Wrocławski ZMorph to jeden z największych i najpopularniejszych na świecie, polskich producentów drukarek 3D. Jego flagowym produktem jest wielofunkcyjne urządzenie łączące w sobie drukarkę 3D z frezarką CNC, grawerem laserowym oraz systemem do druku 3D z mas i materiałów półpłynnych. W zeszłym tygodniu opisywaliśmy unboxing i pierwsze uruchomienie Zmorpha VX – dziś przyjrzymy się jego podstawowej funkcji jaką jest drukowanie 3D.
Drukarka jest oferowana w dwóch wariantach cenowych: jako sama drukarka 3D w cenie 10.000,00 PLN netto oraz w pełnym zestawie (FULL SET) w cenie 16.000,00 PLN netto, gdzie znajdują się wszystkie dodatkowe moduły do pracy: frezarka CNC z dedykowanym stołem, głowica laserowa, głowica do druku 3D z mas oraz głowica do druku 3D z dwóch kolorów lub materiałów.
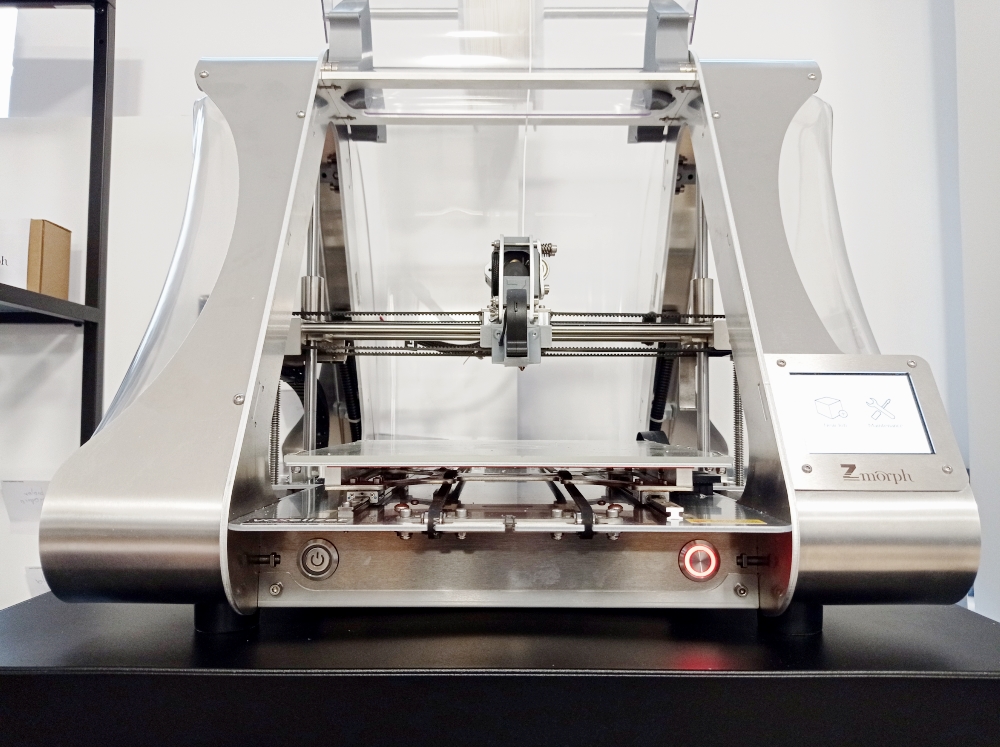
ZMorph posiada bardzo sztywną i solidną konstrukcję, z komorą roboczą zakrytą dwoma charakterystycznymi panelami. Obszar roboczy drukarki 3D to 250 x 235 x 165 mm. Do komunikacji służy kolorowy panel dotykowy oraz karta SD, na którą nagrywamy pliki produkcyjne wyeksportowane z oprogramowania. Podobnie jak każdy liczący się producent drukarek 3D, ZMorph posiada własne, autorskie oprogramowanie sterujące – Voxelizer (któremu poświęcimy oddzielne artykuły w serwisie).
Do tej pory wykonaliśmy na drukarce 3D kilkanaście relatywnie prostych wydruków, sprawdzając przede wszystkim czy i jak poradzi sobie z najpopularniejszymi gatunkami filamentów. W poprzednim artykule testowaliśmy w produkcji szare i różowe PLA od F3D Filaments, teraz przedstawimy wydruki wykonane z Premium PETG i ASA Pro ze Spectrum Filaments oraz ABS z Fiberlogy.
Ale zanim dotrzemy do tego etapu, kilka słów na temat rozwiązań konstrukcyjnych drukarki 3D. Tak jak wspomniałem jest to bardzo solidne i wytrzymałe urządzenie – a to za sprawą dodatkowej funkcjonalności jaką jest frezowanie CNC. Aby móc bez problemu sprostać frezowaniu np. teflonu (ZMorph ma taką możliwość), rama urządzenia jest niezwykle sztywna i mocna. Chociaż dla samego procesu druku 3D nie ma to większego znaczenia, warto mieć świadomość, że mamy do czynienia z wyjątkowo trwałą drukarką 3D. Co ciekawe, nie przekłada się to istotnie na wagę urządzenia, które waży kilkanaście kg. Mimo dość sporych gabarytów, jest łatwe w przenoszeniu za sprawą wnęk znajdujących się w górnych – skrajnych częściach obudowy.
Przód i tył ZMorpha są zakryte osłonami, które z jednej strony chronią nas przed oparami wydzielanymi przez wybrane tworzywa (np. ABS), a z drugiej poprawiają warunki samego druku 3D (w komorze w naturalny sposób wytwarza się wyższa i relatywnie znormalizowana temperatura). Osłony podnosi się do góry – są wyposażone w magnesy, które utrzymują je otwarte gdy chcemy coś zrobić przy stole drukarki 3D.
