

3D Vario to nowy producent filamentu do niskobudżetowych drukarek 3D, pracujących w technologii FDM. Firma po raz pierwszy pojawiła się „publicznie” na ostatnich Dniach Druku w Kielcach (a przynajmniej ja wcześniej nie natrafiłem na żadne informacje o niej). Oprócz produkcji PLA i ABS w ofercie 3D Vario można znaleźć drukarki oraz długopisy 3D. Ja biorę dzisiaj na warsztat filament PLA. Jak się z niego drukuje i czy wart jest uwagi przekonacie się z poniższego tekstu.
Filament PLA dostępny jest w szerokiej gamie kolorystycznej. Aktualnie na stronie producenta jest jedenaście kolorów (black, blue, dark green, gold, red, orange, pink, silver, transparent, white, yellow fluo). Materiał sprzedawany jest na szpulach 0,85 kg w promocyjnej cenie 55 zł (obniżka z 65 zł), aczkolwiek mam wrażenie, że w chwili rozpoczęcia testu materiał był sporo droższy. Przy obecnej cenie wychodzi około 65 zł za kilogram.
Do testów otrzymałem szpulę filamentu PLA o średnicy 1,75 mm (tylko takie są dostępne), w kolorze silver. Kontrolny pomiar średnicy na losowych odcinkach, wykazywał wahania w zakresie 1,69-1,77 mm z wyraźną tendencją na 1,71 mm.
