W poprzednim odcinku Akademii Druku 3D Canon opisywaliśmy przykład wykorzystania fotopolimerowej technologii druku 3D MJP w firmie Artur Monse, specjalizującej się w produkcji odlewanych ciśnieniowo z cynku części. Dzięki maszynie ProJet 2500 firma rozpoczęła tworzenie skomplikowanych i precyzyjnych prototypów produkowanych przez siebie detali, przyspieszając procesy produkcyjne o 10%. Dziś prezentujemy kolejne dwa wdrożenia technologii MJP, które ponownie poprawiły efektywność pracy przedsiębiorstwa, jak również pozwoliła na produkcję finalnych produktów, ponownie przyspieszając czas ich wprowadzenia na rynek.
Pochodząca z Wielkiej Brytanii firma Rivertrace Engineering specjalizuje się w produkcji oprzyrządowania do badań ropy i wody dla sektorów morskiego i przemysłowego. Firma funkcjonuje na rynku od 30 lat i posiada 28 placówek na całym świecie – w Europie, Ameryce Północnej oraz na Bliskim i Dalekim Wschodzie.
Technologia MJP przyspiesza proces projektowania nowych rozwiązań
Podobnie jak w przypadku firmy Artur Monse, Rivertrace Engineering stanęło przed problemem nadmiaru zamówień, których nie było w stanie zrealizować w terminie. Firma wykorzystywała tradycyjne metody produkcji, które sprawiały że stworzenie zwykłego prototypu trwało od kilku tygodni do kilku miesięcy. Produkowane detale musiały charakteryzować się wysoką dokładnością wymiarową oraz stosunkowo skomplikowaną geometrią. Nie bez znaczenia był też aspekt ekonomiczny – długi czas wytworzenia produktów wydłużał koszty projektu, podobnie jak konieczność stosowania drogich narzędzi potrzebnych do ich stworzenia.
Dotychczasowy proces przygotowywania nowych rozwiązań polegał na przesyłaniu rysunków technicznych 2D, do współpracujących z firmą warsztatów oraz narzędziowni, które produkowały finalny detal. Wykonany prototyp był następnie montowany w finalnym produkcie, który trafiał do testów. Po przetestowaniu był on zwykle poprawiany i odsyłany do pracowni projektowej w celu wprowadzenie zmian konstrukcyjnych, lub w skrajnych przypadkach – całkowitego przeprojektowania. Zwykle proces zmian obejmował od dwóch do pięciu iteracji, przy czym każda z nim trwała nawet do sześciu tygodni. Przy pięciu iteracjach czas opracowania nowego produktu mógł wydłużyć się aż do ponad pół roku, co w środowisku biznesowym, w którym operowała firma było olbrzymią przeszkodą w skutecznym rozwoju biznesu.
Alternatywą – jak zawsze, okazały się technologie przyrostowe. Rivertrace Engineering skontaktowało się z Canon UK, które od 2015 r. prowadziło dystrybucję produkcyjnych drukarek 3D Systems. Po przeprowadzeniu rozmów oraz zleceniu testów w postaci wydruków próbnych, wybór padł na technologię MJP, czyli drukowanie z fotopolimerów utwardzanych światłem UV, imitujących tworzywa sztuczne. Dokładność wyprodukowanych detali o minimalnej wysokości warstwy na poziomie do 0,016 mm oraz możliwość budowania praktycznie dowolnie skomplikowanych geometrii sprawiło, że Rivertrace Engineering, znalazło idealną odpowiedź na problemy, z którymi się borykało. Czas wyprodukowania prototypu został zmniejszony z kilku tygodni do maksymalnie kilkunastu godzin, co stanowiło prawdziwą rewolucję pod względem prowadzenia procesów produkcyjnych w firmie.
Produkcja finalnych detali użytkowych
Innym przykładem wykorzystania technologii MJP jest wdrożenie maszyn 3D Systems w norweskiej firmie FossTech. Założona w 1997 roku firma dostarcza mechatronikę na rynki: morski, geologiczny (seismic), militarny, energii odnawialnej, komunikacji i elektroniczny. Początkowo specjalizowała się w tworzeniu krótkich serii produkcyjnych oraz prototypów. Obecnie zajmuje się masową produkcją skomplikowanych, niewielkich elementów mechatronicznych, jak również okablowania i różnego rodzaju specjalistycznych łączników elektronicznych. Wiele produktów firmy powstaje przy użyciu tradycyjnych form wytwórczych, m.in. formowania wtryskowego, za pomocą którego są tworzone obudowy.

