
Zaledwie cztery miesiące trwała nasza przygoda z The Form 1+ i technologią SLA… Z początkiem stycznia br. sprzedaliśmy drukarkę 3D naszej zaprzyjaźnionej firmie, kończąc pełne frustracji zmagania z żywicą światłoutwardzalną, której nigdy nie byliśmy w stanie okiełznać. Co było źródłem naszej porażki – urządzenie, które nie drukuje jak trzeba, czy może nasza indolencja i brak umiejętności? Oto krótka relacja z naszych zmagań i próba odpowiedzi na pytanie, czy The Form 1+ i druk 3D z żywic są dla wszystkich…?
Gdy w połowie września 2015 r. publikowałem pierwszy artykuł na temat naszych pierwszych doświadczeń z The Form 1+ byłem już świadom szeregu problemów, jakie miały prześladować nas w kolejnych miesiącach. Brak powtarzalności, zrywanie się wydruków oraz droga eksploatacja sprawiły, iż perspektywa każdego kolejnego uruchomienia drukarki 3D wiązała się z coraz większą niechęcią i w pewnym momencie zaczęliśmy wręcz odwlekać drukowanie 3D na The Form 1+ w czasie, tłumacząc to innymi obowiązkami.
Czy oznacza to w takim razie, że The Form 1+ jest beznadziejny i nie da się na nim pracować? Nic z tych rzeczy. Pod względem funkcjonalnym to doskonałe urządzenie. Po ostatniej aktualizacji oprogramowania (PreForm) wypuszczenie modelu do druku 3D sprowadza się w gruncie rzeczy do wyboru rodzaju żywicy i wysokości warstwy (robimy to przy każdym uruchomieniu programu), kliknięcia nowego przycisku kreatora wydruku oraz… kliknięcia przycisku uruchamiającego wydruk. Wszystko zostało całkowicie zautomatyzowane i początkujący użytkownicy nie powinni mieć absolutnie żadnych problemów z rozpoczęciem pracy.

Problem tkwi jednak gdzie indziej… O ile większość modeli udaje się wydrukować bez większych przeszkód, o tyle prędzej czy później natrafimy na takie, z którymi The Form 1+ sobie nie poradzi. To „nieporadzenie sobie” polega zwykle na tym, iż wydruk zrywa się w trakcie pracy, lub w najlepszym przypadku robią się w nim dziury. Z czego to wynika i dlaczego niektóre modele wychodzą lepiej od innych – to jest rzecz, której nie udało nam się w tak krótkim czasie (cztery miesiące [SIC!]) odkryć i zrozumieć?
Wszystkie złe rzeczy, na które trzeba ciągle zwracać uwagę…
To co ma negatywny wpływ na jakość druku 3D The Form 1+ to na pewno:
- zabrudzenia na lustrze sterującym wiązką lasera – niestety konstrukcja drukarki 3D ma pewną wadę polegającą na tym, iż przez otwór, przez który przechodzi śruba kulowa sterująca stołem roboczym w osi Z, do wnętrza urządzenia dostaje się kurz z pomieszczenia; tymczasem najmniejsza drobinka kurzu na lustrze powoduje, iż w tym konkretnym miejscu żywica nie zostanie właściwie utwardzona, gdyż wiązka lasera będzie zniekształcona; oczywiście może się zdarzyć, iż kurz będzie w takim miejscu, gdzie w danej chwili model nie jest drukowany i nic złego się nie stanie, ale… przechodzimy w ten sposób do kwestii czynnika losowego – nie wiedząc czy i gdzie osadzi się kurz na lustrze, nie wiemy czy model wydrukuje się poprawnie?
