Jakość filamentów wykorzystywanych w druku 3D w technologii FDM to temat rzeka, wielokrotnie podnoszony na łamach naszego serwisu. Zwykle jednak zamykał się w dość trywialnych stwierdzeniach w rodzaju „tani plastik jest zły, ponieważ ma słabą tolerancję wymiarową lub zanieczyszczenia i może zapychać głowicę„. Tymczasem kilka dni temu natrafiłem w sieci na dość ciekawe opracowanie, które podchodzi do tego zagadnienia w iście naukowy sposób. I choć powstało ono ponad trzy lata temu, wnioski z niego płynące są w dalszym ciągu jak najbardziej aktualne. To co decyduje o jakości otrzymywanych wydruków to specyfika drukarki 3D, z której korzystamy, lecz również materiał, z którego drukujemy. A przede wszystkim tolerancja dotycząca jego średnicy i owalności. Specjaliści z ProtoParadigm udowodnili to z matematyczną dokładnością…
Proces produkcji filamentu do drukarek 3D jest bardzo złożony i składa się z wielu etapów, co opisywałem kilka tygodni temu w oddzielnym artykule. Każdy etap ma swoją własną specyfikę i wymaga niezależnej uwagi. Jeżeli nie będzie pełnej kontroli nad temperaturą, chłodzeniem, prędkością ekstruzji, filament który jest produkowany będzie tracił na jakości. A jest ona determinowana przez utrzymanie jak najdokładniejszej średnicy ekstrudowanego filamentu oraz jego owalności. Dlaczego jest to tak ważne?
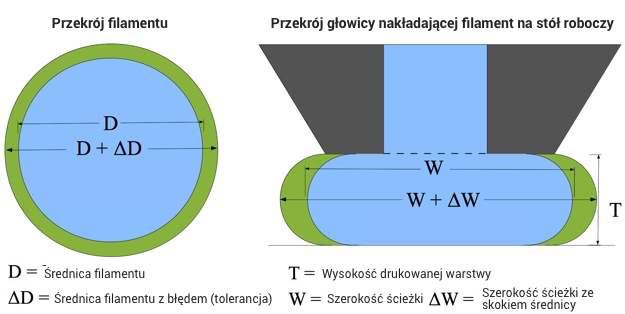
Proces druku 3D w technologii FDM sprowadza się w gruncie rzeczy do tego, że plastikowa żyłka materiału jest wprowadzana za pomocą tzw. extrudera do wnętrza głowicy drukującej, która pod wpływem wysokiej temperatury (180°C – 270°C w zależności od rodzaju drukowanego materiału) przekształca go w stan półpłynny, umożliwiający rozprowadzanie go po stole roboczym i tworzeniu pożądanego kształtu – warstwa po warstwie. Jednym z kluczowych czynników w tym procesie jest zapewnienie stałej i nieprzerwanej ekstruzji materiału do głowicy. Gdy będzie go zbyt mało – na wydruku zaczną pojawiać się dziury i przerwy, jeśli zbyt dużo – może to spowodować zapchanie się głowicy.
Dlatego tak ważne jest, aby ekstrudowany materiał miał stałą średnicę i owalność. Duże różnice w tych dwóch parametrach będą powodowały m.in. nierównomierne układanie się kolejnych warstw na wydruku.
