Jedno z największych wyzwań stojących przed technologią druku 3D to próba połączenia wysokiej jakości wydruków z szybkim czasem drukowania obiektów. Niestety na chwilę obecną te dwie rzeczy nie idą w parze… Chcąc wydrukować model o bardzo niskiej warstwie, wydłużymy czas pracy drukarki 3D – przyspieszając jej pracę, godzimy się na utratę jakości… Teoretycznie ten problem ma rozwiązać technologia CLIP opracowana przez firmę Carbon, ale póki co, drukarki 3D tej firmy nie są dostępne w sprzedaży – a nawet jeśli zaczną, koszty zakupu i eksploatacji sprawią, że będą mogły sobie na nie pozwolić tylko duże firmy i przedsiębiorstwa.
Autodesk – czołowy producent oprogramowania klasy CAD, który od kilku lat bardzo aktywnie działa w obszarze druku 3D zaproponował niedawno zupełnie nowe podejście do tego tematu. Kilka dni temu zaprezentował autorski algorytm cięcia plików STL o nazwie VariSlice – i co ważne, udostępnił go w sieci za darmo!
Rozwiązanie Autodesku polega na tym, że zamiast tradycyjnie ciąć model 3D na równe warstwy, algorytm najpierw dzieli go na segmenty i automatycznie dobiera najbardziej optymalną wysokość warstwy do danego fragmentu wydruku 3D.
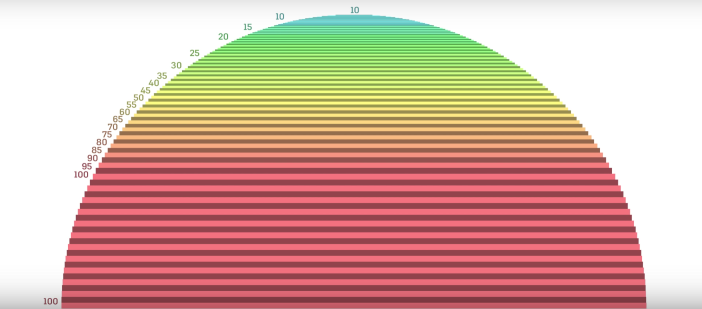
Przykładowo, jeżeli chcemy wydrukować półkulę, dolne warstwy mogą być z powodzeniem drukowane na wyższej wysokości (np. 100μ), jednakże wyższe wymagają zmniejszania wysokości w celu uzyskania lepszej jakości. Jak pokazuje to poniższy przykład, wierzchołek półkuli powinien być drukowany na warstwach o wysokości 25-10μ.
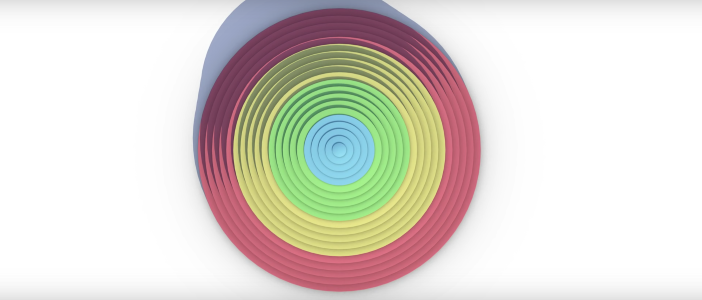
Co ciekawe, gdy spojrzymy na pocięty model od góry okaże się, że każda z warstw rozkłada się w równomierny sposób względem siebie.
