimalnie do góry. Niestety w przypadku smoka nie dało to wystarczającego efektu, i dysza uderzająca w podwijające się fragmenty przednich łap w pewnym momencie odrywała je od stołu razem z otaczającym je brimem.
Po 3 nieudanych próbach zdecydowałem się na opcję z materiałem podporowym, sięgającym prawie do szczytu smoczych skrzydeł. Okazało się, że drukowanie supportów na taką wysokość może być kłopotliwe samo w sobie – wsporniki wygenerowane z KISSlicera okazały się nieco za delikatne, i w niektórych miejscach przemieszczająca się głowica sama je uszkadzała. Efekt wyszedł dość koszmarnie. Po zakończeniu wydruku usunięcie materiału podporowego zajęło dłuższą chwilę i niestety sporo resztek supportu pozostało na łapach. Oprócz tego z samym filamentem (lub jego podawaniem) miałem jakiś problem – bo niektóre z warstw były źle ze sobą sklejone i podczas czyszczenia wydruku smokowi odpadła głowa i jedna łapa. Słowem – tragedia.

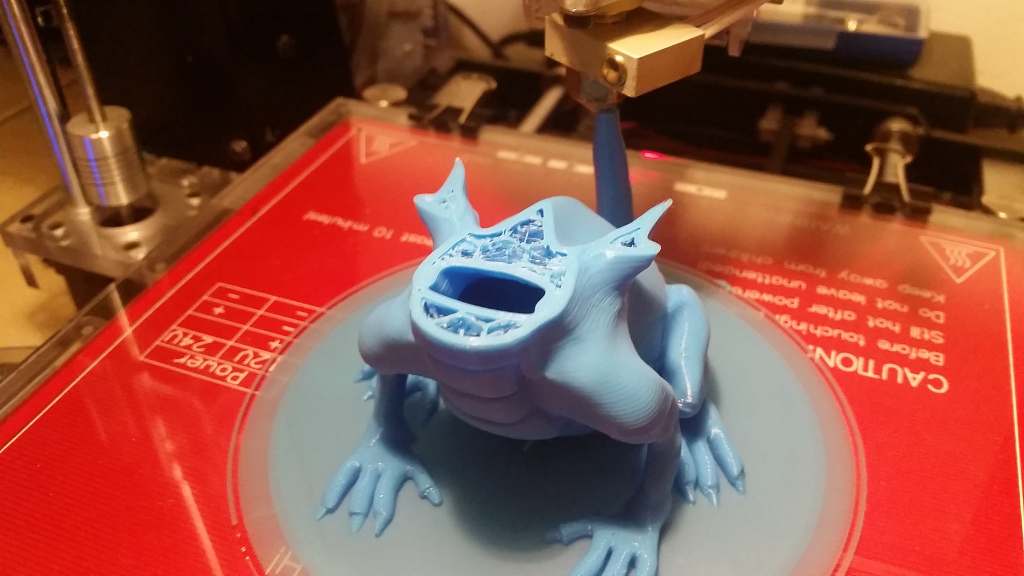
2 dni po tym nieszczęśliwym wydruku wymyśliłem, żeby smoka umieścić na okrągłej podstawie grubości 0.4mm, co miałoby zapobiec odklejaniu się łap przy drukowaniu bez wsporników. Nie zapobiegło to oczywiście lekkiemu podwijaniu się materiału, ale za to skutecznie przytrzymało łapy w miejscu. Tym sposobem cały smok o masie 82 g wydrukował się w niecałe 9 godzin.

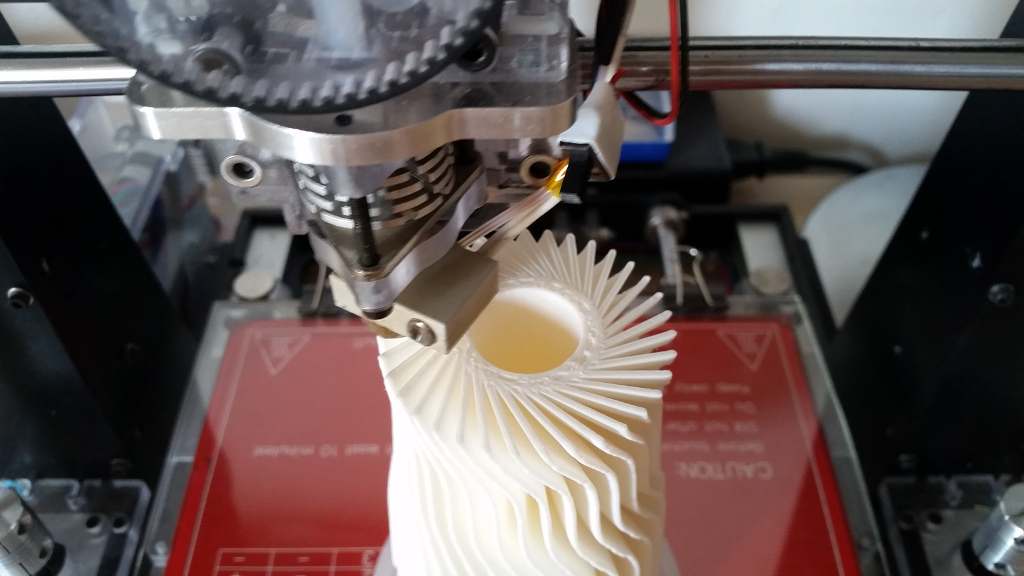
Ogólnie smok przy drukowaniu bez wsporników wyszedł całkiem dobrze. Mimo że zarówno głowa, ogon oraz skrzydła są na modelu odchylone od pionu, drukarce nie przeszkodziło to w wykonaniu ich w zgodnie z projektem. Szczególnie skrzydła osadzone na niezbyt szerokim łączeniu z tułowiem robią wrażenie.
Niestety nie obyło się też bez kilku miejsc gdzie drukarka miała małe problemy z utworzeniem gładkiej pochyłej powierzchni – głównie na brzuchu, przednich łapach oraz po wewnętrznej stronie skrzydeł. Po zakończeniu wydruku można je wygładzić przy użyciu pilnika i papieru ściernego. Poniżej – zdjęcia jeszcze przed obróbką mechaniczną:









Na potrzeby testów wykorzystałem modele pochodzące z Thingiverse:


