Druk 3D to dość pojemna metoda wytwórcza, zawierająca w sobie bardzo wiele bardzo różnych technik, których jedynym wspólnym mianownikiem jest nakładanie materiału budulcowego warstwa po warstwie i jego selektywne spajanie. Poza tym – wszystko jest różne. W obszarze tworzyw sztucznych możemy wyróżnić trzy główne technologie (FDM, SLS, MJF), w żywicach światłoutwardzalnych również trzy (SLA, DLP & UV LCD, PolyJet), za to w metalach co najmniej pięć – i to również jest dość umowną klasyfikacją (SLM, EBM, Binder Jetting, napawanie, FDM). Aby sprawy skomplikować jeszcze bardziej, w przypadku tworzyw sztucznych i żywic fotopolimerowych mamy do czynienia z podziałem na urządzenia klasy amatorskiej, desktopowej i przemysłowej, co wiąże się w każdym przypadku z określonymi możliwościami bądź ograniczeniami.
W niniejszym artykule spróbujemy przybliżyć kwestię tego często dość nieoczywistego podziału na klasy urządzeń, próbując wyjaśnić kiedy warto korzystać z tanich (lub „relatywnie tanich”) drukarek 3D, a kiedy niezbędne jest wejście na najwyższy możliwy poziom i skorzystanie z maszyny klasy przemysłowej? Ustalimy także co czyni drukarkę 3D przemysłową lub profesjonalną, a kiedy mamy do czynienia wyłącznie ze sloganem marketingowym? Skoncentrujemy się na tworzywach sztucznych
Tworzywa sztuczne: FDM / FFF
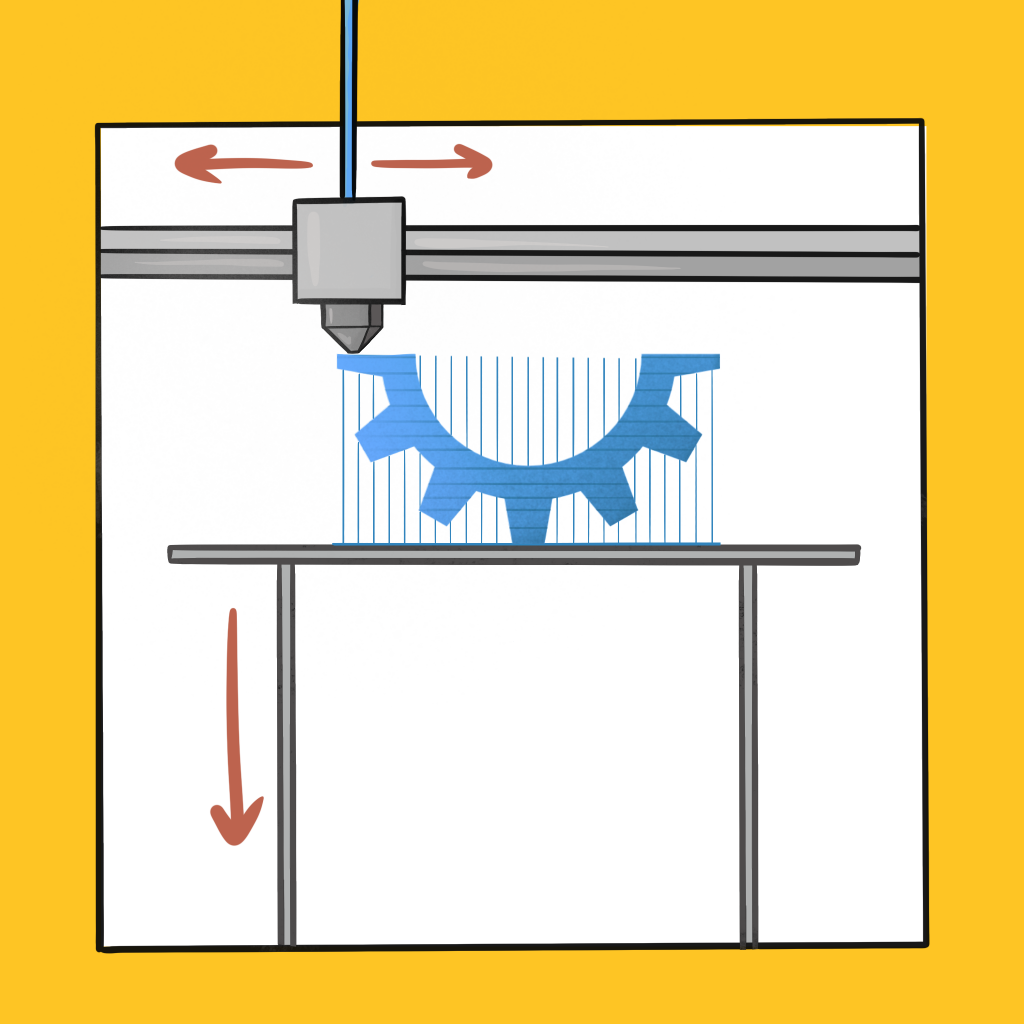
Najpopularniejszą techniką przyrostową jest FDM / FFF, czyli druk 3D z tworzywa sztucznego w formie żyłki – tzw. filamentu. Materiał jest dostarczany do głowicy drukującej za pomocą modułu zwanego ekstruderem, który w dużym uproszczeniu składa się z zębatki poruszanej przy pomocy silnika i łożyska. Pomiędzy zębatkę i łożysko wprowadza się filament i zębatka wprowadza go do głowicy drukującej, gdzie jest rozgrzewany do stanu półpłynnego, co z kolei pozwala na jego rozprowadzanie na stole roboczym drukarki 3D. Gdy głowica nałoży (narysuje) kształt pierwszej warstwy na stole, głowica albo się podnosi, albo stół opuszcza się o zadaną wysokość i nakładana jest kolejna warstwa materiału, który spaja się z poprzednią. Proces powtarza się aż do momentu wykonania całego modelu 3D.
W technologii FDM / FFF możemy stosować bardzo szeroką gamę gatunków tworzyw – na ten moment jest ich kilkadziesiąt gatunków, ale ta liczba jest bardzo umowna, ponieważ wiele tworzyw jednego gatunku jest specjalnie modyfikowana przez producentów zmieniając swoje oryginalne właściwości i tworząc de facto nową pozycję. Największym problemem w druku 3D tworzyw sztucznych jest problem ze skurczem.