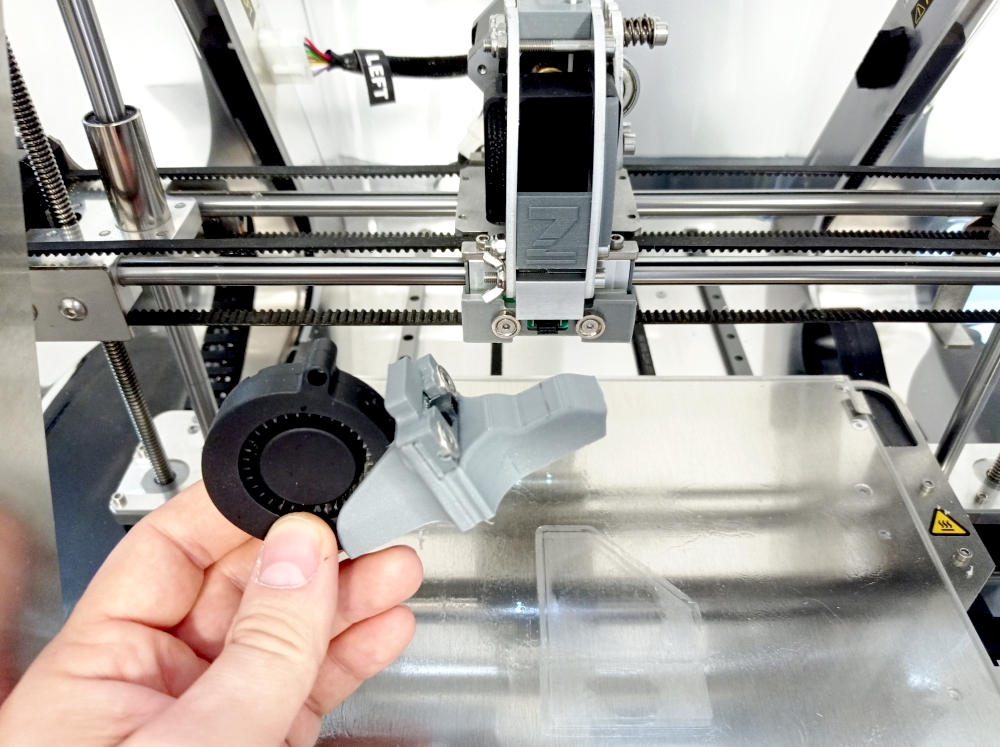
Ekstruder jest duży i ciężki, ale nie zauważyliśmy aby miało to wpływ na pracę. Ładowanie i rozładowywanie filamentu przebiega bezproblemowo – wystarczy wsunąć końcówkę filamentu w otwór i delikatnie docisnąć – radełko i łożysko płynnie wprowadzą go do głowicy drukującej.

Z przodu ekstrudera montujemy chłodzenie – podłączamy małą wtyczkę od wentylatora, a całość mocujemy na magnesy. Ciekawe rozwiązanie…

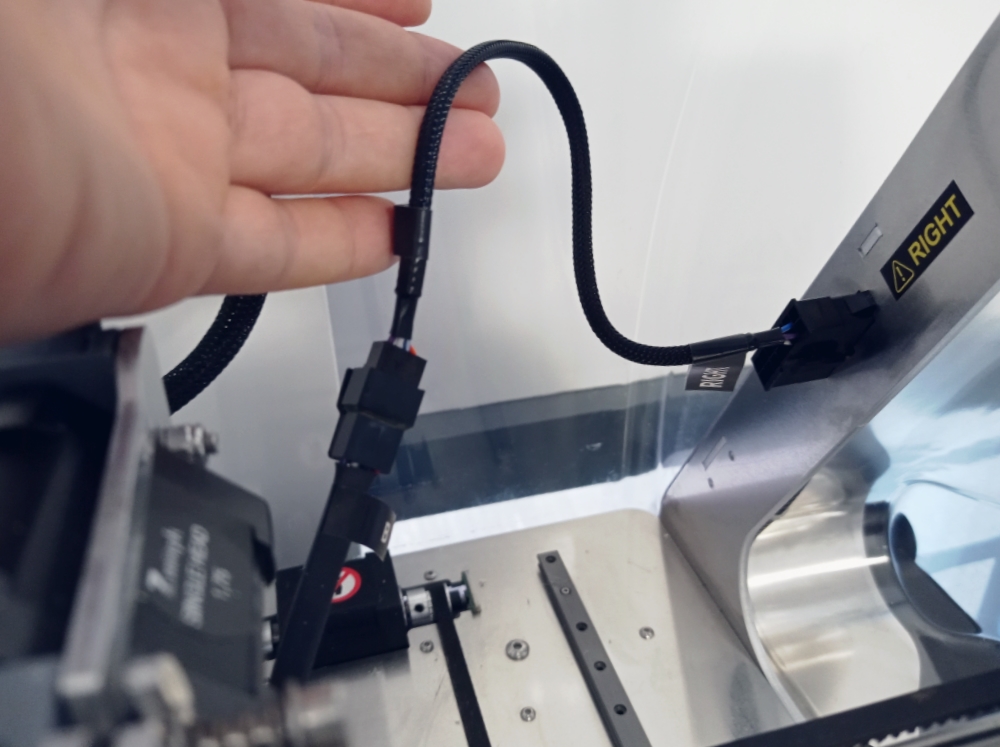
Z tyłu mamy końcówkę kabla z opisem RIGHT, którą podpinamy do gniazda w obudowie, aby przeprowadzić kalibrację stołu roboczego (opisywaliśmy to w poprzednim artykule). Drukujemy rzeczy z odłączonym kablem.
