
Branża narzędziowa odgrywa kluczową rolę w całym sektorze przemysłu przetwórczego. Narzędzia mają znaczący wpływ na jakość końcowych produktów, dlatego wymagania dla tej branży stale rosną. Z jednej strony musi ona pracować z jednymi z najbardziej wymagających materiałów, a z drugiej strony oferować jak najwyższą żywotność swoich wyrobów. Z tego względu naturalne jest ciągłe poszukiwanie nowych rozwiązań pozwalających na wytwarzanie lepszych narzędzi. Branża narzędziowa jest doskonałym polem dla technologii przyrostowych, ponieważ idealnie wpisuje się w główny nurt druku, czyli wytwarzania małoseryjnych elementów o skomplikowanej geometrii.
Technologie przyrostowe są obecne w branży narzędziowej już od wielu lat, początkowo stosowano je do produkcji narzędzi z brązów oraz stali maraging. Jednakże, wraz z rosnącymi wymaganiami oraz szerszą adopcją przez przemysł technologii druku 3D, pojawiają się nowe materiały o jeszcze większej twardości.
Direct Metal Laser Melting (DMLM/SLM)
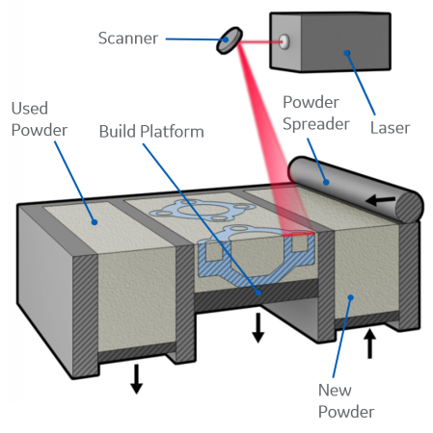
Proces bezpośredniego topienia laserowego metalu (DMLM/SLM) minimalizuje porowatość, która jest typowa dla procesu spiekania. Dzięki temu możliwe jest osiągnięcie gęstości zbliżonej do 100%. Producenci mogą również ponownie wykorzystać cenne niestopione w procesie proszki metali. W drukarkach 3D GE Additive zastosowano optymalizację procesu poprzez wykorzystanie wielu laserów wysokiej mocy, które mogą pracować równocześnie na jednym polu roboczym lub na kilku polach roboczych jednocześnie. Taka multiplikacja laserów znacząco przyspiesza proces przetapiania warstwy materiału, natomiast zastosowanie laserów wysokiej mocy pozwala na zwiększenie grubości warstwy dodatkowo skracając cały proces wytwarzania.
Jakość powierzchni i minimalna porowatość to dwie kluczowe zalety procesu DMLM/SLM. Ze względu na możliwość przesuwania stołu roboczego w odstępach zaledwie 20 mikronów, obiekty mają gładką powierzchnię, co minimalizuje czas i koszt wymaganej obróbki wykańczającej.
Stal narzędziowa H13 w procesie DMLM
Stale narzędziowe do pracy na gorąco to klasa średnio węglowych stopów o wysokiej wytrzymałości. Dzięki połączeniu wysokiej wytrzymałości, twardości oraz dobrej odporności na ścieranie, są one idealnym materiałem do zastosowań takich jak odlewanie ciśnieniowe, wytłaczanie, odkuwki matrycowe oraz inne procesy wymagające obróbki na gorąco lub na zimno.
Ostatnio opracowany nowatorski parametr dla stali H13 został wprowadzony do maszyny M2 Series 5. Proch stali H13 ma skład chemiczny zgodny z normą ASTM A681. Podstawową cechą nowego parametru jest chropowatość powierzchni mniejsza niż 10 µm w przypadku większości powierzchni bez obróbki strumieniowo-ściernej lub śrutowania. Dzięki zastosowaniu dwóch laserów zapewniona jest również wysoka wydajność procesu.
