CD3D przeprowadziło eksperyment i namówiło do zamiany rolami Michalinę i Adelę (czyli mnie), dwie dziewczyny zajmujące się na co dzień drukiem 3D. Gdzie jest haczyk? Michalina pracuje na profesjonalnej maszynie Objet Eden 350, a ja na niskobudżetowych drukarkach 3D. Jakie są nasze wrażenia z zamiany?
Michalina pracuje w Pracowni Indywidualnych Implantów Medycznych w łódzkim Technoparku. Objet Eden 350 służy jej do drukowania modeli anatomicznych, przy pomocy których lekarze planują zabiegi operacyjne lub dopasowują implanty wszczepiane do ciała pacjenta. Zasadę działania drukarek 3D pracujących w technologii FDM teoretycznie zna, ale dotychczas jeszcze nigdy nie pracowała na takim sprzęcie.
Ja należę do ekipy CD3D i na co dzień zajmuję się drukowaniem na niskobudżetowych drukarkach 3D – głównie na Zortraxie i Monkeyfab PRIME. Drukuję praktycznie wszystko co ludzie sobie wymyślą: części techniczne, foremki, szczęki, figurki, breloczki… Z profesjonalnymi drukarkami firmy Objet miałam co prawda kontakt na uczelni, lecz nigdy nie obsługiwałam ich osobiście.
Naszym zadaniem było wydrukowanie modeli charakterystycznych dla wykonywanych przez siebie na co dzień projektów, lecz na drukarkach 3D skrajnie różnych od tych, z których korzystamy. I tak, Michalina drukowała na Monkeyfab PRIME anatomiczny model oczodołu, a ja na Objet Eden 350 model łódki 3DBenchy, często wykorzystywany w CD3D do testowania drukarek 3D i filamentów.



.
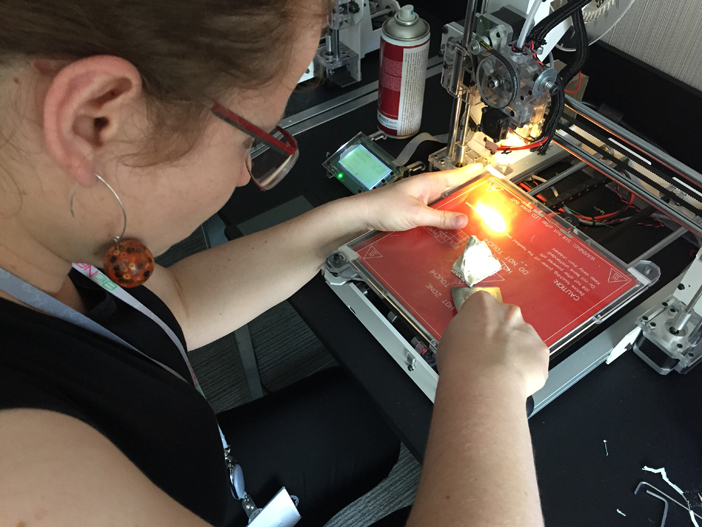
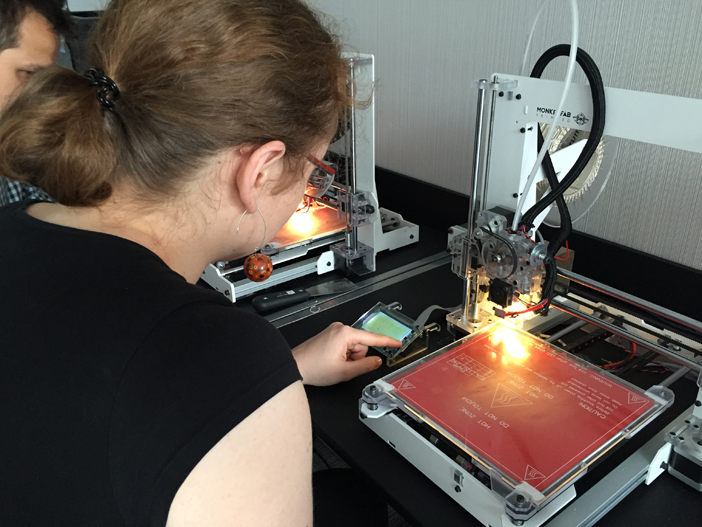
Michalina i Monkeyfab PRIME
Pierwszym zadaniem, z którym Michalina musiała się zmierzyć, była wymiana filamentu. Po menu w panelu sterowania drukarki 3D od pierwszych sekund poruszała się sprawnie, szybko znalazła opcję, która wysunęła filament z ekstrudera. Chwilę trwało zanim upewniła się w którą stronę założyć nową rolkę, ale sam montaż trwał zalewie kilka sekund. Z gracją właściwą dla sprzętów Monkeyfab filament zaciął się na odcinku tuż przed hotendem. Niezbędna okazała się misja ratunkowa z użyciem pęsety. W końcu Michalina wyekstrudowała bez problemów kilkanaście centymetrów plastiku.