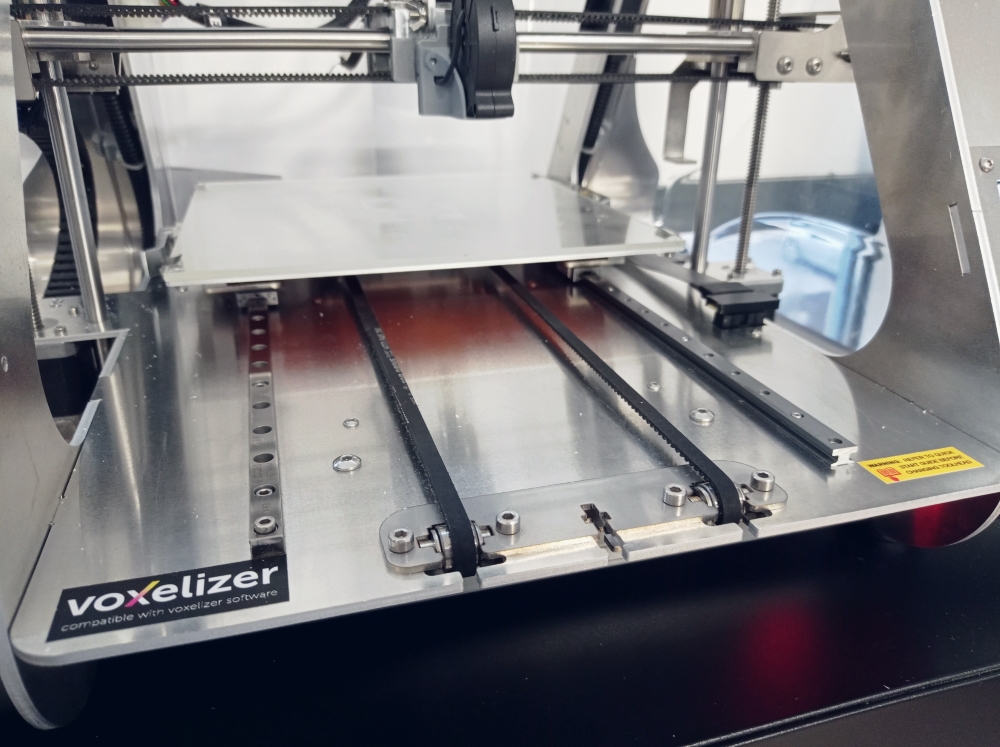
Stół roboczy jest zdejmowany – możemy wymienić go na stół do frezowania i grawerowania laserem. Aby tego dokonać, należy przesunąć dźwignię z lewej strony i podnieść do góry. Żeby było jasne – stół zdejmujemy tylko po to, aby wymienić go na inny stół. Jeżeli zamierzamy przede wszystkim drukować nie będziemy mieli potrzeby z tego korzystać.
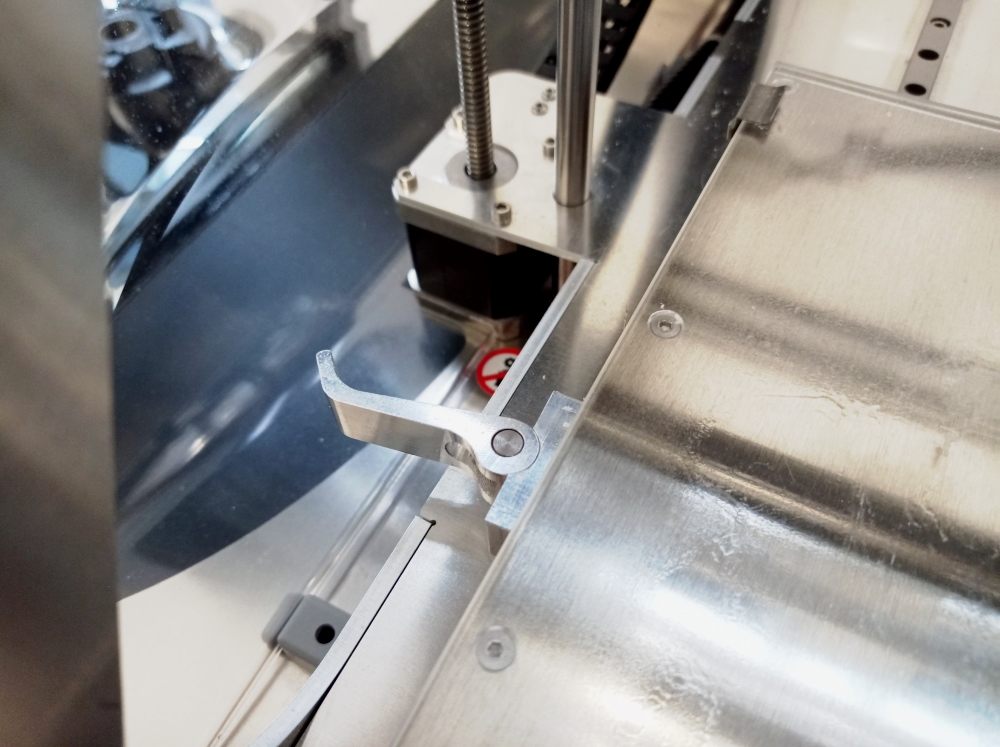

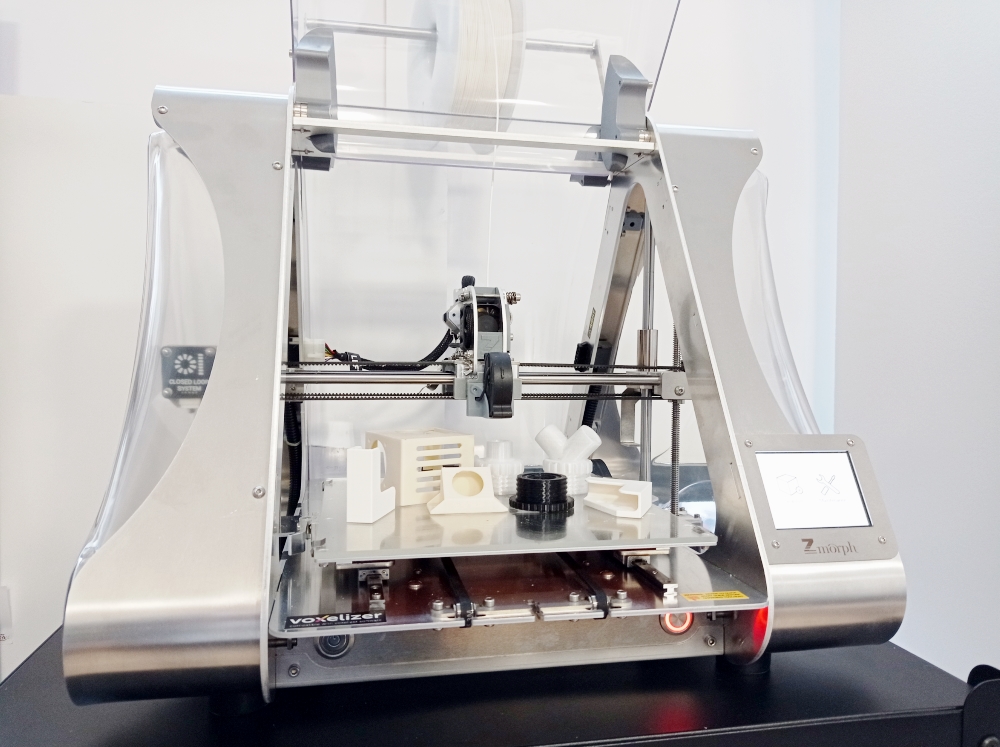
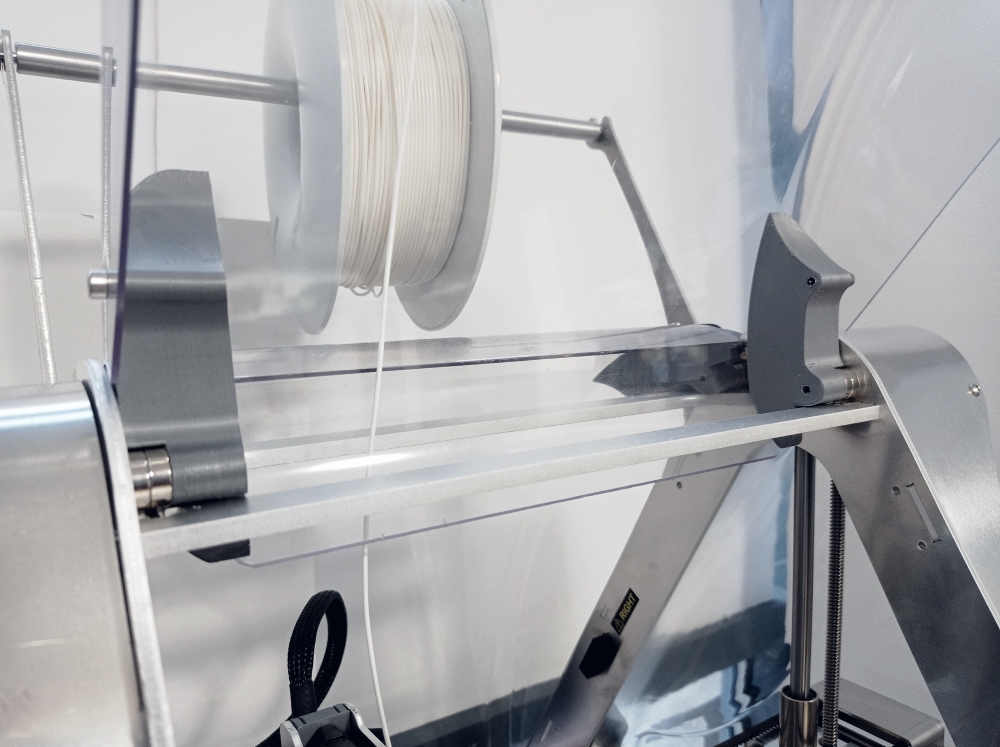