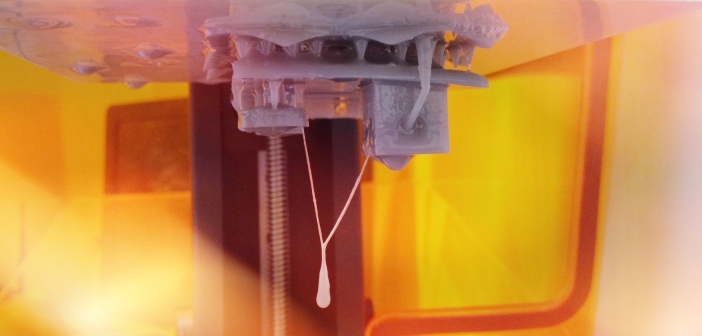
- zabrudzona żywica – dziś z perspektywy czasu można powiedzieć, iż dopóki nie oderwał się nasz pierwszy wydruk, The Form 1+ drukował wszystko bez najmniejszych problemów; powody zrywania się wydruków opisuję poniżej, tutaj chciałbym skupić się na konsekwencjach tego typu sytuacji; wydruki zrywają się w różny sposób, w różnych miejscach – co ciekawe, chyba nigdy nie miał miejsca przypadek, aby model oderwał się od stołu; zawsze zerwanie następowało na fragmencie samego modelu 3D;

gdy model się zrywa, część pozostaje na stole, a reszta jest przytwierdzona do powierzchni kontenera w postaci płaskiego „gluta„; do jego usunięcia potrzebna jest specjalna szpachelka z jakiegoś elastycznego tworzywa (ja posłużyłem się silikonową szpachelką do rozprowadzania fug na kafelkach); szpachelkę zanurzamy w żywicy i delikatnie podważamy nią utwardzony fragment wydruku, który następnie wyławiamy z kontenera;
później „przeczesujemy” żywicę w poszukiwaniu fragmentów utwardzonego materiału, który również wyławiamy; przydaje się do tego wydrukowany wcześniej „grzebień„;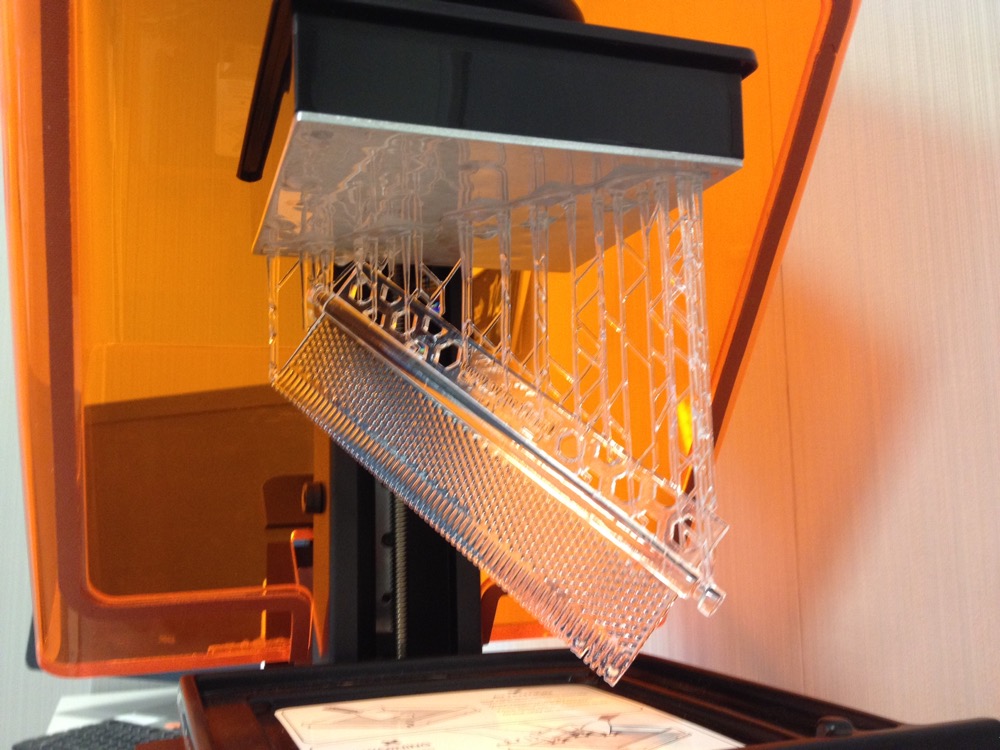
brzmi łatwo, prosto i przyjemnie – niestety rozmawiamy cały czas o żywicy, która jest gęsta, lepka i trudno usuwalna z przedmiotów, na które skapnie;
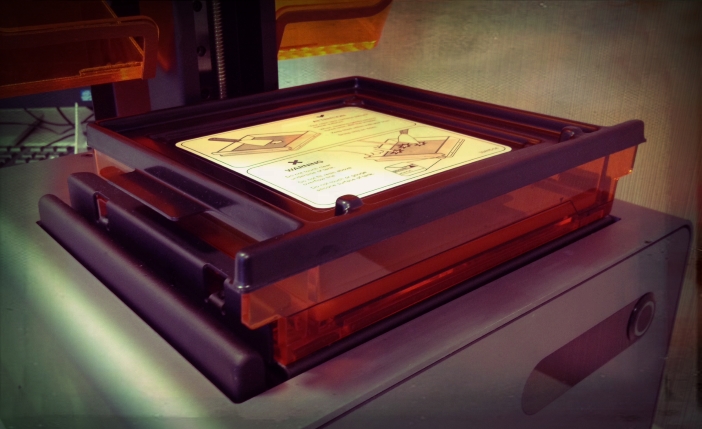