Skurcz jest wywołany różnicami temperatur pomiędzy pierwszymi warstwami modelu, a środkowymi warstwami modelu, a górnymi – właśnie drukowanymi warstwami modelu.
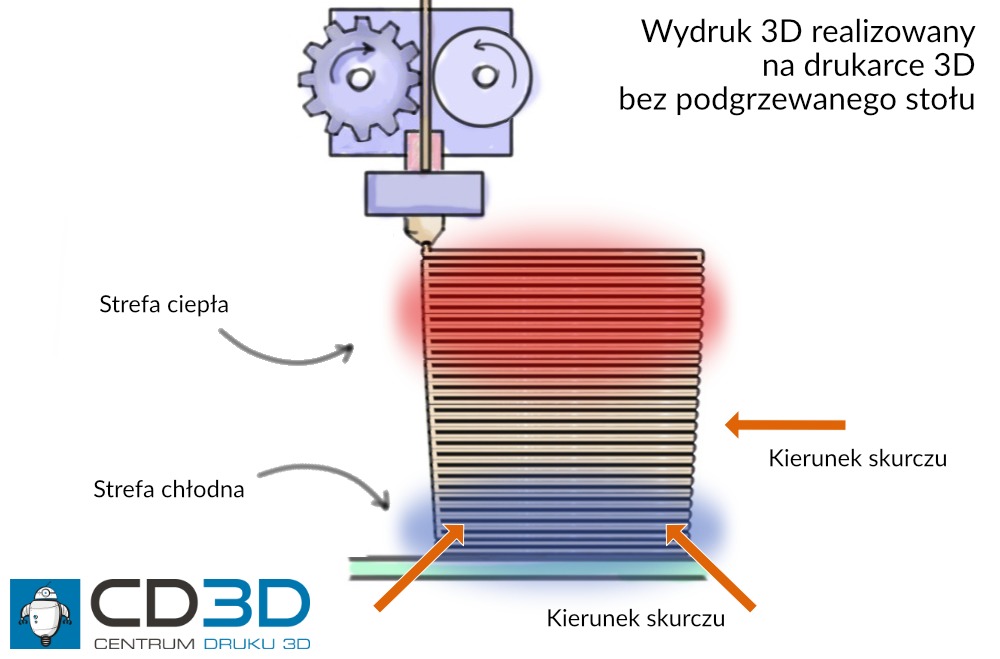
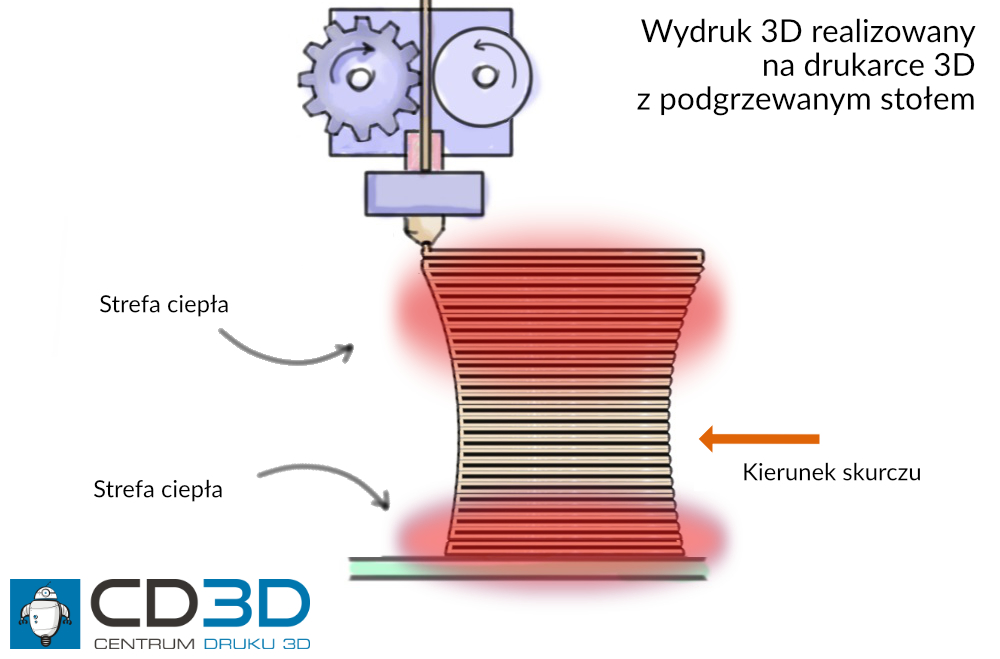
W rezultacie wydruk 3D będzie się albo deformował na krawędziach, albo pękał na ściankach bocznych.


Zasada jest następująca:
im tworzywo jest lepsze pod względem właściwości fizyczno-chemicznych
→
tym trudniejsze jest do przetwarzania w procesie druku 3D
Do „łatwych” w druku 3D tworzyw możemy zaliczyć PLA, PETG lub ASA – skurcz jest albo minimalny (PLA, PETG) albo relatywnie łatwy do okiełznania (ASA). Do trudnych tworzyw, narażonych na większy skurcz możemy zaliczyć ABS, HIPS, PP (polipropylen), TPU lub PCABS. Do tworzyw bardzo trudnych, gdzie niezbędne jest stosowanie wysokiej klasy maszyn przemysłowych możemy zaliczyć PC (poliwęglan), PA6 lub PA12 (poliamid / nylon), PEEK lub Ultem. Te ostatnie tworzywa należą równocześnie do grona materiałów wysokotemperaturowych, tj. ich przetwarzanie jest możliwe w temperaturach powyżej 260°C, a więc powyżej fabrycznego limitu znakomitej większości drukarek 3D klasy amatorskiej lub desktopowej.