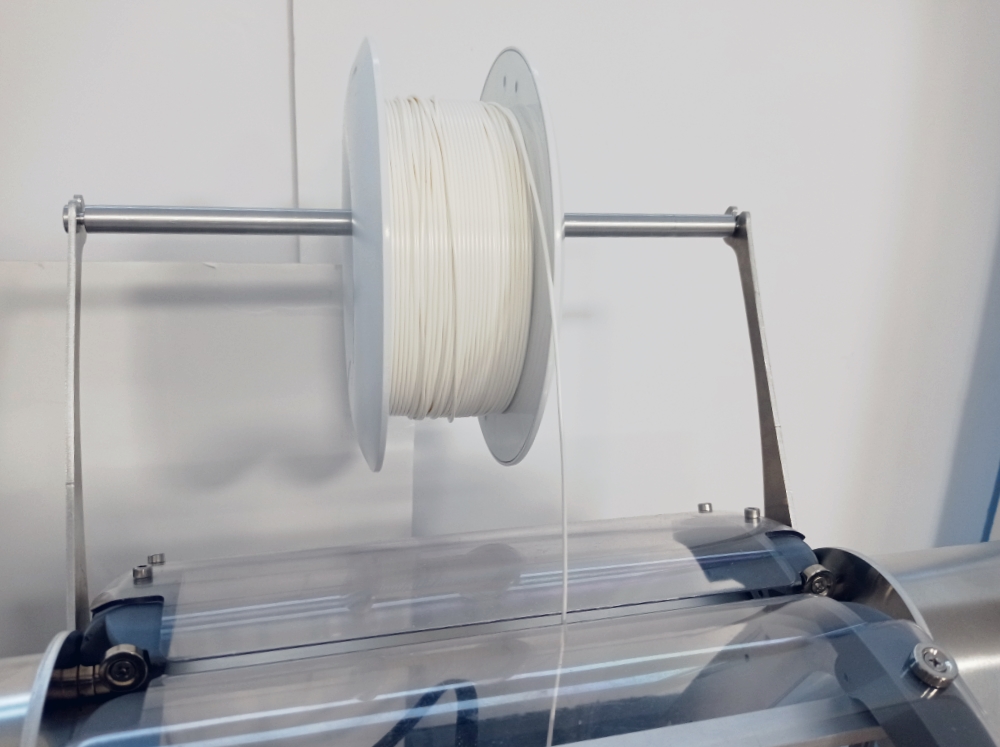
Bolączką wcześniejszych wersji ZMorpha było niefortunne podawanie filamentu, które powodowało, że blokował się on na poziomie obudowy. W modelu VX jest to rozwiązane w prosty sposób – materiał jest zawieszony na górze, bezpośrednio nad ekstruderem, wchodząc do środka komory przez niewielką szparę pomiędzy krawędziami osłon. Skraca to dystans jaki filament trafia do układu drukującego, co może mieć pozytywny wpływ na pracę z materiałami elastycznymi (sprawdzimy to!).