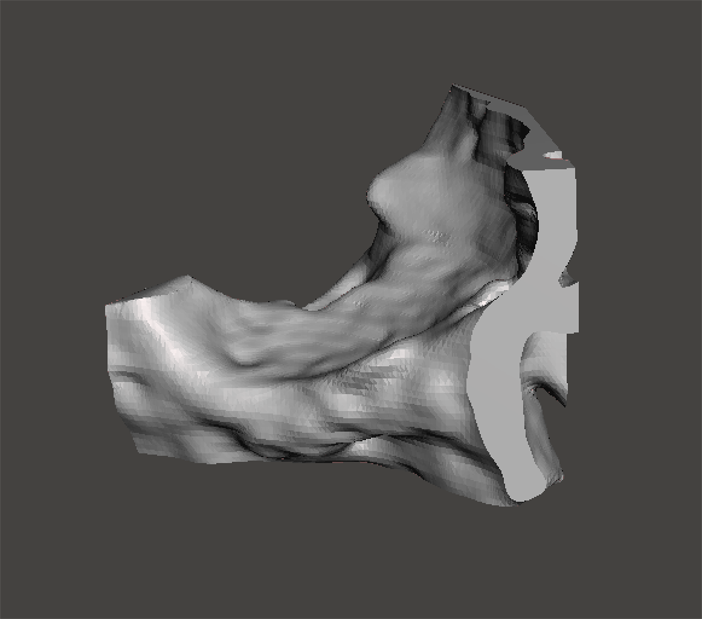
To nie koniec wyzwań, w kolejce czekał Kisslicer – program rekomendowany do użytku z drukarką Monkeyfab PRIME. Michalinie bardzo szybko udało się załadować do programu model oczodołu. I tu sukcesy się kończą. Następny krok – czyli obrócenie modelu tak, aby ustawić go w najlepszej dla wydruku pozycji – okazał się niewykonalny. Po kilku minutach bezradnych prób i walki z niezwykle nieintuicyjnym interfejsem Kisslicera, postanowiłam przyznać Michalinie handicap i podsunęłam jej Curę.
Program zdecydowanie bardziej przypadł Michalinie do gustu, gdyż interfejs do manipulowania modelem na stole roboczym przypominał jej te, które zna z programów używanych przez nią w pracy. Bardzo szybko zorientowała model w obrany przez siebie sposób (zresztą bardzo rozsądny). Kolejny krok to wybór parametrów wydruku. Parametry layer height i travel speed brzmiały znajomo, reszta – nie bardzo. W tym miejscu Michalina oczywiście potrzebowała kilku moich podpowiedzi, gdyż samej byłoby jej trudno dojść do tego co i na ile ustawić. Parametry zostały dobrane i pozostało już tylko wygenerowanie g-code’u i załadowanie go na drukarkę 3D.
I tu kolejna niespodzianka – Michalina założyła, że bezpośrednio z Cury kod ładuje się na drukarkę 3D, a niestety okazało się, że trzeba go najpierw załadować na kartę SD, którą następnie należy wsadzić do urządzenia. Przy rozpoczęciu wydruku Michalina też chciała pójść nieco na skróty i wcisnęła przycisk „PLAY” na panelu sterowania, zamiast wybrać tą opcję i g-code z menu. Po rozpoczęciu wydruku bardzo sprawnie dokonała przy pomocy imbusa niewielkiej korekty pochylenia stołu. Przyznała jednak, że Monkeyfab, w porównaniu do Objeta, wymaga ogromnej ilości pracy przy puszczaniu wydruków.
