Moje ostatnie udziały w różnego rodzaju eventach nie związanych z branżą druku 3D (niesławna wycieczka do parku, Lodz Design Festival czy SUMO CHALLENGE w Manufakturze) zaowocowały pewną ciekawą obserwacją. Otóż każda osoba mająca styczność z drukiem 3D po raz pierwszy w życiu (czyt. z niskobudżetowym FDM), zdaje się być zdruzgotana informacją, że wydruki na drukarkach 3D potrafią trwać… godziny. Co poniektórzy silą się na kreatywność i z miną znawcy wygłaszają tyrady na temat, jak można by znacząco przyspieszyć cały proces (moim faworytem jest Pan chcący topić żyłkę plastiku laserem). Oczywiście cała dyskusja na ten temat jest czcza. FDM – który i tak jest jedną z najszybszych technologii druku 3D, ma swoje naturalne ograniczenia związane ze specyfiką używanego materiału. ABS, PLA i inne termoplasty mają określoną temperaturę topienia, zastygania i skurczu, co determinuje prędkość całego procesu. Poza tym przyspieszenie druku 3D zawsze odbywa się kosztem jego jakości. Co niestety odkrywa się dopiero w praktyce… Prowadzi nas to do meritum niniejszego artykułu, a więc typowego dylematu drukarza 3D: czy drukować dany model szybko, czy ładnie…?
Na wstępie chciałbym pominąć oczywiste przykłady modeli, które mają charakter ściśle użytkowy i nie wymagają również jakiejś specjalnej wytrzymałości. Typowym przykładem tego typu obiektu może być chwytak na Laywoo-D, który prezentowałem w niedawnym manifeście o nienawiści do druku 3D:

Przy tego typu wydrukach, jakość ma znaczenie drugo- lub wręcz trzeciorzędne. Model ma pasować do określonego urządzenia lub innego elementu konstrukcyjnego i działać – wysokość drukowanej warstwy czy estetyka powierzchni lub krawędzi jest bez znaczenia. Jednak w momencie gdy tego typu detal miałby być wytrzymały i poddawany jakimś obciążeniom fizycznym lub mechanicznym nie byłoby drogi na skróty. Co prawda wysokość warstwy nadal byłaby obojętna, ale kluczowe byłyby szybkość wydruku oraz procent wypełnienia modelu – im wyższy, tym wyższa byłaby wytrzymałość. Innymi słowy, chcąc mieć mocny wydruk, trzeba uzbroić się w cierpliwość.
W przypadku modeli „wizerunkowych” lub pokazowych, ewentualnie tam gdzie estetyka wydruku po prostu ma znaczenie, jesteśmy zmuszeni podejmować decyzje, których składowymi są czas i jakość powierzchni modelu. Zasadniczo możemy drukować z trzema rodzajami dokładności: 0,3, 0,2 lub 0,1 mm. Pierwsza od razu odpada, ponieważ nie zagwarantuje nam tego czego oczekujemy. Pozostają dwie – i to spośród nich musimy dokonać wyboru. Jeżeli chcemy drukować modele proste i małe (powiedzmy 6 x 6 cm), nie ma to większego znaczenia – możemy domyślnie ustawiać warstwę 0,1 mm i puszczać 2,5-3 godzinny wydruk. Problem robi się przy naprawdę dużych wydrukach sięgających kilkunastu cm w którejś z osi.
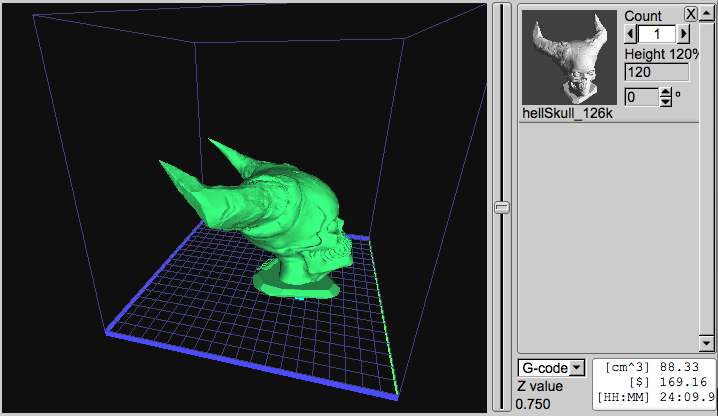
W ramach eksperymentu skalkulowałem czasy wydruku dla bardzo popularnego ostatnimi czasy modelu Piekielnej Czaszki z Thingiverse. W KISSlicerze ustawiłem wysokość modelu na 12 cm (ok. 16 cm szerokości) i warstwę 0,1 mm. Nie ustawiałem supportów (choć nie jest to łatwe, model da się wydrukować bez podpór), użyłem też dość niewielkiego wypełnienia na poziomie 10%. Estymowany czas druku 3D… 24h 09 min. Wartość skalkulowana dla prędkości 100 mm/sek., a wiadomo, że prędkość druku byłaby niższa, aby uzyskać dobrą jakość – szczególnie w przypadku druku 3D tego modelu bez podpór.