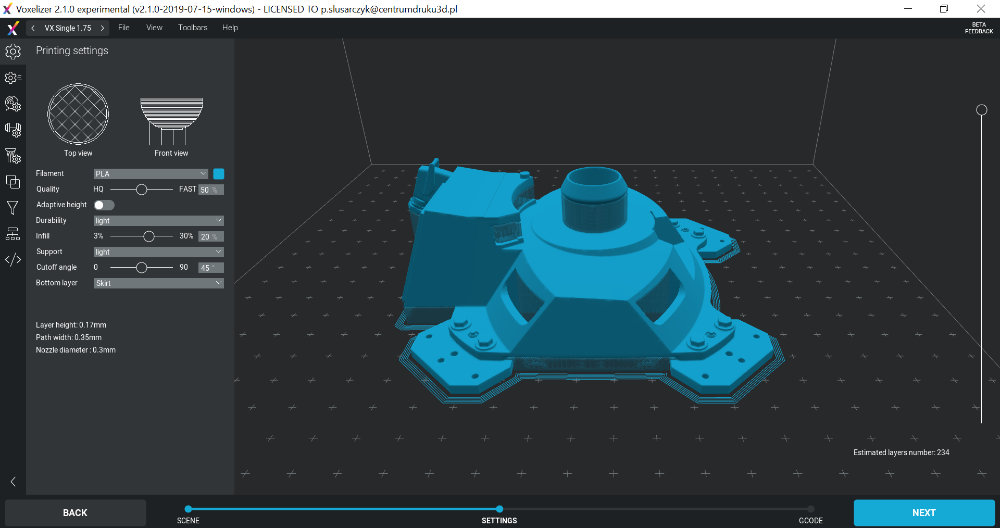
Samo drukowanie 3D nie nastręcza większych problemów – o ile przygotuje się model 3D we właściwy sposób. Robimy to na Voxelizerze – autorskim programie ZMorpha, który posiada szereg równie ciekawych co nietypowych rozwiązań. Np. struktury podporowe, które w wielu programach albo się włącza albo wyłącza – tutaj mają szereg zróżnicowanych wariantów, co w połączeniu z możliwością edycji licznych ustawień zaawansowanych sprawia, że możemy je dość precyzyjnie wygenerować w kontekście danej aplikacji. Sęk w tym że trzeba się w tym wpierw odnaleźć, aby nie popełniać błędów. Po wydrukowaniu kilku modeli wiemy już gdzie można było wygenerować supporty lepiej…?
Inna nietypowa cecha Voxelizera, z którą trzeba dojść do porozumienia, to ustawianie wysokości warstw oraz gęstości wypełnienia modelu – zamiast ustawienia ich „z palca”, mamy do wyboru kilka presetów, które modyfikujemy za pomocą suwaków.
Są to jednak tylko niuanse, do których trzeba się po prostu przyzwyczaić – ja osobiście do tej pory najwięcej czasu spędziłem przy Z-SUITE Zortraxa i CURA Ultimakera, które są oparte o zupełnie inną logikę tego typu ustawień. Tak naprawdę jedyną rzeczą w ZMorphie, z którą trudno jest mi się jak na razie pogodzić, to koszmarnie głośny hałas parkowania ekstrudera w osi Z. Podczas pracy drukarka 3D jest bardzo cicha, jednakże gdy po zakończonej pracy opuszczamy podniesiony ekstruder, słychać to w promieniu całego biura (bez względu na jego powierzchnię!).