Podobnie jak w przypadku Artur Monse i Rivertrace Engineering, FossTech stanęło przed koniecznością przyspieszenia procesów produkcyjnych oraz zmniejszenia kosztów produkcji detali. Przy okazji firma odkryła, że może z powodzeniem wykorzystywać technologie przyrostowe do tworzenia finalnych produktów, z których na co dzień będą korzystać jej klienci.

Jatronic AS – firma córka FossTech, od końca lat 90-tych produkuje popularne adaptery PTT (push to talk), wykorzystywane w branży morskiej i lotniczej. Ich cechami jest wytrzymałość, świetna transmisja dźwięku z radia do słuchawek oraz możliwość swobodnego używania przy użyciu rękawic ochronnych.

Problemem firmy były zamówienia na niskie serie spersonalizowanych produktów. Nominalnie, minimalna wysokość zamówienia wynosiła 50 szt., jednakże ich cena nie była tak atrakcyjna jak w przypadku wyższych wolumenów. Produkcja mniejszej liczby adapterów w ogóle nie wchodziła w grę, gdyż koszty ich wytworzenia były na tyle wysokie, że żaden klient nie zdecydowałby się na ich zakup. Tymczasem zdarzali się klienci, którzy potrzebowali zakupić zaledwie 5 szt. urządzeń.

Dzięki wdrożeniu technologii MJP dostarczanej przez Canon, Jatronic jest w stanie wyprodukować nawet jedną sztukę adaptera na zamówienie, w czasie nie dłuższym niż dwa tygodnie – i to licząc od chwili wpłynięcia pomysłu / zamówienia, do chwili dostarczenia gotowego produktu do rąk klienta. Co więcej, druk 3D pozwala na dowolne modyfikacje w projekcie – począwszy od drobnych rzeczy jak umiejscowienie logo klienta na obudowie adaptera, po poważne zmiany konstrukcyjne jak zmienianie rozmiaru przycisków lub ich położenia.
ProJet 5500X
ProJet 5500X jest największą fotopolimerową drukarką 3D pracującą w technologii MJP, w ofercie Canon. Obszar roboczy urządzenia to 518 x 381 x 294 mm. Podobnie jak w przypadku pozostałych urządzeń w tej serii, oprócz materiału budulcowego imitującego różnego rodzaju tworzywa sztuczne jest także nanoszony materiał podporowy, w postaci wytapialnego wosku. Najważniejszą cechą ProJeta 5500X jest możliwość równoczesnego druku 3D z dwóch materiałów budulcowych jednocześnie oraz opcja mieszania tych materiałów między sobą na poziomie mikronów.