Fragment stacji do postprocessingu z wyraźnymi plamami po żywicy, możliwymi do usunięcia tylko przy pomocy alkoholu izopropylowego wszystkie narzędzia, z których korzystaliśmy w trakcie usuwania resztek wydruku z żywicy (szpachelka i grzebień) są po wszystkim oblepione żywicą, którą należy wytrzeć papierem lub chusteczkami; aby skomplikować sprawę, po wytarciu na ich powierzchni pozostaną drobinki papieru, które się poprzyklejają do resztek żywicy; dlatego po skończonej pracy wszystkie narzędzia należy umyć w alkoholu izopropylowym;
a teraz najciekawsze – przed wyławianiem resztek wydruku z żywicy, należy wpierw wyczyścić dokładnie szpachelkę i grzebień z kurzu – w innym przypadku kurz z narzędzi trafi do żywicy, co spowoduje, że nasz kolejny wydruk może nie wyjść poprawnie
- różny opór żywicy w zależności od umieszczenia modelu na stole i/lub ich ilości – jak już opisywałem to w poprzednim artykule, z uwagi na to, iż światło lasera utwardza żywicę na całej długości, każda warstwa drukowanego modelu przytwierdza się do podłoża kontenera z żywicą, dlatego po jej utwardzeniu stół podnosi się odrywając wydruk; powoduje to, iż żywica cały czas jest w ruchu;w momencie gdy wydruk jest już na tyle duży, że zaczyna się z niej wynurzać, przemieszczająca się z boku na bok żywica zaczyna oddziaływać na wydruk delikatnie go zniekształcając, lub w skrajnych przypadkach powodując jego przerwanie lub oderwanie się od supportów;

na przestrzeni miesięcy zauważyliśmy, że w zależności od tego ile modeli drukujemy na raz oraz w jaki sposób są one rozmieszczone względem stołu oraz względem siebie ma wpływ na ich jakość; niestety nie doszliśmy do tego jak to zacząć kontrolować?