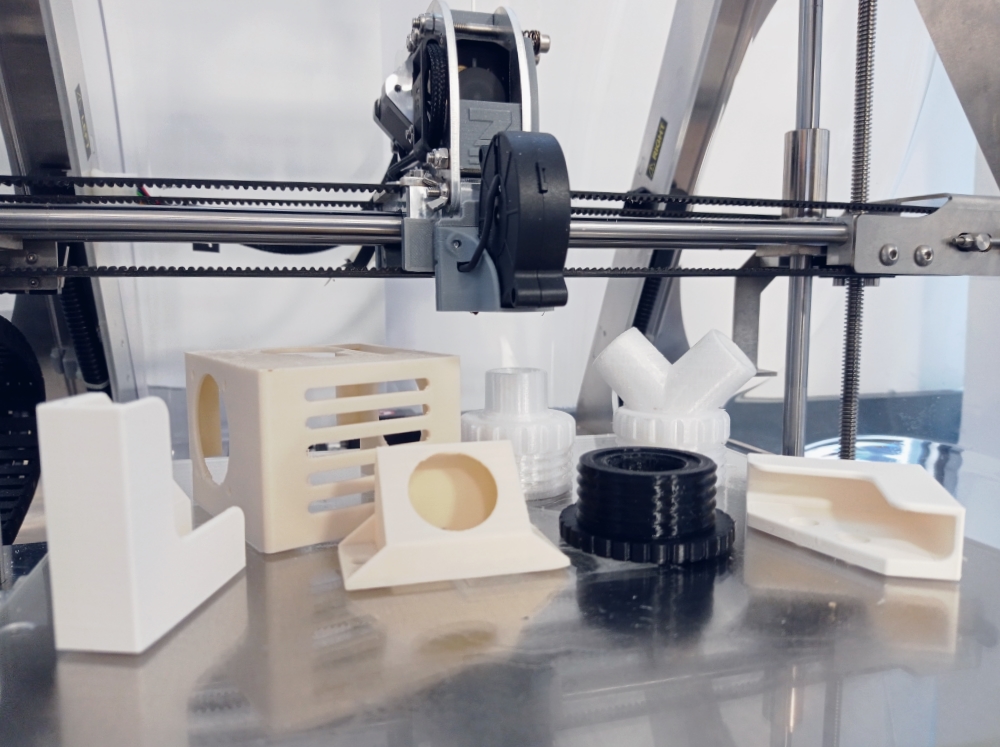
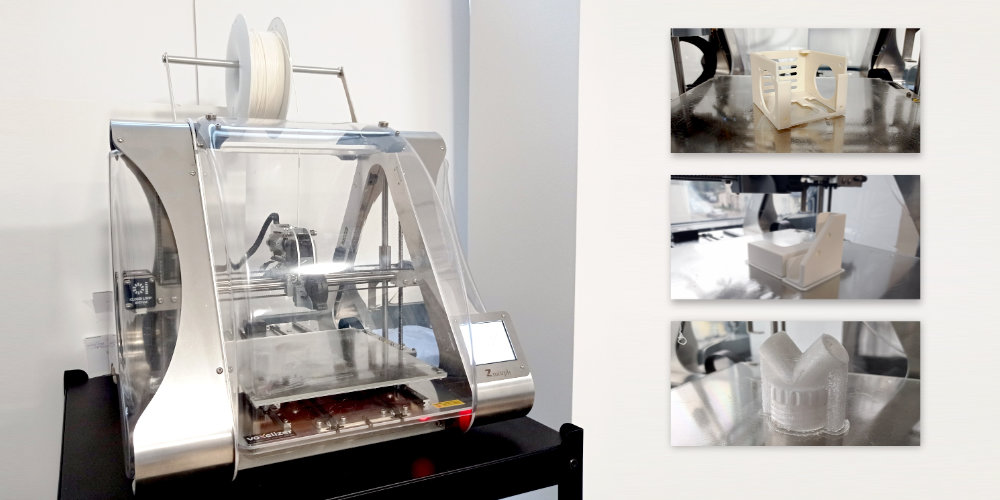
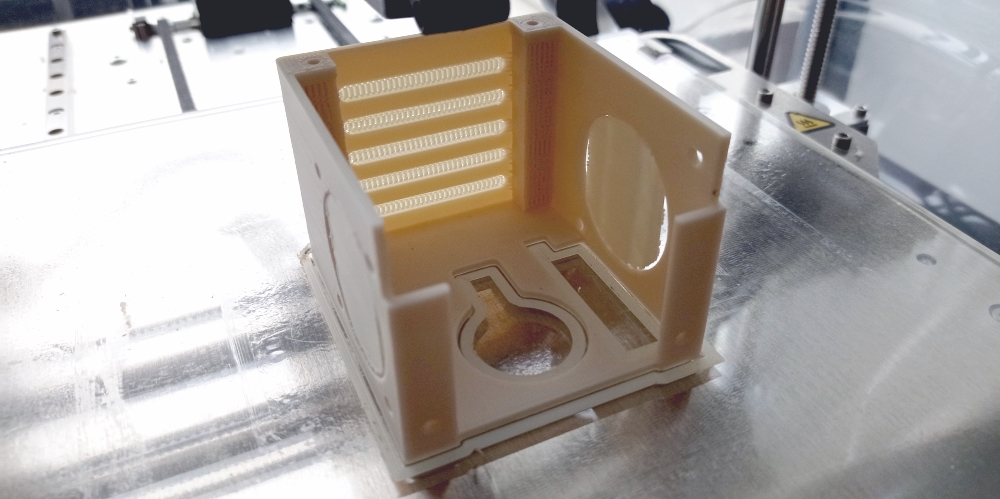
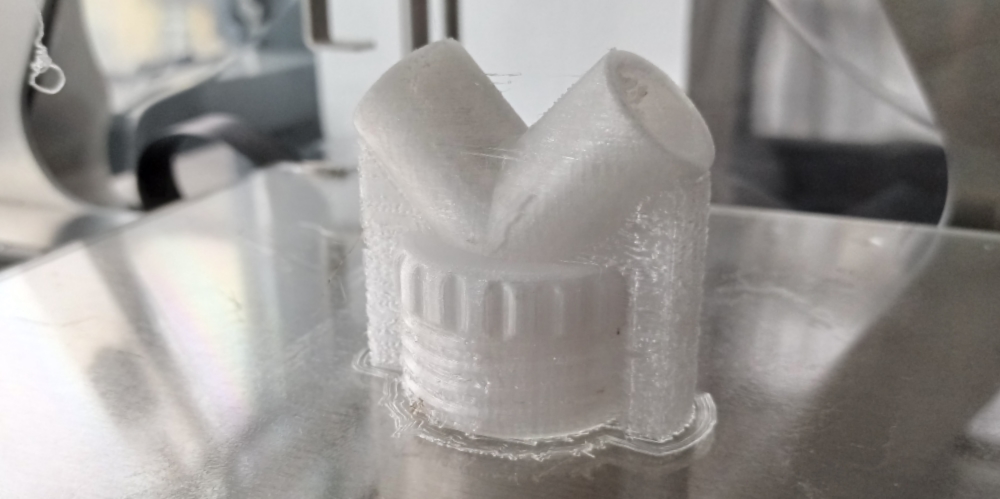
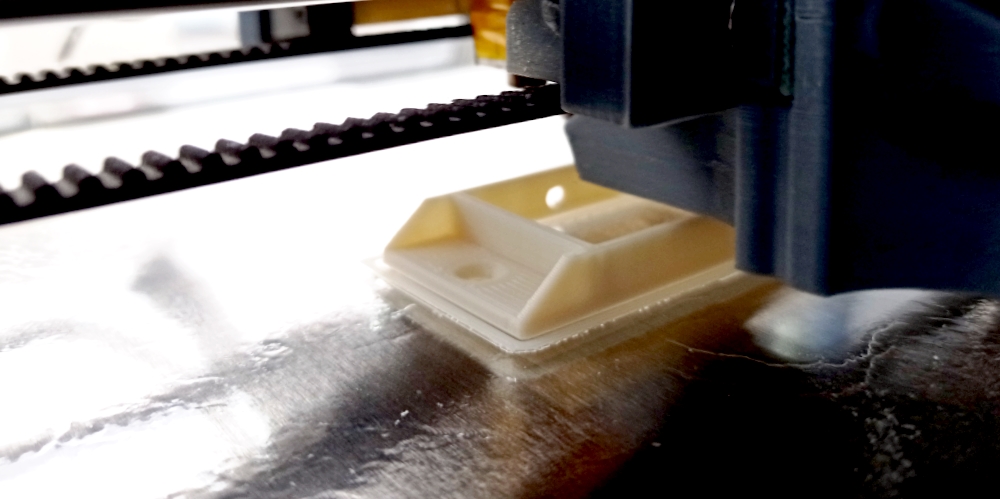
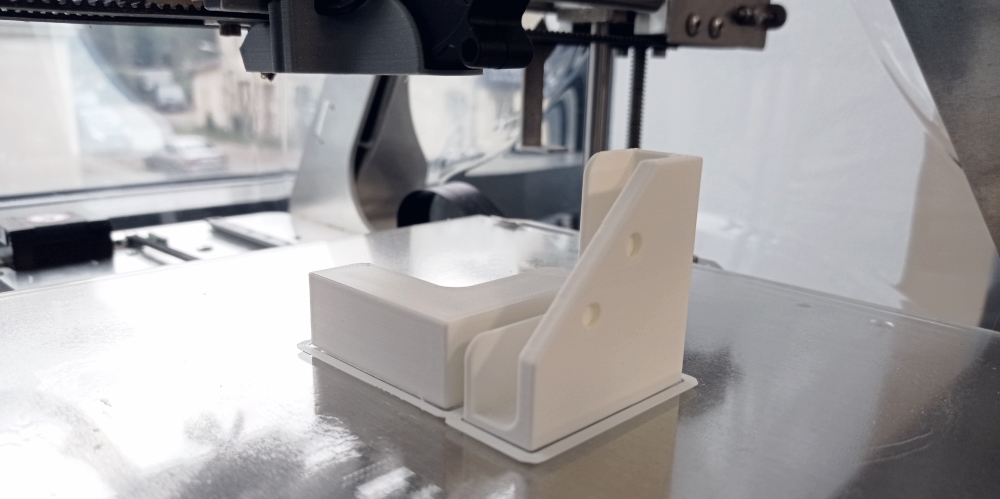
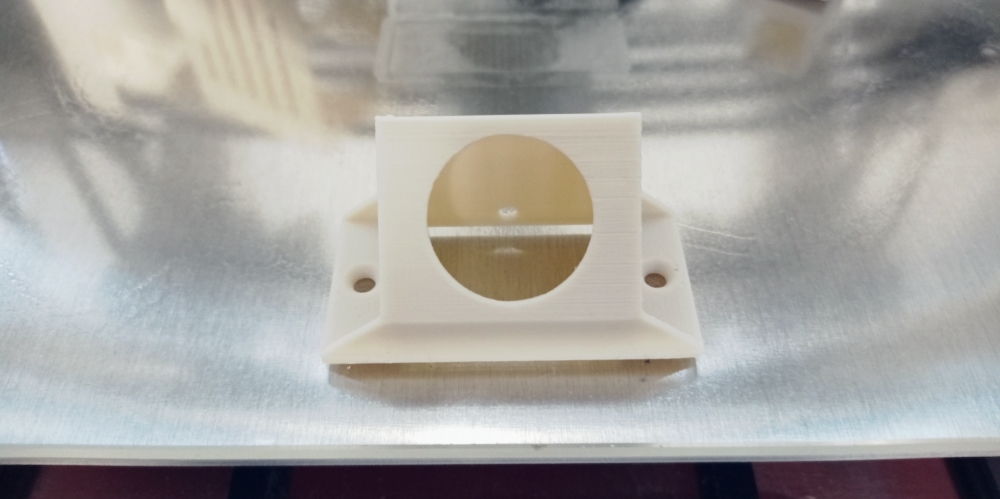
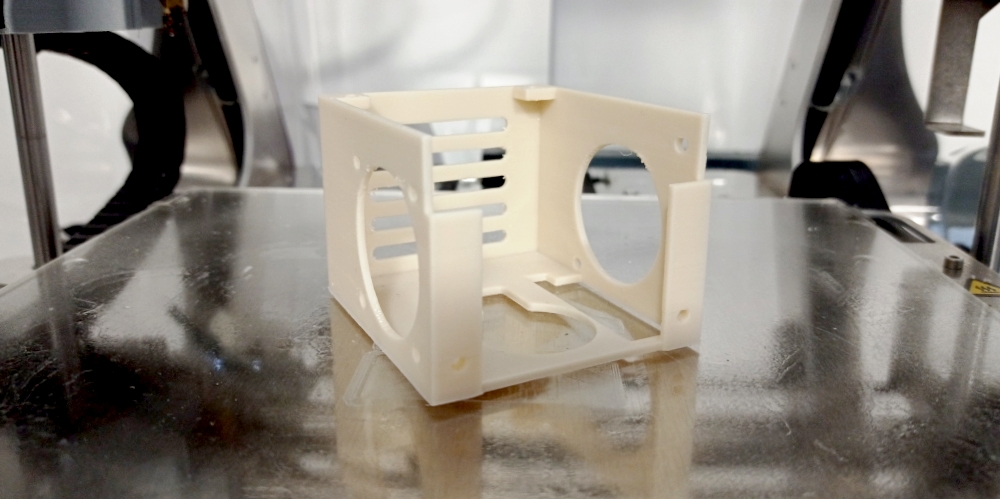