Tabela (stan po wydruku bez obróbki cieplnej):
| Maraging M300 | 17-4P H | H13 | |
|---|---|---|---|
| Twardość (HRC) | 38 | 32 | 51 |
| Moduł Younga (GPa) | 152 | 187 | 168 |
| Wytrzymałość na rozciąganie (MPa) | 1115 | 995 | 1565 |
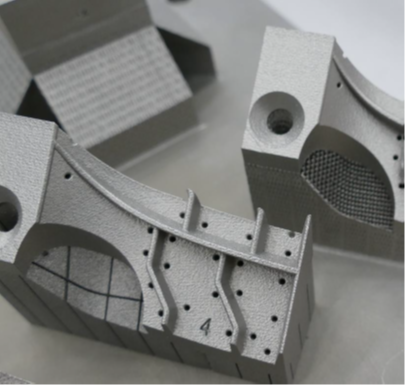
Jednym z głównych zastosowań stali narzędziowej H13 dla technologii druku 3D DMLM jest tworzenie form wtryskowych z chłodzeniem konformalnym. Czas chłodzenia stanowi aż 70% czasu cyklu w formowaniu wtryskowym. Druk 3D pozwala na wytwarzanie oprzyrządowania konformalnego, co skraca czas chłodzenia nawet o 30%, znacząco skracając w ten sposób całkowity czas cyklu. Równomierny rozkłąd temperatury w całej formie oraz szybsze schładzanie formy minimalizują wadliwe detale i zapewniają wyższą jakość części dzięki mniejszemu wypaczeniu i niższym naprężeniom wewnętrznym.
Druk 3D typu DMLM umożliwia projektowanie konformalnych kanałów chłodzących i funkcji niedostępnych temperaturą i unikalne konstrukcje, takie jak spiralne kanały chłodzące na korpusach narzędzi oraz kanały o małych średnicach.
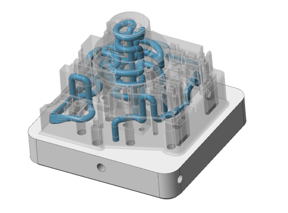
Kanały chłodzące tworzą strukturę siatkową, umożliwiającą równomierne chłodzenie powierzchni szklanej wkładki do okularów, zaledwie 2 do 3 mm poniżej konturu formy.
GE Additive M2 SERIES 5
Maszyna M2 Series 5 została zaprojektowana z myślą o spełnieniu najbardziej krytycznych wymagań ściśle regulowanego przemysłu lotniczego. Dzięki zastosowaniu optyki 3D, możliwe jest uzyskanie zmiennej wielkości plamki lasera. Pozwala to na dokładne wykonanie detali oraz zwiększenie produktywności.
- Objętość robocza: 245 x 245 x 350 mm (XYZ)
- Dostępne lasery: 2×400 W oraz 2x 1 kW
- Dostępne materiały:
- Stal (316L, Maraging M300, H13)
- Aluminium (AlSi7Mg, AlSi10Mg, A205)
- Tytan (Ti6Al4V, Ti6242)
- Nikiel (625, 718)
- Kobalt CoCrMo
Electron Beam Melting (EBM)
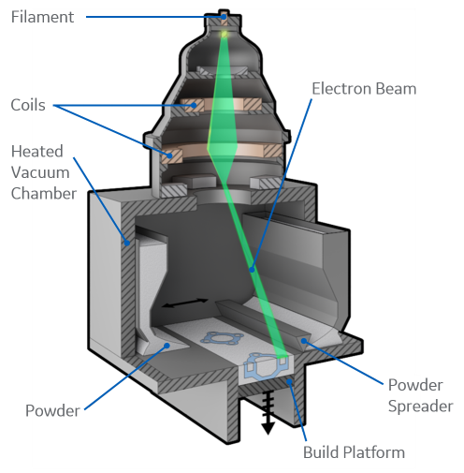
Jedną z najbardziej obiecujących technik w dziedzinie wytwarzania przyrostowego metali jest topienie wiązką elektronów (EBM). Obecnie, technologia ta jest stosowana głównie do wytwarzania wysokowydajnych komponentów stopowych na bazie tytanu dla przemysłu lotniczego i medycznego. Wśród zastosowań przemysłowych przewidywanych w najbliższej przyszłości dla EBM, dużym zainteresowaniem cieszy się wytwarzanie stali wysokowęglowych dla przemysłu narzędziowego jak np. Cr-Mo-V.