Wszystkie testy wykonane były na drukarce 3D Gence One z naklejoną na stole podkładką COROPad, która pozostała mi jeszcze po poprzednim teście. Pliki przygotowywane były, na omawianym jakiś czas temu przeze mnie, oprogramowaniu Simplify 3D.
Zostawcie Titanica

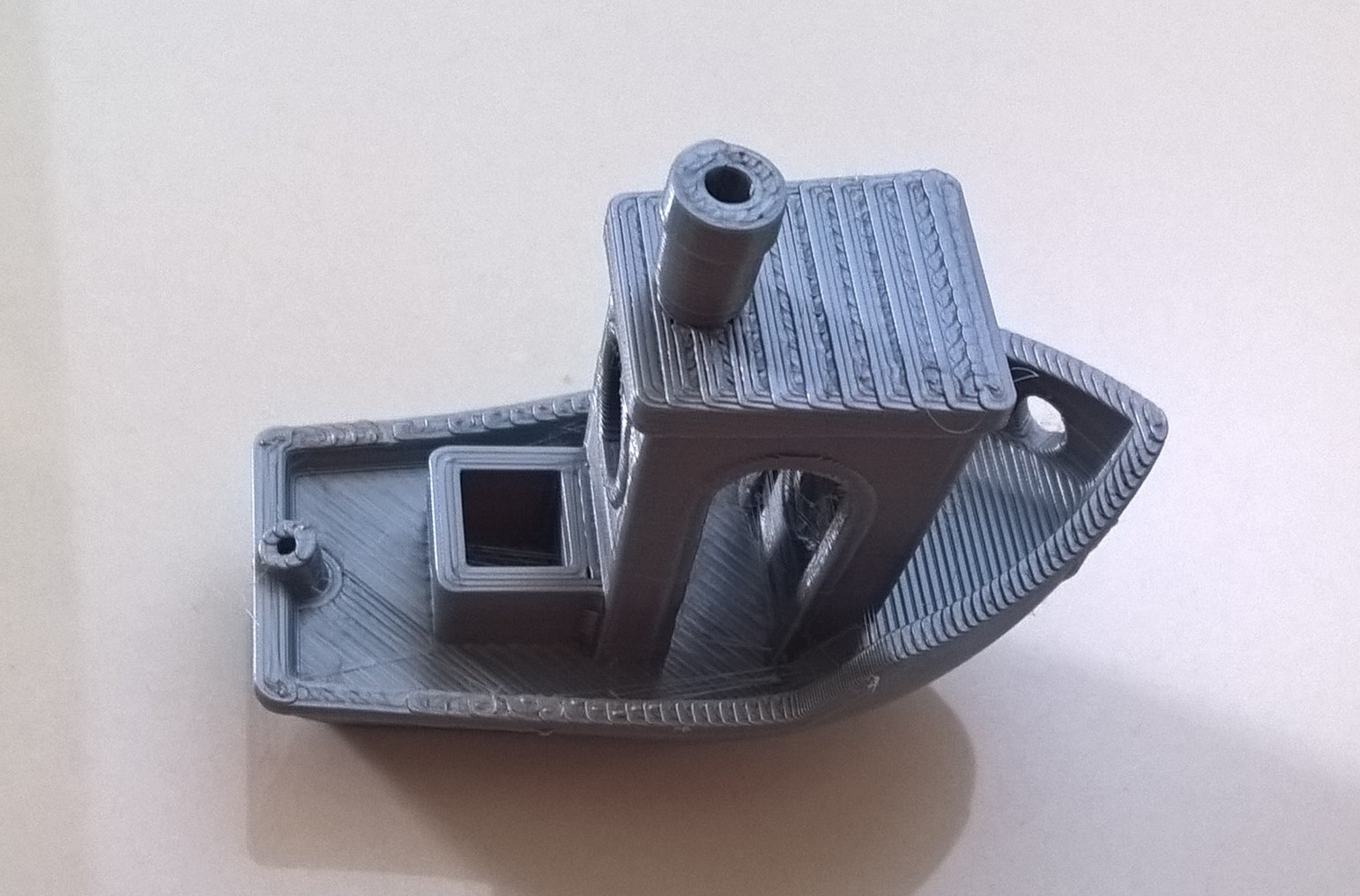
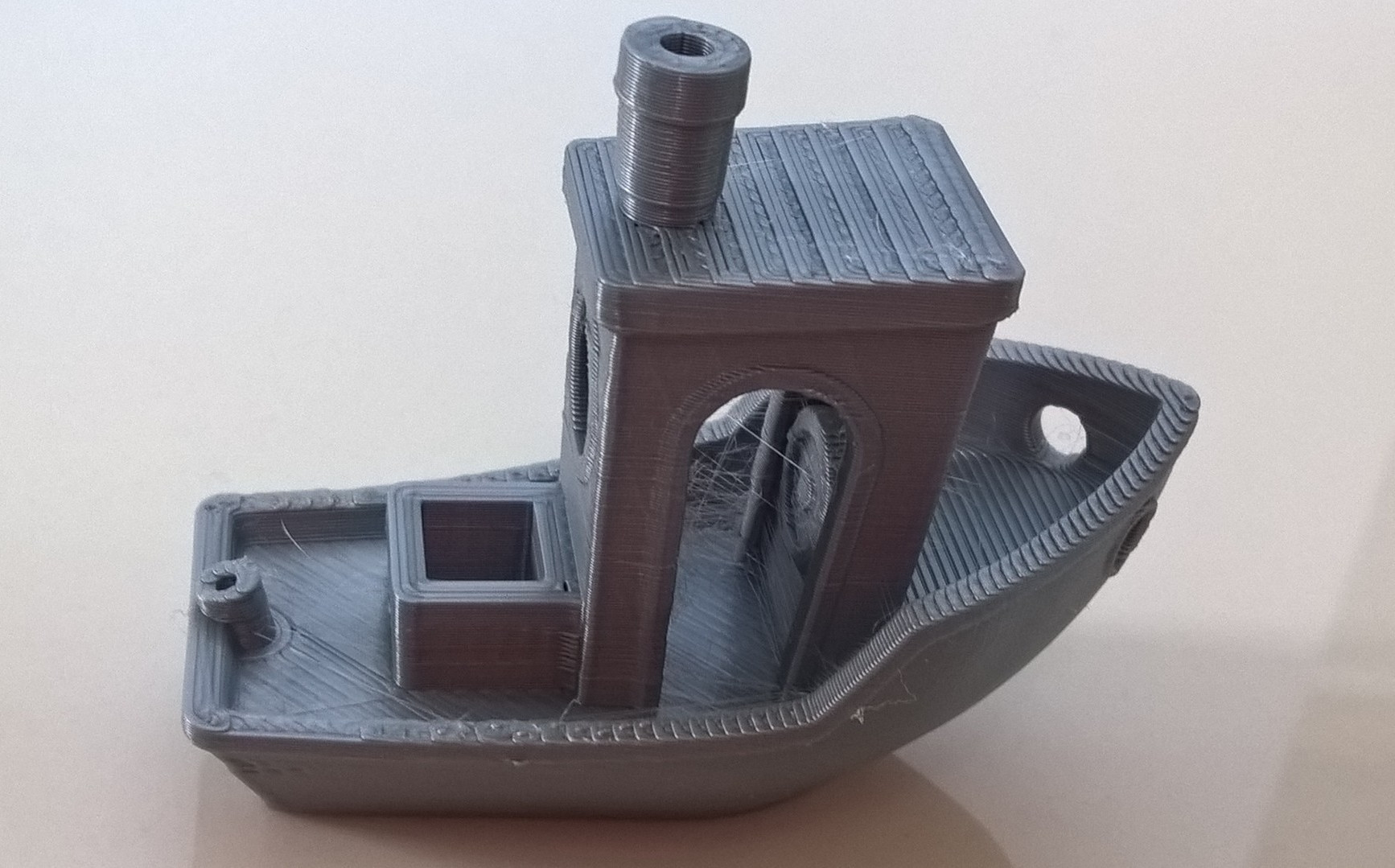
Na pierwszy ogień, tradycyjnie, poszedł wydruk 3DBenchy. Wydruk na standardowych ustawieniach, czyli wypełnienie 15%, warstwa 0,2 mm oraz trzy pełne obrysy. Temperatura stołu 50ºC, a temperatura głowicy 200ºC (producent zaleca temperatury 190-210ºC, więc przyjąłem wartość środkową). W czasie druku obyło się bez żadnych niespodzianek i problemów. Wydruk wyszedł całkiem poprawnie, ale do ideału mu trochę jednak brakuje. Pojawiły się lekkie nawisy filamentu w okolicach daszku, od strony zewnętrznej statku oraz całkiem spora ilość „babiego lata”. Przy okazji okazało się, że srebrny kolor prezentuje się naprawdę bardzo fajnie.
Hit this man