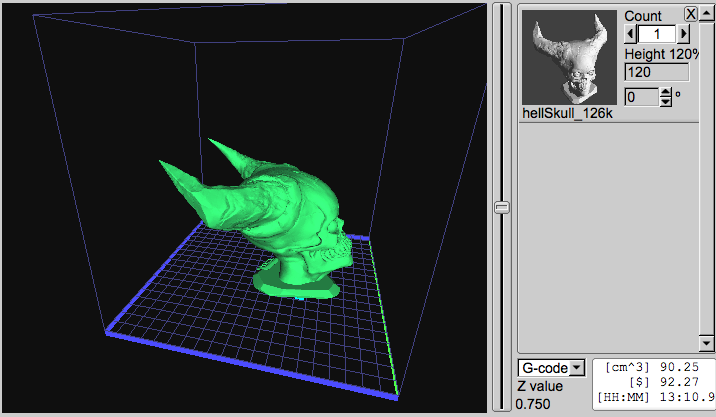
Co się stanie gdy zwiększymy wysokość warstwy do 0,2 mm? 13h i 10 min. Prawie dwa razy krócej.
Gdy dodamy do tego supporty, czasy wydłużą się niemiłosiernie… Dla warstwy 0,1 mm są to 32h i 45 min., natomiast dla warstwy 0,2 mm – 17h 56 min. Wszystko kalkulowane dla druku 3D w pełnej prędkości 100 mm/sek.
Reasumując, nawet przy tak mało poważnym wydruku jakim jest czaszka z rogami o wymiarze „zaledwie” XYZ: 16 x 16 x 12 cm (gdzie oś Y to tylko maksymalny rozstaw górnej części rogów) czas pracy drukarki 3D to grubo ponad jeden dzień pracy, czy też jednej ośmiogodzinnej zmiany. Koszt takiego wydruku to min. kilkaset złotych, choć w przypadku wydruku na warstwie 0,1 mm kwota zdecydowanie musiałaby mieć już trzy zera. Aby móc zrealizować taki wydruk konieczne jest pozostawienie drukującej drukarki 3D na noc. A tutaj niestety musimy mieć już pełne zaufanie do naszego sprzętu, jak również dużo wiary w to, że nic się po drodze nie popsuje, np. w tak głupi i nieprzewidywalny sposób, jak w opisywanym niedawno przeze mnie druku 3D z drewna, po którym znienawidziłem (po raz kolejny) tą technologię.
Chcąc zatem drukować rzeczy ładne, musimy uzbroić się w cierpliwość. Czas nigdy nie będzie tutaj naszym sprzymierzeńcem i często będzie trzeba chodzić na kompromisy.

Na koniec tych rozważań chciałbym jeszcze podzielić się taką refleksją, że bardzo śmieszą mnie zapytania początkujących użytkowników drukarek 3D o urządzenia o obszarze roboczym na poziomie 30 – 40 czy nawet 50 cm w danej osi. Przecież wydrukowanie modelu o wymiarach 20 x 30 x 40 cm i warstwie 0,2 mm to minimum jeden dzień pracy. W trakcie tych co najmniej dwudziestu czterech godzin, może wydarzyć się naprawdę mnóstwo rzeczy, które zrujnują nasz wydruk i cały proces trzeba będzie powtarzać od nowa. O tym co może się stać pisałem wielokrotnie – przerwa w napięciu, zaplątanie się nitki filamentu, zerwanie lub skończenie się filamentu, odkształcenie się wydruku i odklejenie od podłoża, w końcu awaria samej maszyny. Ryzyko niepowodzenia jest duże, mimo to ludzie nieświadomi tych wszystkich niuansów dążą za wszelką cenę do próby realizacji swojego wyobrażenia na temat druku 3D, które ma się nijak do rzeczywistości. Chciałbym zobaczyć minę posiadacza drukarki 3D, który ustawia pierwszy wydruk np. opisywanego powyżej modelu czaszki z rogami na pełnym obszarze roboczym 50 x 50 x 50 cm i odkrywa, że będzie on trwał… 4 dni.
Druk 3D jest powolny… ale i tak dużo szybszy od tradycyjnych metod wytwarzania. Pamiętajmy o tym!