Proces EBM wykorzystuje wiązkę elektronów o dużej mocy, która generuje energię potrzebną do szybkiego topnienia materiału. Proces na gorąco pozwala produkować części bez naprężeń szczątkowych, a próżnia zapewnia czyste i kontrolowane środowisko. EBM to proces gorący , co oznacza, że wiązka elektronów ogrzewa każdą kolejną warstwę, aż całe złoże proszku osiągnie optymalną temperaturę procesu specyficzną dla użytego materiału. W rezultacie proces ten wytwarza komponenty bez naprężeń szczątkowych oraz generuje mikrostruktury wolne od struktur martenzytycznych.
Wysokie szybkości krzepnięcia podczas przetwarzania EBM prowadzą do bardzo drobnych i jednorodnych mikrostruktur. Dodatkowo proces topienia wiązką elektronów odbywa się w komorze próżniowej, aby zapewnić czyste i kontrolowane środowisko budowy. Produkcja próżniowa jest ważnym aspektem procesu EBM, ponieważ utrzymuje specyfikację chemiczną materiału budowlanego.
Vibenite®

VBN Components, wykorzystujący GE Additive Arcam EBM od 2014 roku, na nowo definiuje materiały o wysokiej wytrzymałości, odporności na ciepło i zużycie do użytku w najtrudniejszych warunkach. Od czasu założenia VBN w 2008 roku wraz z Peterem Viknerem i Martinem, zespół specjalizuje się głównie w stali, materiałach o wysokiej wytrzymałości, żaroodpornych oraz sposobach ich zastosowania w produkcji addytywnej metali.
Opatentowane przez VBN materiały, takie jak Vibenite® 290 – obecnie o twardości 72 HRC – to najtwardszy dostępny na rynku rodzaj stali, idealny do cięcia innych metali oraz zastosowań wymagających dużego zużycia oraz Vibenite® 480 – wielokrotnie nagradzany hybrydowy węglik (węglik spiekany /twardy metal), cieszą się dużym zainteresowaniem. Wyższy poziom węgla w stali narzędziowej zwiększa skłonność materiału do pękania podczas produkcji przy dużych gradientach temperatury. To sprawia, że stale o wysokiej zawartości węgla nie nadają się do procesu wytwarzania przyrostowego w niskich temperaturach otoczenia, takiego jak laserowe stapianie proszkowe (PBF). Technologia EBM jest w stanie przetwarzać stopy o wysokiej podatności na pękanie ze względu na wysoką temperaturę budowy i osiągnąć złożoność projektu, której nie można osiągnąć za pomocą konwencjonalnych procesów produkcyjnych.
Wiodące firmy z sektora naftowego i gazowego, wydobywczego i przemysłowego zwracają się do VBN w celu produkcji narzędzi i komponentów, takich jak wiertła do skał, płytki zębate i inny sprzęt skrawający do najtrudniejszych warunków pracy.
Produkcja addytywna pozwala na większą swobodę projektowania w tworzeniu geometrii, które nie są możliwe przy użyciu konwencjonalnych technologii obróbki. Pozwala również klientom VBN wybrać najlepszy materiał do ich zastosowania, zamiast materiału, który pasuje tylko do konwencjonalnych metod produkcji.
GE Additive Arcam EBM Spectra L
Spectra L pozwala na masową produkcję części, oferując unikalną funkcję EBM umożliwiającą ciasne upakowanie części w całej objętości komory bez uszczerbku dla jakości. Technologia topienia wiązką elektronów zapewnia swobodę projektowania, wszelkie wsporniki służą przede wszystkim do wyrównania ciepła i można je łatwo usunąć po zakończeniu budowy.
- Objętość robocza: 350 x 430 mm (Ø/H)
- Moc wiązki elektronów: 4,5 kW
Źródło: materiały prasowe www.drukarki3dge.pl