Po godzinie wydruk był gotowy i Michalina dostała do ręki szpachelkę. Początkowo nie wiedziała jak dużej musi użyć siły, aby oderwać wydruk, szybko jednak zorientowała się, że delikatne dziabanie nic nie da. Kilka stanowczych ruchów i wydruk został oddzielony od szyby. Michalina wspomniała dyplomatycznie, że na jej maszynie materiał jest zdecydowanie bardziej współpracujący, jeżeli chodzi o zdejmowanie wydruków ze stołu. Zostało już tylko najlepsze – usuwanie supportu z modelu, posiadającego liczne nieregularne zagłębienia („zatoki boczne nosa”, wyjaśniła fachowo Michalina).
Usunięcie suportów było czasochłonne, ale cierpliwa Michalina wycięła je bardzo starannie. „Nie było aż tak źle” – podsumowała, ale podkreśliła, że oczyszczenie zatok było bardzo trudne. W jej opinii wydruk nie wyglądał źle, ale zastosowania dla drukarek 3D w technologii FDM w swojej pracy raczej nie widzi, ze względu iż na to, iż filamenty nie są certyfikowane do zastosowań medycznych. Modele drukowane w technologii FDM mogą być jedynie obiektami poglądowymi.
Adela i Objet Eden 350
Wbrew moim obawom, oprogramowanie do drukarki 3D Objet okazało się być niezbyt skomplikowane i niewiele także było w nim naprawdę do zrobienia. Wystarczyło załadować model, zeskalować go, umieścić na stole i odczytać zużycie materiału – to wszystkie czynności, które trzeba było wykonać w Objet Studio. Dość intuicyjnie odnajdywałam potrzebne opcje w programie.
Jednak na hasło osób nadzorujących moją pracę – Michaliny i dr Marcina Elgalala „teraz trzeba umieścić wydruk w dobry miejscu na stole” odruchowo przesunęłam go na środek stołu, tak jakbym to zrobiła na swojej drukarce 3D. Okazało się że to był błąd, bo w tym wypadku należało skorzystać z opcji „automatic placement„, która umieszczała wydruk w narożniku najbliższym pozycji spoczynkowej głowicy drukującej – takie ułożenie modelu zapewnia optymalną drogę po której poruszać się będą głowice.
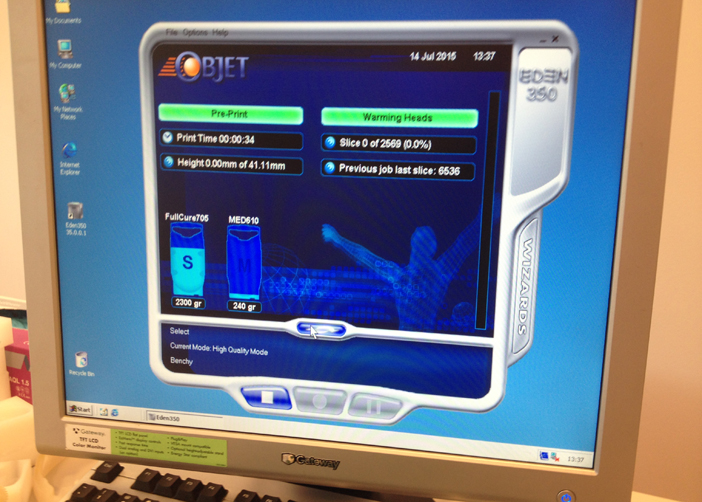
Po przygotowaniu „tacki” z wydrukiem pozostaje już tylko przesiąść się na drugi komputer, wbudowany w drukarkę 3D i załączyć wydruk, po czym patrzeć, jak głowica powoli nagrzewa się do wymaganej temperatury. Po kilku minutach Objet zaczyna drukować, ale nie ma specjalnie na co patrzeć, obie żywice – supportowa i właściwa – są przeźroczyste. Objet jest urządzeniem niewymagającym od użytkownika zbytniej uwagi, maszyną, które pracuje dla człowieka (w przeciwieństwie do takiego PRIME’a na przykład, gdzie można odnieść wrażenie, że to człowiek pracuje dla maszyny, dwojąc się i trojąc, żeby uzyskać jak najlepszy wydruk wbrew wszelkim przeciwnościom losu).