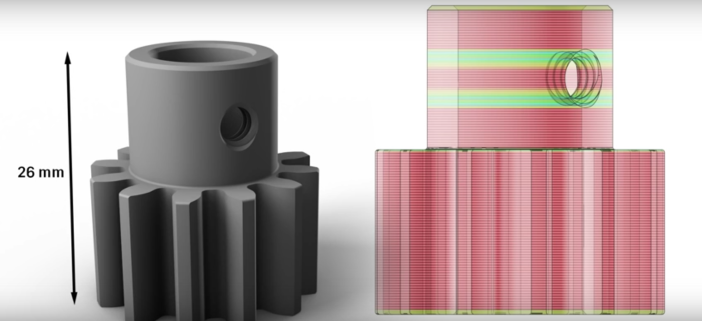
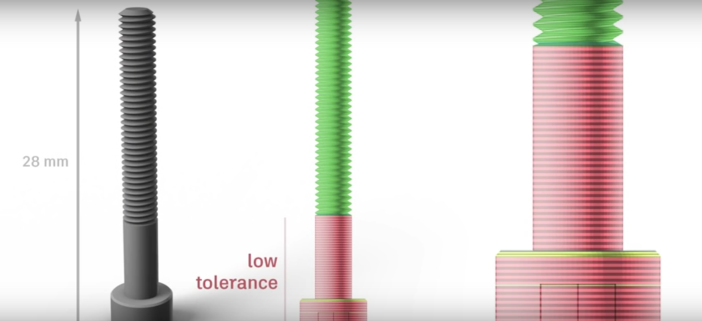
Dzięki takiemu podejściu drukarka 3D drukuje wybrane fragmenty modelu szybciej, wydłużając czas jedynie tam, gdzie jest to niezbędne. Jak pokazują to poniższe przykłady, ma to szczególnie istotne zastosowanie tam, gdzie występują np. gwinty…
VariSlice zostało opracowane jako algorytm dedykowany dla fotopolimerowych drukarek 3D Ember, autorstwa Autodesku, jednakże jego twórcy umożliwiają eksport danych przez plik CSV do oprogramowania innych drukarek 3D (tak przynajmniej twierdzą – nie testowaliśmy tego?). Szczegółowa procedura jest opisana na stronie Instructables. Pokrótce wygląda tak:
- najpierw eksportujemy model 3D do formatu STL
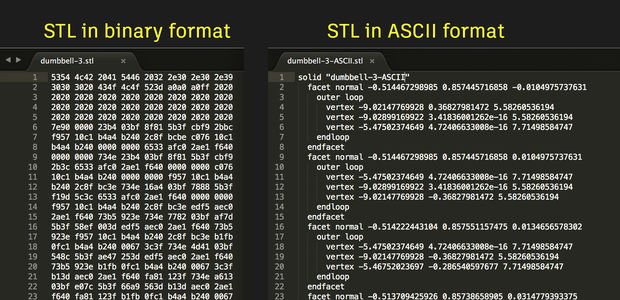
- potem w Meshmixerze eksportujemy ten sam plik STL w formacie ASCII
- otwieramy plik w programie Print Studio (darmowy slicer dedykowany drukarce 3D Ember) i tniemy model na warstwy o wysokości 5μ (jest to najniższy skok o jaki będzie autoamtycznie zmieniana wysokość warstw)

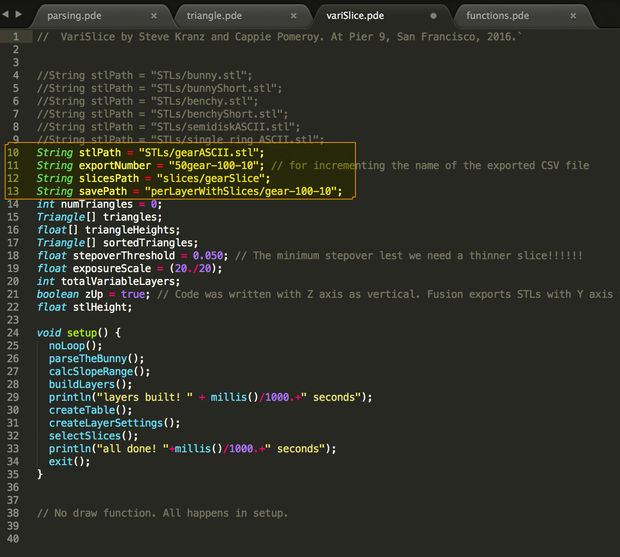
- eksportujemy plik do formatu .gz i otwieramy go w VariSlice
- tutaj operacje stają się dość zawiłe, ponieważ musimy wprowadzić kilka zmian w kodzie, odpowiadających naszemu modelowi
- po zakończeniu procesu optymalizacyjnego, gotowy plik może być otwarty bezpośrednio oprogramowaniu drukarki 3D Ember, bądź wyeskportowany do oprogramowania innej drukarki 3D (niestety twórcy algorytmu ograniczają się wyłącznie do stwierdzenia, że jest to możliwe…).

Cały proces – mimo relatywnie skomplikowanej procedury wdrożenia, wydaje się być świetnym rozwiązaniem dla osób pracujących z drukarkami 3D drukującymi w technologiach SLA lub DLP, gdzie opcje optymalizacji wysokości warstw w poszczególnych fragmentach drukowanego modelu 3D może dużym ułatwieniem. Dla drukarek 3D drukujących w technologii FDM to raczej ciekawostka, ponieważ minimalna wysokość warstwy jaką można osiągnąć przy standardowych głowicach drukujących o średnicy 0,4 – 0,5 mm to 50μ, z tym że efekt końcowy wcale nie musi odpowiadać oczekiwaniom…
Z drugiej jednak strony, możliwość drukowania specyficznych geometrii w technologii FDM z uwzględnieniem różnych warstw w przedziale nawet 100-300μ może okazać się istotnym przyspieszeniem procesu drukowania.
Źródło: www.instructables.com