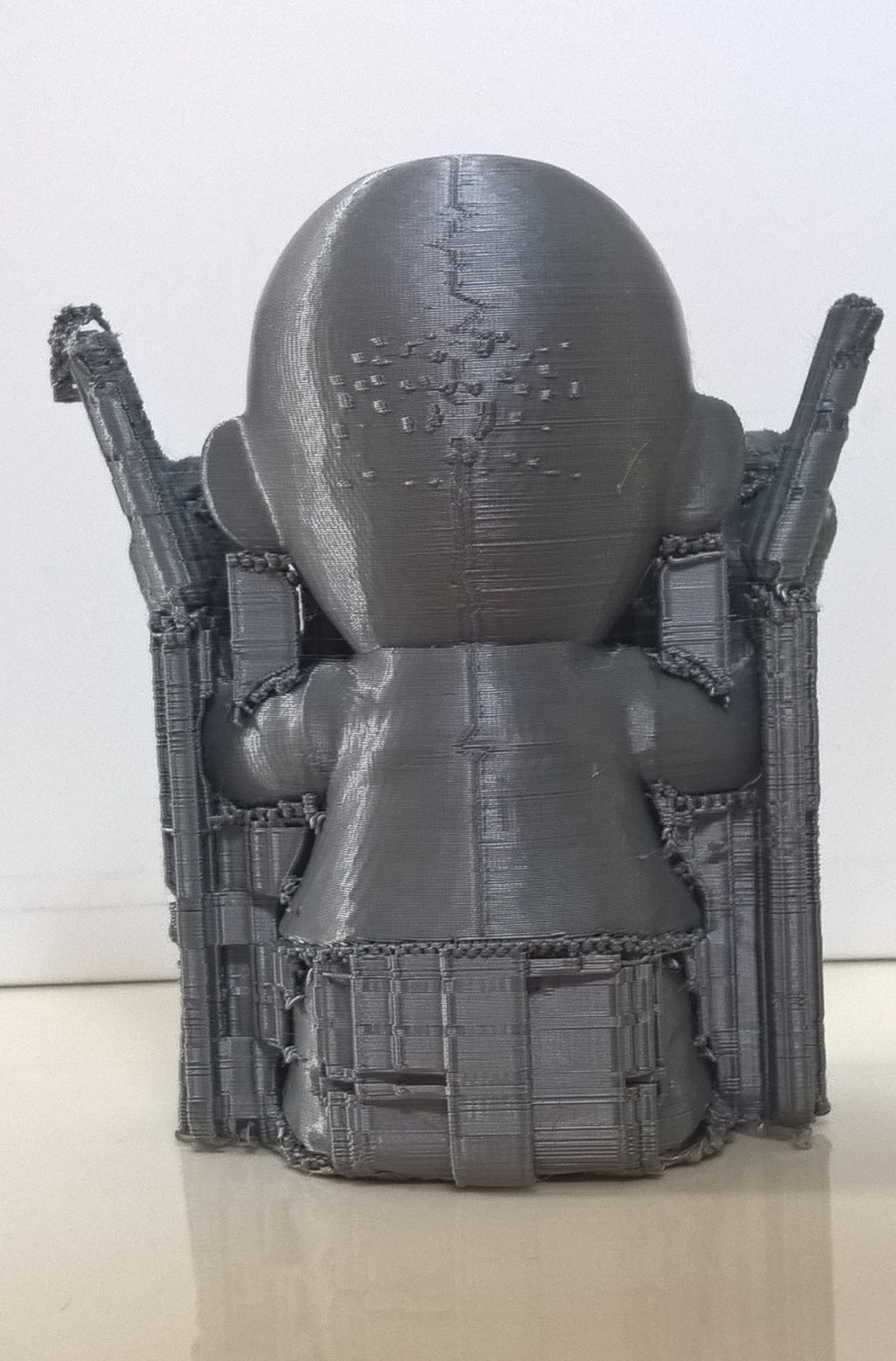
Kolejny wydruk to figurka Hitmana, popularnego bohatera gier. Przy okazji udało się przetestować wydruk z supportami. Figurka wyszła całkiem nieźle (lepiej niż widać na zdjęciach), aczkolwiek nie udało się wydrukować tłumików do broni. Te odpadły dość szybko. Z kolei w trakcie usuwania supportów nasz bohater stracił część krawata. Kropki z tyłu głowy, są efektem niedokładnego wydrukowania kodu kreskowego, który jest znakiem rozpoznawczym Hitmana. Nie został on niestety „uchwycony” w wydruku w tej skali i przy pomocy dyszy 0,5 mm. Pomimo wydruku z PLA supporty usunąłem bez najmniejszych trudności, co można zaobserwować na poniższym filmie
V8 to to nie jest

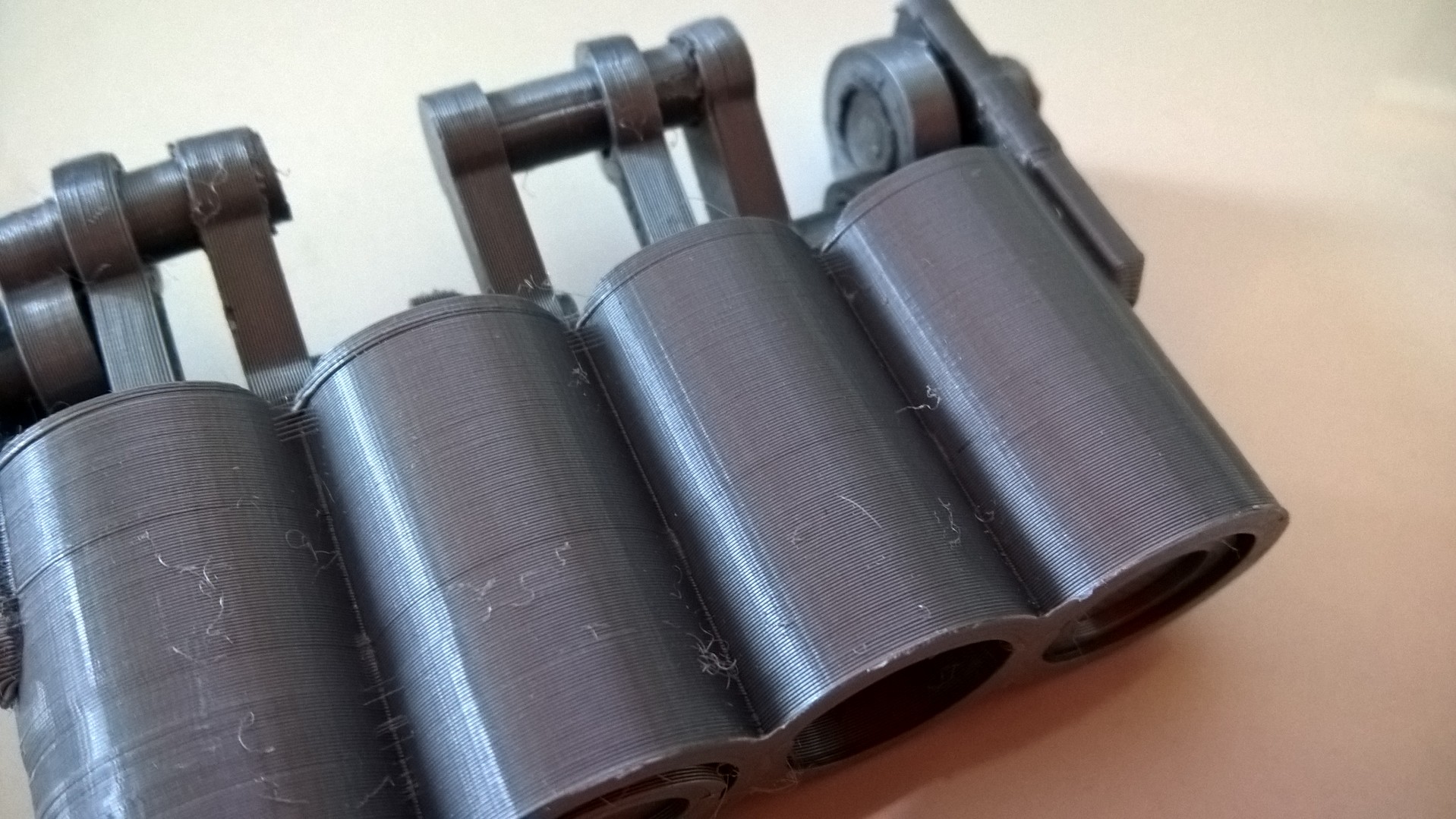
Kolejny test to wydruk modelu, który można złożyć i wprawić w ruch. Wybrałem model silnika czterocylindrowego. Wydruk przebiegł bez żadnych niespodzianek. W końcowym efekcie ponownie pojawiło się całkiem sporo „babiego lata”. Przy odrywaniu wydruku od stołu okazało się, że spojenie warstw jest całkiem słabe i kilka pierwszych