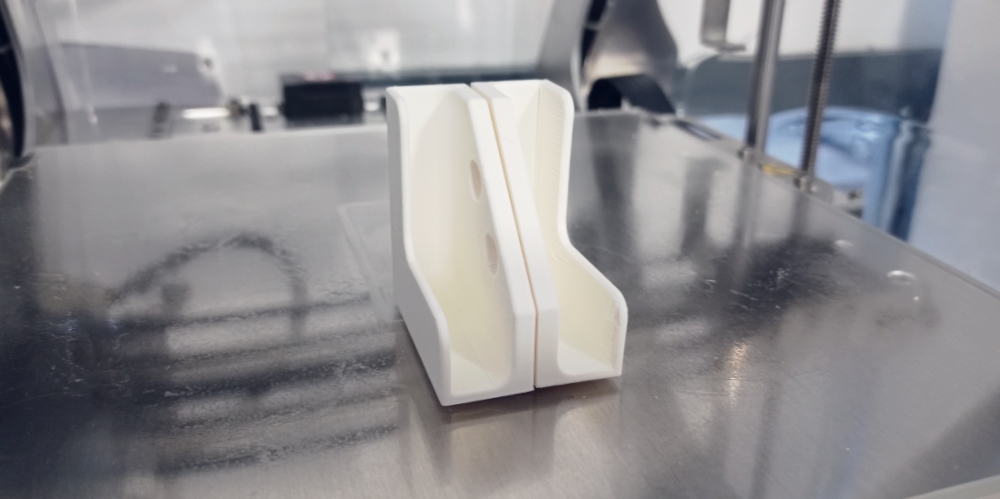
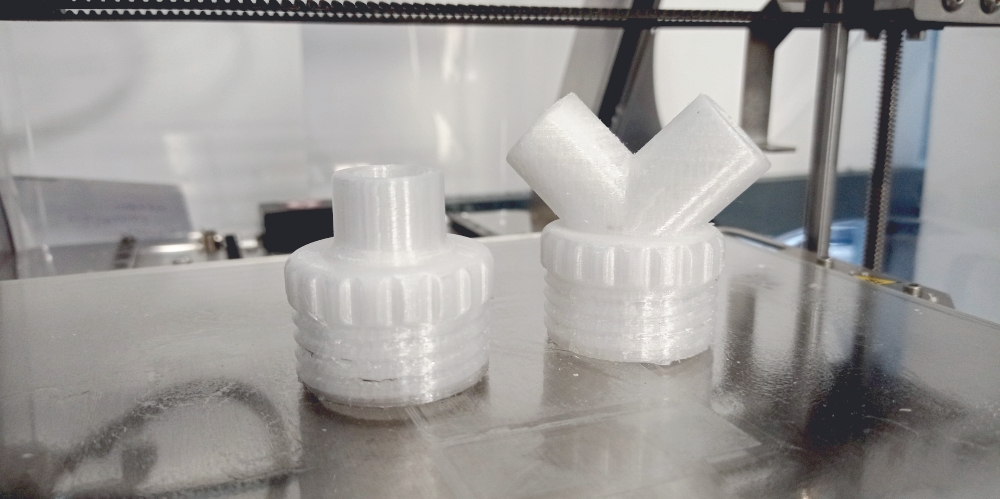
Nie licząc jednego detalu, który nie wyszedł nam z powodu splątanego filamentu na szpuli, żaden z pozostałych nie nastręczył nam problemów. Wydrukowaliśmy kilka końcówek do respiratorów z transparentnego i czarnego PETG, dwie obudowy do drukarek 3D z kremowego ASA oraz dwa mocowania z białego ABS. Wszystkie detale miały 50-90% wypełnienia oraz warstwę na poziomie 0,15 – 0,25 mm.






W kolejnym artykule przyjrzymy się bliżej pozostałym funkcjom ZMorpha VX – frezowaniu CNC, grawerowaniu laserem, druku 3D z dwóch materiałów / kolorów oraz druku 3D z mas i past.