Tym samym w technologii FDM / FFF możemy dokonać następującego podziału materiałowego:
Amatorskie
PLA
PETG
ASA
ABS (ale bez specjalnych oczekiwań)
Desktopowe
PLA
PETG
ASA
ABS
HIPS
PP
TPU
PCABS
PA12 (ale bez specjalnych oczekiwań)
Przemysłowe
PLA
PETG
ASA
ABS
HIPS
PP
TPU
PCABS
PA6 / PA12
PC
PEEK
Ultem
Oczywiście znajdą się tacy użytkownicy amatorskich drukarek 3D, którzy stwierdzą i udowodnią ponad wszelką wątpliwość, że są w stanie z powodzeniem drukować na tanich Enderach 3 z ABS, TPU, a nawet poliamidu, ale aby to osiągnąć niezbędne jest wprowadzenie szeregu modyfikacji i usprawnień do oryginalnych konstrukcji. Na domyślnych – „pudełkowych” wersjach będzie to ekstremalnie trudne lub niemożliwe.
Po czym poznać czy drukarka 3D jest przemysłowa?
Przemysłowa drukarka 3D musi posiadać następujące funkcjonalności:
- szczelnie zamkniętą i podgrzewaną komorę roboczą – to nie mogą być drzwiczki z pleksi z kilkumilimetrowymi prześwitami, a do podgrzewania komory roboczej musi być wykorzystywany niezależny system; jeżeli komora jest podgrzewana „przez stół roboczy”, to mamy do czynienia z przeskalowaną wersją drukarki 3D klasy desktopowej
- wysokowydajny ekstruder z czujnikiem przepływu filamentu – czym innym jest czujnik przepływu filamentu przed ekstruderem (w taki wyposażone są średniej jakości chińskie drukarki 3D klasy amatorskiej), a czym innym czujnik wewnątrz ekstrudera, pauzujący drukarkę 3D w momencie gdy filament zablokuje się w głowicy; pierwszy rodzaj czujnika wykryje tylko i wyłącznie fakt, że materiał skończył się na rolce – to przydatna funkcjonalność, ale nie rozwiązuje dużo bardziej powszechnych problemów z blokowaniem się filamentu w głowicy drukującej
- własny system podgrzewania filamentu w szpuli – wysokowydajne tworzywa jak poliamidy czy poliwęglany są mocno higroskopijne i należy je suszyć – i przed i w trakcie druku 3D
- przemysłowa drukarka 3D nie może być tania – urządzenia kosztujące po „kilkadziesiąt” tysięcy złotych są wciąż urządzeniami klasy desktopowej, bez względu na ich opis na stronie producenta.
Największą zaletą technologii FDM / FFF jest jest niska cena drukarek 3D i materiałów eksploatacyjnych. To najbardziej przystępna cenowo metoda przyrostowa. Jej największą wadą jest najsłabsza jakość powierzchni spośród wszystkich pozostałych oraz spore ograniczenia w obszarze geometrii. Jeżeli stosuje się drukarkę 3D z jedną głowicą, struktury podporowe należy usuwać ręcznie – czasem może okazać się to niemożliwe (bo podpory są wewnątrz modelu lub ich usunięcie grozi uszkodzeniem modelu 3D). Drukarki 3D z dwiema głowicami, pozwalają na druk 3D z materiału podporowego rozpuszczalnego w wodzie (PVA, HIPS lub inne). Niestety są one bardzo drogie (ok. 5 razy więcej od standardowych tworzyw) i ich rozpuszczanie nie jest wcale tak proste jak może się wydawać. Tak naprawdę rozpuszczalne supporty mają sens wyłącznie w przypadku maszyn klasy przemysłowej.
Tworzywa sztuczne: SLS lub MJF
Użytkownicy poszukujący wysokiej jakości wydruków z tworzyw sztucznych o praktycznie dowolnych geometriach, powinni skupić się na technologiach proszkowych jak SLS lub MJF.