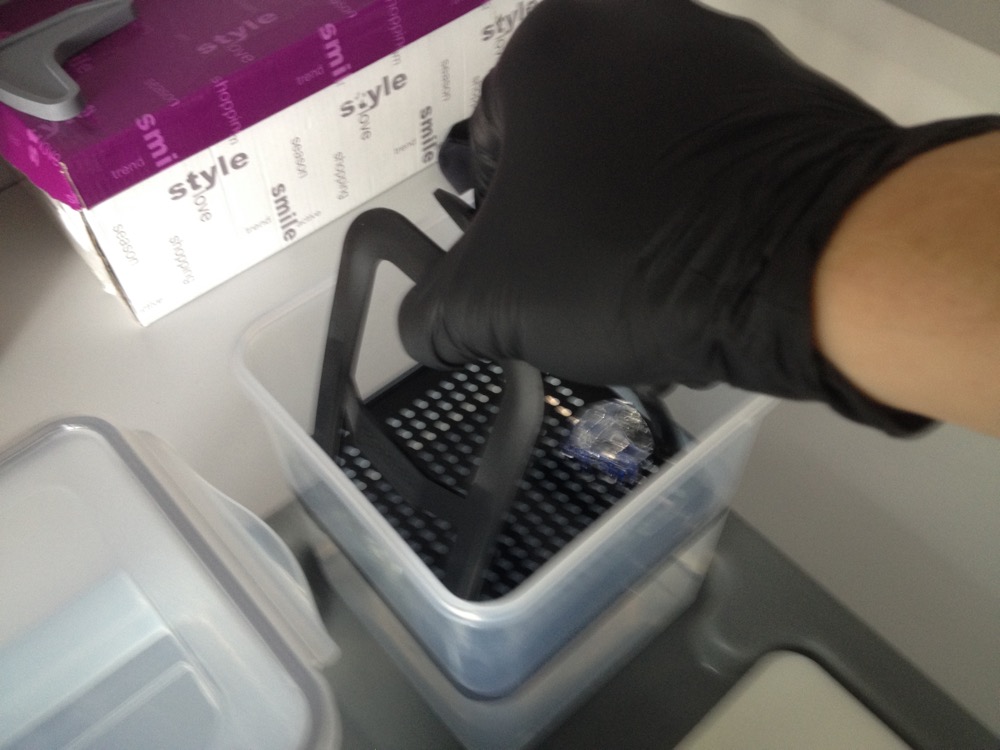
- niedokładny postprocessing – po zakończonym wydruku, należy go wykąpać w alkoholu izopropylowym; odbywa się to w trzech etapach: kąpiel w pierwszym zbiorniku przez 2 minuty, następnie 10 minut schnięcia oraz kolejna kąpiel w drugim zbiorniku przez 8 minut; kąpiel w izopropylu ma na celu utwardzanie oraz oczyszczenie wydrukowanego modelu – niestety jeśli przetrzyma się go zbyt długo w alkoholu, zacznie się kurczyć;

jeśli drukujemy figurkę lub inny gadżet – jest to bez większego znaczenia; jeśli drukujemy detal na warstwie o wysokości 0,025 mm gdzie liczą się wszystkie mikrony, tego typu postprocessing „na oko„, jest średnim rozwiązaniem; konieczna jest tutaj bardzo długa praktyka i dokładność; czasem warto też po prostu pogodzić się z faktem, iż dany detal po prostu nie wyjdzie na The Form 1+ lub przy użyciu jego domyślnych narzędzi…
Dlaczego wydruki się zrywają?
Odpowiedź na to pytanie jest tak naprawdę kluczem do sukcesu. Od razu przyznam – nie wiemy? Mamy szereg przypuszczeń, które w większości przypadków przeradzają się w pewność – niestety w 9 przypadkach na 10 następuje to dopiero po fakcie. Nie potrafimy przewidzieć problemów – bądź im przeciwdziałać. Na to potrzeba mnóstwo prób i czasu. Mówiąc krótko – na The Form 1+ (i na The Form 2 zapewne również) należy po prostu nauczyć się drukować.
Rozpoczynając prace z drukarką 3D drukującą z żywic światłoutwardzalnych, zapominamy o wszystkim co się dowiedzieliśmy w kontekście innej technologii – w naszym przypadku FDM. Tu nic nie jest takie samo – nie ma punktów wspólnych. W gruncie rzeczy jedyne co łączy stereolitografię z FDM to to, iż jedno i drugie nazywamy drukiem 3D, oraz że efektem końcowym obydwu procesów jest powstanie trójwymiarowego obiektu. Acha, i jeszcze to, że w obydwu technologiach korzystamy z plików STL.
Reszta jest kompletnie różna i wszystkiego musimy uczyć się od nowa.