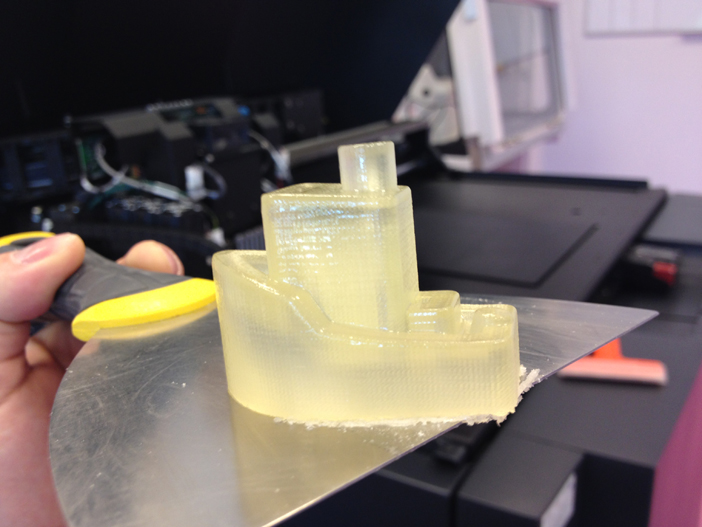
Wydruk ma teoretycznie trwać 2 godziny i 12 minut, w praktyce wychodzi dużo dłużej – aż 2 godziny i 40 minut. Kiedy proces się kończy, Michalina wręczyła mi dwie(!) szpachelki. Sprawia to, że również ja (tak jak Michalina drukując na Monkeyfabie) nie wie, czego ma się spodziewać po zdejmowaniu wydruku ze stołu? Niepewnie biorę jedną ze szpachelek i… okazuje się, że ostrze wchodzi pomiędzy wydruk i stół niczym nóż w masło.
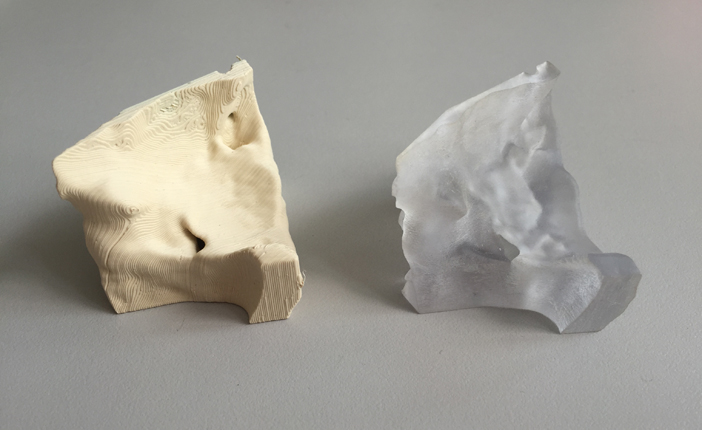
Ostatni krok to wypłukanie materiału podporowego, który usuwa się przy pomocy strumienia wody w gloveboxie. I tu zaskoczenie – nie jest to wcale prosta ani szybka czynność. Trudno jest utrzymać natryskiwany silnym strumieniem niewielki model ręką w ogromnej rękawiczce, a po długim obmywaniu na łódce i tak gdzieniegdzie znajdują się jeszcze resztki materiału podporowego. Oczyszczanie modelu zajmuje co najmniej tyle samo czasu co w przypadku usuwania supportów drukowanych na Monkeyfabie. Ale łódka z Objeta wygląda tak jakby odrobinę lepiej niż ta z PRIME’a…
Dla porównania
Łódka 3D Benchy na maszynie Objet Eden 350 drukowała się 2 godziny 40 minut i zużyła 25 gramów żywicy i 28 gramów materiału podporowego. Koszt materiałów potrzebnych na jej wykonanie to około 250 zł.
Ta sama łódka na niskobudżetowej drukarce Monkeyfab PRIME drukuje się około 40 minut i zużywa 7 gramów plastiku. Przy cenie 100 zł/kg filamentu, koszt materiału potrzebnego na wykonanie wydruku to 70 groszy.