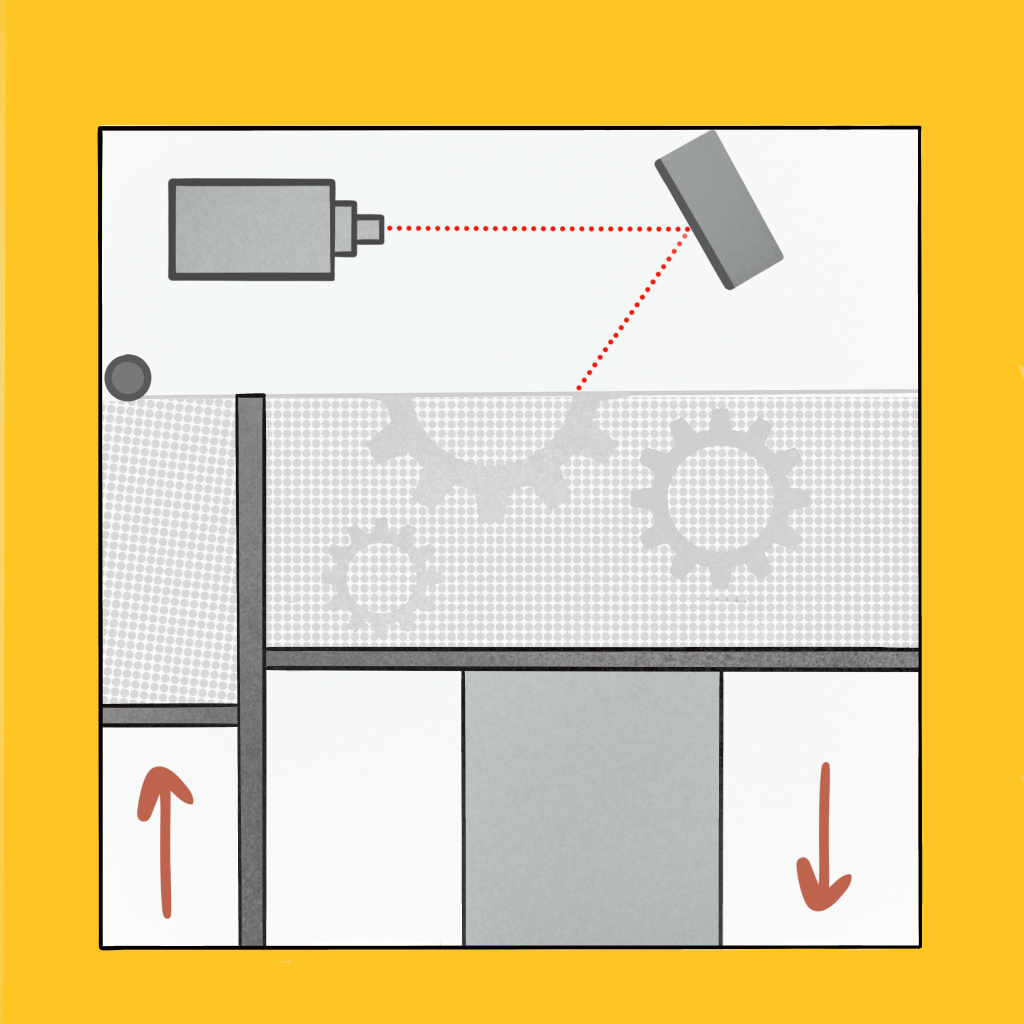
SLS jest technologią proszkową, co sprawia że w przeciwieństwie do innych metod przyrostowych nie trzeba stosować struktur podporowych (podporami jest po prostu niespieczony proszek, który jest usuwany z wydruku), a modele można dowolnie orientować względem siebie i piętrować (użytkownik nie jest ograniczony powierzchnią stołu roboczego XY, lecz może do maksimum wykorzystać oś Z). Nadaje to tej technice wysoką wydajność (można produkować naraz wielokrotnie więcej części) i swobodę organizowania produkcji.