Jak już opisywaliśmy to w artykule wprowadzającym do technologii MJP, materiał modelowy w postaci mikroskopijnych kropel natryskiwany jest na stół roboczy. W przypadku dwóch materiałów modelowych model może być wykonywany poprzez odpowiednie umieszczanie kropel obydwu materiałów modelowych w specjalnie zaprojektowanych schematach. Im więcej kropel jednego z polimerów będzie stanowiło o objętości modelu, tym będzie on miał bardziej podobne do niego charakterystyki materiałowe.
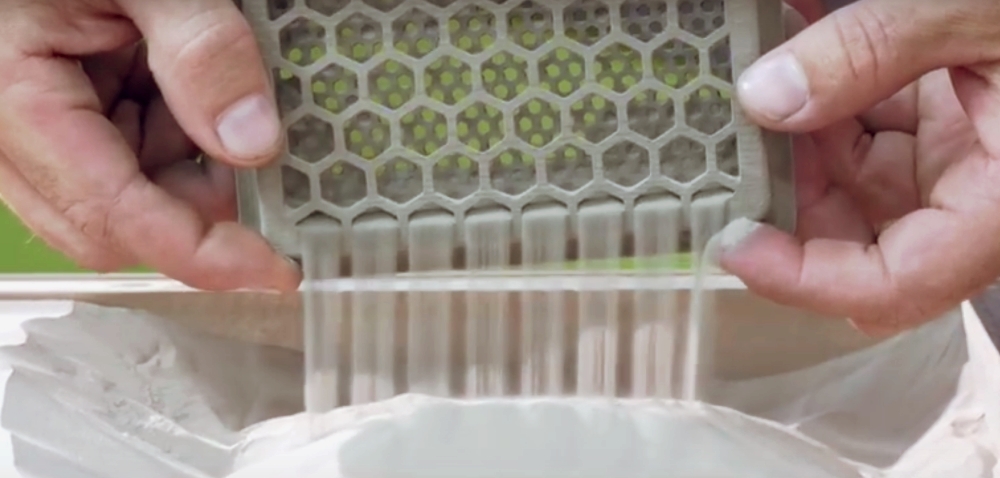
Dzięki takiemu rozwiązaniu otrzymujemy ponad 100 kombinacji kompozytowych, łączących właściwości bazowych materiałów. Możemy np. wydrukować bezbarwny i sztywny element z czarnymi znacznikami lub gumowymi uchwytami. Szczególnie przydatne staje się to np. w badaniu przepływów i funkcjonalności zbiorników, gdzie oprócz możliwości badania wzrokowego możemy odczytać dokładnie wartości zaznaczone na modelu. Tworzenie na narzędziach powierzchni gumowej daje nam natomiast zarówno lepszy chwyt jak i zapewnia delikatną, miękką powłokę na elemencie mocującym. Dzięki temu otrzymujemy narzędzia – sprawdziany kształtu czy elementy pozycjonujące, które nie porysują części nad którą pracujemy.
5500X jako jedyna technologia przyrostowa, dzięki której możemy drukować detale o warstwach o wysokości zaledwie 13 mikronów. W chwili obecnej ProJet 5500X wykorzystuje cztery materiały modelowe z rodziny VisiJet C:
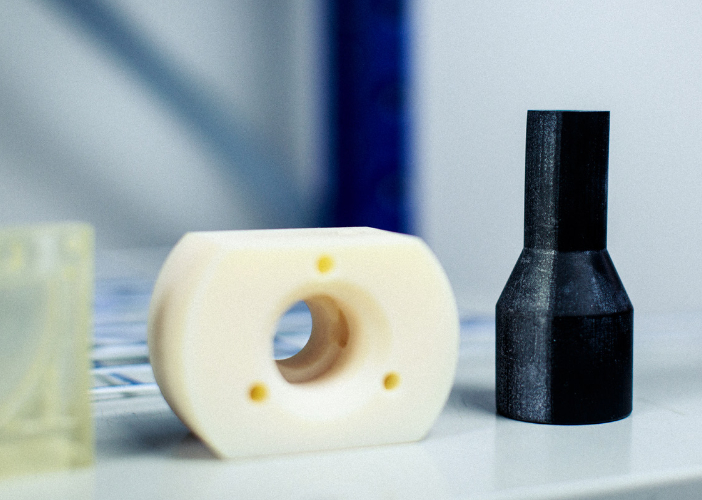
- VisiJet CR-CL (Rigid Clear) – sztywny, bezbarwny
- VisiJet CR-WT (Rigid White) – sztywny, w kolorze białym
- VisiJet CE-NT (Elastomeric Natural) – imitujący gumę, w kolorze bursztynowym
- VisiJet CE-BK (Elastomeric Black) – imitujący gumę, w kolorze czarnym.