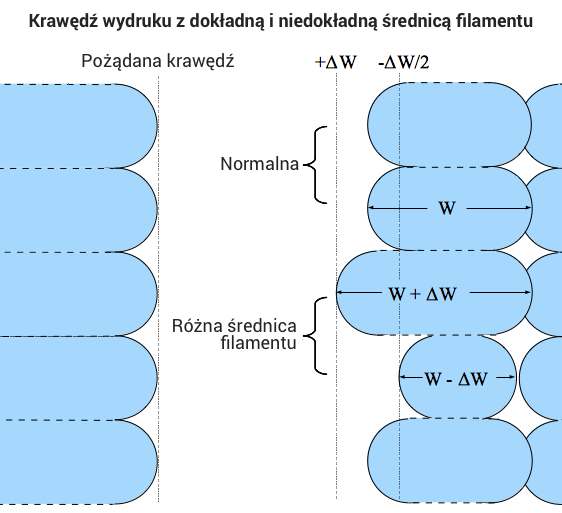
Aby drukowany obiekt wyglądał dobrze i miał odpowiednią wytrzymałość, drukarka 3D musi dokładnie wiedzieć ile filamentu będzie ektrudowane do głowicy w danym czasie. Określamy to w oprogramowaniu drukarki 3D za pomocą parametru o nazwie „Flow-Rate [mm/s]” (przepływ materiału w milimetrach na sekundę). W odniesieniu do prędkości z jaką głowica drukująca porusza się po stole roboczym drukarki 3D, możemy określić jak duży ma być przepływ materiału z extrudera do głowicy. Jeżeli średnica materiału będzie zmienna, nasze ustawienia będą niestety niewiele warte, ponieważ koniec końców do głowicy będzie trafiać go albo zbyt dużo, albo zbyt mało.
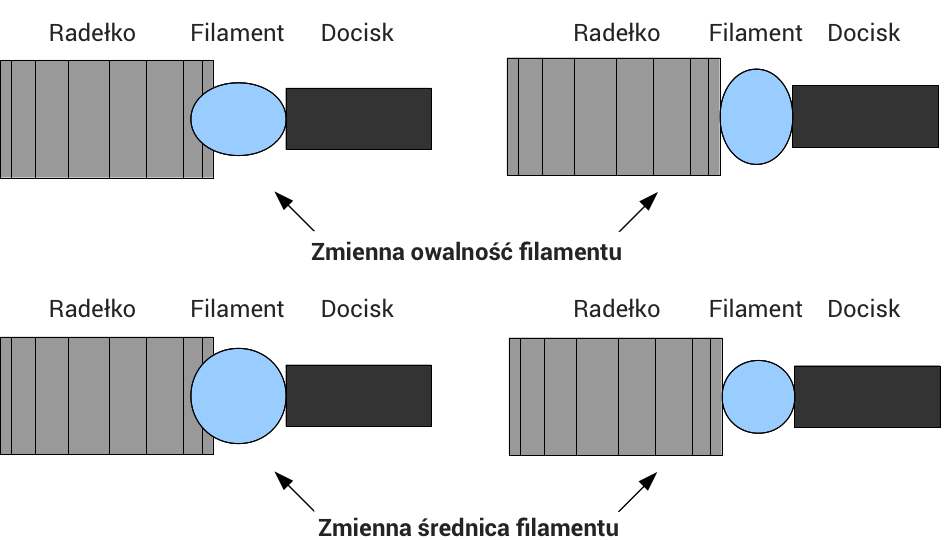
Kolejnym problemem jest owalność filamentu. Jest on poruszany w extruderze za pomocą radełka, do którego filament jest dociskany. Jeżeli ma on idealnie owalny kształt – będzie ekstrudowany w pełni kontrolowany, płynny sposób do głowicy drukującej. W momencie gdy jego kształt się zmienia, może spowodować, iż zacznie się „ślizgać” na radełku i blokować w extruderze.
Do tego dochodzą opisywane w licznych artykułach problemy z zanieczyszczeniem filamentu, które mogą spowodować, iż do głowicy drukującej dostaną się różne pyły stopniowo się w niej osadzające, co prędzej czy później doprowadzi do jej zapchania. Innym zagrożeniem są pęcherzyki powietrza powstałe na skutek błędów poczynionych podczas produkcji, które będą miały analogiczne konsekwencje, jak w przypadku różnic w średnicy filamentu.
Wszystkich zainteresowanych dokładniejszym zgłębieniem tego tematu zachęcam do lektury opracowania na stronie ProtoParadigm, gdzie pojawia się szereg wzorów matematycznych, udowadniających opisane powyżej zagadnienia.
Źródło: www.protoparadigm.com
Grafika: [1] [2] [3] [4]