warstw zostało na stole wraz z brimmem (najprawdopodobniej należy jednak zwiększyć temperaturę druku, ale o tym w kolejnym teście poniżej). Pierwszy raz zacząłem żałować wyboru tego modelu, zaraz po rozpoczęciu składania. Okazało się, że czeka mnie naprawdę dużo szlifowania pilnikiem. Nie jest to wprawdzie wina filamentu (w tym samym czasie drukowałem ten sam obiekt na innej drukarce i innym filamentem), a samego modelu lub skurczu materiału. Nie było to lekkie dotarcie elementów, ale naprawdę porządne skrawanie, więc raczej skłaniałbym się bardziej ku teorii o słabym spasowaniu elementów modelu. Całą batalię również możecie prześledzić na poniższym materiale wideo
Co jest kluczem do sukcesu?

Ostatni wydrukowany przeze mnie element, to bardzo popularny model klucza. Pomimo małych podejrzeń co do słuszności stosowania temperatury 200 st. C postanowiłem jeszcze raz spróbować wydruku w tych warunkach. Okazało się jednak, że temperatura jest za niska. W trakcie próby „uruchomienia” klucz bardzo szybko pękł wzdłuż warstw. W następnej próbie zastosowałem już temperaturę 210ºC i ten wybór okazał się słuszny. Wyprodukowany w ten sposób model wykazał się wymaganą wytrzymałością. Jestem nawet skłonny zaryzykować wniosek, że optymalnym byłby wydruk nawet w temperaturze 215ºC, co jest wartością dość wysoką zważywszy na fakt, że mamy do czynienia z PLA. Dziwna, dodatkowa warstwa, która pojawiła się na umieszczonym na kluczu napisie, jest wynikiem kombinacji tego konkretnie modelu z tym konkretnie slicerem. Sprawdziłem inną wersję klucza i warstwa nie pojawiała się. Z kolei ten sam model na innym slicerze również nie powodował jej generowania.
Podsumowanie
Z filamentu drukuje się całkiem przyzwoicie. Trzeba jednak pamiętać o stosowaniu górnej granicy temperatury zalecanej przez producenta. Poza tym, w czasie drukowania, pojawia się sporo drobniuteńkich pajęczynkę, które dość uciążliwie się usuwa. Filament nie wyróżnia się niczym szczególnym, ale też ciężko w nim znaleźć jakieś poważniejsze wady. Krótko mówiąc jest to standardowy materiał dostępny w standardowej cenie. Wcale nie oznacza to niczego złego.