To czego nam zabrakło to cierpliwości i chęci inwestowania pieniędzy w kolejne butelki żywicy. Od razu trzeba podkreślić – nauka na The Form 1+ jest droga. Pisałem o tym w poprzednim artykule, więc tylko dla przypomnienia – do kosztu żywicy (która jest kilka – kilkanaście razy droższa od filamentu do drukarek 3D FDM) należy doliczyć koszt pojemnika na żywicę (zużywa się co 2-3 litry; również przy zmianie rodzaju żywicy, musimy użyć nowego kontenera).
Ale wracając do pytania – dlaczego wydruki się zrywają, oto lista potencjalnych odpowiedzi:
- źle zorientowany wydruk względem stołu roboczego – w druku 3D z żywic światłoutwardzalnych, modele muszą być odwrócone pod kątem ok. 30° względem stołu / powierzchni żywicy; oprogramowanie robi to automatycznie, z tym że zauważyliśmy, iż robi to według dość ogólnych algorytmów, a nie dlatego że np. „przeanalizowało projekt i zorientowało go w najbardziej optymalny sposób”;
co ciekawe, udało nam się wydrukować 2-3 wydruki zorientowane pod kątem 90° względem stołu (czyli tak jak w FDM), ale większość tego typu prób kończyła się fiaskiem; niemniej jednak dopuszczamy możliwość, iż PreForm może się pomylić i dany wydruk zostanie domyślnie źle zorientowany, co w kontekście opisywanego powyżej problemu różnego oporu żywicy w zależności od umieszczenia modelu na stole może spowodować jego zerwanie
- źle wygenerowane supporty – zbyt słabe, nie dość gęste lub źle rozmieszczone supporty mogą spowodować, że wydruk się z nich zerwie; tak jak w przypadku orientowania, tak i tu nie mamy pełnego zaufania do PreForm? w kilku przypadkach tylko i wyłącznie nasza ingerencja w model i dodanie kolejnych podpór sprawiła, iż dany wydruk wyszedł poprawnie
- brudne lustro, brudna żywica czyli kompilacje wszystkich w/w problemów…
Podsumowanie
The Form 1+ jest bardzo interesującą drukarką 3D, która jest w stanie zapewnić wysokiej jakości wydruki – jednakże droga do opanowania sztuki drukowania na niej jest długa i wyboista. Chyba najbardziej zwodnicze w tym urządzeniu są jego obsługa i oprogramowanie. Pracując z The Form 1+ ma się początkowo wrażenie, iż to najprostszy sprzęt w obsłudze na świecie. Nawet prostprocessing zdaje się być ciekawym (chociaż śmierdzącym izopropylem) doświadczeniem. Niestety „im dalej w las – tym więcej drzew„, a użytkownik zostaje zmuszony do analizowania kolejnych wpadek i wyciągania z nich wniosków.
W którymś momencie podjęliśmy decyzję o zakończeniu świadczenia usług druku 3D i tym samym dalsza praca nad rozgryzaniem niuansów związanych z drukowaniem na The Form 1+ stała się bezzasadna. Oczywiście nasza decyzja nie miała żadnego związku z samą drukarką 3D – to raczej jej sprzedaż była pochodną zaprzestania świadczenia usług druku 3D. Drukowanie z żywic światłoutwardzalnych jako sztuka dla sztuki nie wydawała nam się na tyle pociągająca, aby w dalszym ciągu poświęcać temu czas oraz pieniądze.
Jesteśmy tutaj pełni podziwu dla Maćka Strzały z Formakers, który opanował sztukę drukowania z The Form 1+ do perfekcji, czego dowodem są niezwykłe modele 3D, które prezentuje podczas targów i eventów. Maciek udowadnia, że jeśli komuś naprawdę będzie zależeć na dobrych wydrukach na The Form 1+ to je osiągnie – nam zabrakło na to energii i wiary. Inna sprawa, że postanowiliśmy poświęcić się nieco innym projektom, ale to już oddzielna historia…
Tak czy inaczej – jeśli zamierzacie zainwestować w The Form 1+ lub The Form 2, pamiętajcie: kluczowe są cierpliwość, pokora i pieniądze na kolejne butelki żywicy. To nie FDM – to coś zupełnie innego…