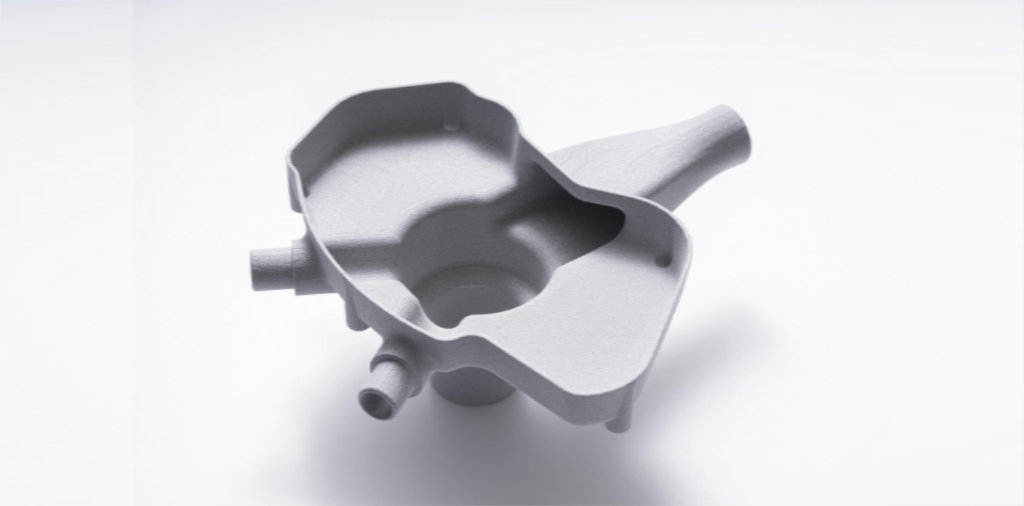
Równocześnie wydruki 3D wykonane w technologii SLS oferują doskonałą jakość powierzchni i umożliwiają produkcję dowolnej geometrii (tak naprawdę jedynym ograniczeniem są bardzo cienkie ścianki na poziomie np. 0,5 mm).
Ograniczeniem tej metody są materiały. Tak naprawdę mamy do dyspozycji tylko trzy:
- poliamid PA12 (nylon)
- kompozyty PA12:
- PA 3200 GF – poliamid wzmocniony szkłem
- PA2241 FR – materiał ognioodporny
- Alumide – poliamid z domieszką aluminium
- TPU (materiał elastyczny).
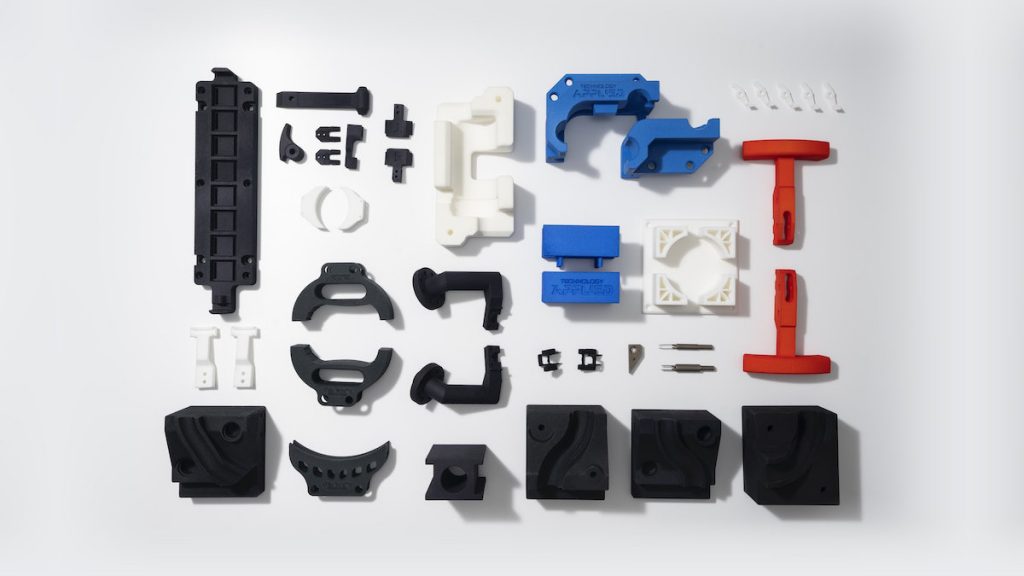
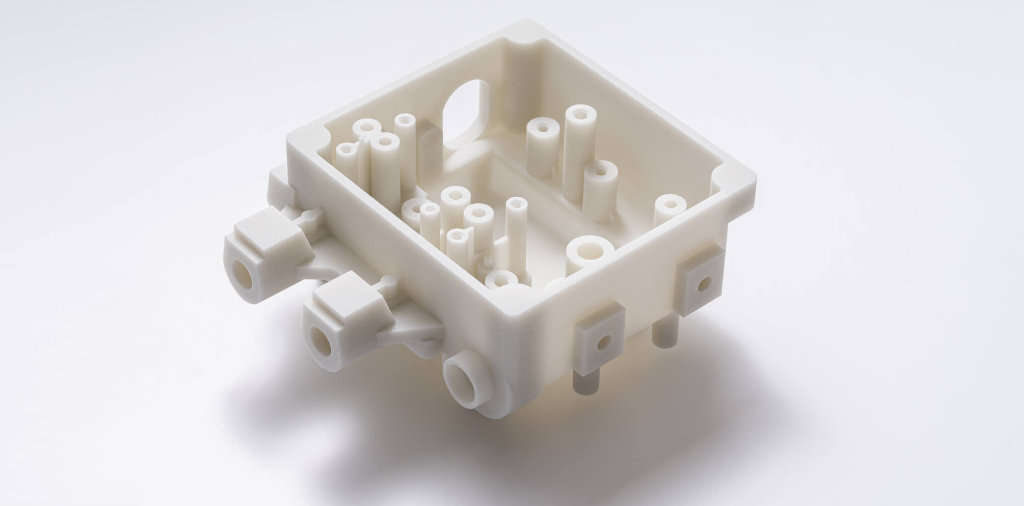
Materiał PA12 jest bardzo wytrzymały i posiada dużą sprężystość (ale nie jest elastyczny!), co sprawia, że jest bardziej odporny na złamania i uderzenia. Wydruki 3D można barwić na dowolny kolor sprayami lub zanurzeniowo. Dzięki dużej wydajności produkcyjnej, wiele światowych koncernów produkcyjnych wykorzystuje druk 3D SLS do produkcji końcowych części wykorzystywanych w wielu produktach użytku codziennego – począwszy od obudów lub elementów konstrukcyjnych, a skończywszy na specjalistycznym wyposażeniu np. samochodów, samolotów czy taboru kolejowego.
Wydruki 3D posiadają jakość powierzchni i możliwości geometryczne, które nie są możliwe do osiągnięcia w przypadku większości drukarek 3D typu FDM / FFF. Niestety mają dwie istotne wady:
- wspomniane ograniczenia materiałowe – w SLS nie wydrukujemy nic z ABS, PETG czy PC
- wysokie ceny maszyn – tak naprawdę zakup klasowej drukarki 3D typu SLS o charakterze przemysłowym to wydatek rzędu 1 mln PLN wzwyż…
Jeśli chodzi o ceny, to drogie są maszyny, materiał (aby było to opłacalne, warto zamawiać duże ilości) i eksploatacja (zużywają dużo energii elektrycznej i wymagają zasilania siłowego). Dodatkowo maszynom tego typu należy zapewnić odpowiednie warunki pracy – przystosowaną halę przemysłową, właściwą temperaturę i wilgotność oraz dużo dodatkowego osprzętu. Dla wielu firm inwestycja w SLS lub MJF może okazać się nieopłacalna lub wręcz niemożliwa.
Aby korzystać z zalet i przewag technologii SLS (oraz innych drogich metod przemysłowego druku 3D), warto rozważyć skorzystanie z usług firm, które posiadają przemysłowe drukarki 3D i drukują na zamówienie. Zwykle ich parki maszynowe są zoptymalizowane do ciągłej produkcji części, dzięki czemu koszty są niskie i ceny usług bardzo atrakcyjne. Ciekawym rozwiązaniem może być też zakup taniej desktopowej drukarki 3D typu FDM / FFF i drukowanie za jej pomocą pierwszych, surowych wersji produktów, aby później wykonać je na przemysłowej drukarce 3D w doskonałej jakości – np. w technologii SLS.
Aby skorzystać z usług druku 3D:
WYŚLIJ SZYBKIEGO E-MAILA:
[email protected]
lub przejdź do:
FORMULARZA ZAPYTANIOWEGO
Źródło: www.3dprintingcenter.net