

Klejenie wydruków do stołu roboczego drukarki 3D w technologii FDM to temat rzeka… Stosowanych jest tu szereg najprzeróżniejszych rozwiązań: począwszy od smarowania stołów zwykłym klejem biurowym, przez smarowanie go roztworem ABS i acetonu (tzw. „sok z ABS„), a skończywszy na specjalnych, perforowanych stołach. Testując większość dostępnych na rynku rozwiązań, osobiście najbardziej przypadł mi do gustu BuildTak – specjalna naklejka na stoły robocze, do których wydruki z łatwością się przyczepiają, a po skończonym wydruku równie łatwo odczepiają (choć zdarzają się tu oczywiście wyjątki). BuildTak ma niestety ograniczoną żywotność – w trakcie odrywania wydruków powierzchnia naklejki rysuje się i stopniowo niszczy i zużywa. W zależności od rodzaju stosowanego filamentu oraz tego jak dużo się na niej drukuje, wystarcza na kilka miesięcy lub… kilkanaście dni. Niedawno na rynku pojawiła się interesująca alternatywa w postaci specjalnego kleju w formie sprayu o nazwie Dimafix. Dzięki uprzejmości firmy Blackfrog.pl, która jako pierwsza wprowadziła go do Polski, mieliśmy okazję go testować. Oto garść moich przemyśleń na jego temat…
Dimafix
Dimafix został stworzony przez hiszpańską firmę DIMA3D i jest przeznaczony do użytku w drukarkach 3D drukujących w technologii FDM z podgrzewanym stołem. Zapewnia przyczepność pomiędzy drukowanym modelem i szkłem. Działa dla większości materiałów termoplastycznych jak ABS, PLA, HIPS, czy FilaFlex. Przyczepność do podłoża aktywuje się gdy temperatura stołu osiąga temperaturę powyżej 50ºC. Gdy spada poniżej, efekt „przyklejenia” zanika i modele daje się oderwać od stołu. Dimafix jest wodorozpuszczalny więc jest łatwy do czyszczenia przy użyciu wody.

Dimafix posiada cztery strefy temperatury, przy których działa:
- strefa IV – temperatura 95 – 120ºC – maksymalna przyczepność drukowanego elementu, o dowolnej wielkości i kształtu; maksymalna testowana wielkość wydruku dla tego przedziału temperatur to 48 cm x 24 cm podczas ciągłego, 48-godzinnego drukowania
- strefa III – temperatura 75 – 95ºC – strefa dużej przyczepności wydruku, dowolnego kształtu i wielkości do 20 cm x 20 cm; dobra jakość wydruku bez podwijania nawet podczas włączonego chłodzenia
- strefa II – temperatura 65 – 75ºC – średnia moc przywierania, przeznaczona dla prostych elementów bez ostrych krawędzi i wierzchołków
- strefa I – temperatura poniżej 65ºC – wydruk łatwo odkleja się od stołu po obniżeniu temperatury.
Dimafix kosztuje 57,00 PLN brutto i jest dostępny na stronie internetowej Blackfrog.pl. Wg dystrybutora, jedno opakowanie Dimafix o pojemności 400 ml wystarcza na ponad 100 wydruków.
Nasze testy były wykonywane na dwóch drukarkach 3D: Monkeyfab PRIME wyposażonej w stół ze szkła oraz Hbot 3D wyposażonej w stół ze szkła wyklejony kaptonem. Wydruki były drukowane z trzech gatunków PLA (Noviplast, Barrus i colorFabb) oraz jednego gatunku ABS (Devil Design).
1. Rozpoczęcie pracy
Zgodnie z informacją zawartą na opakowaniu, Dimafix jest materiałem bardzo łatwopalnym i powinien być rozprowadzany albo na zewnątrz, albo w bardzo dobrze wentylowanym pomieszczeniu. Może być używany na stołach o temperaturze nie wyższej niż 50ºC. Domyślam się również, iż nie jest zalecane natryskiwanie go w bezpośredniej bliskości głowicy drukującej, której temperatura oscyluje w danej chwili na poziomie +100ºC.
Kwestia wentylacji jest tu dość istotna. Dimafix ma charakterystyczny, słodkawy zapach, jednakże zdecydowanie „czuć go chemią„. Po użyciu go w pomieszczeniu biurowym o powierzchni ponad 30 m2 zdecydowanie wskazane było jego krótkie przewietrzenie. Generalnie zapach jaki wydaje Dimafix nie jest duszący lub drażniący, niemniej jednak tak naprawdę nie wiemy z czego się składa i co wdychamy? Skoro producent informuje na opakowaniu o konieczności wentylacji lub używania preparatu na zewnątrz, nie wiem czy warto być królikiem doświadczalnym i sprawdzać co się stanie jeśli nie będzie się stosować do tych zaleceń? Tak się szczęśliwie składa, iż nasze biuro jest wyposażone w duży taras, dlatego nie było dla nas żadnym problemem nanoszenie sprayu na szyby drukarek 3D na zewnątrz.




Poza tym szczegółem, reszta jest banalna. Spray nanosimy punktowo – tam gdzie ma być nadrukowany model. Nie ma potrzeby pokrywania klejem całego stołu i raczej nie ma potrzeby aby pokrywać go zbyt dużą warstwą. Jeżeli rozprowadzimy spray w delikatny sposób, stół pokrywa się matową „mgiełką„. Większa ilość kleju powoduje jego skroplenie, które jednak szybko wysycha podczas nagrzewania się stołu.
2. Praca z Dimafix
Gdy stół jest pokryty klejem, zakładamy szybę na stół roboczy i uruchamiamy wydruk. Należy oczywiście pamiętać o tym, aby grzałka stołu miała niższą temperaturę niż zalecane 50ºC. Po osiągnięciu właściwej temperatury (65ºC – 70ºC dla PLA lub 100ºC dla ABS) materiał bezproblemowo przyczepia się do stołu. Po zakończonym wydruku musimy odczekać niestety aż stół ostygnie. Wg informacji producenta wydruk łatwo odchodzi już przy temperaturze poniżej 65ºC, jednakże z mojej (stosunkowo krótkiej) praktyki wynika, że najlepiej robić to w temperaturze poniżej 40ºC. Wtedy faktycznie wystarczy lekko podważyć wydruk szpachelką i schodzi on ze stołu. Nie jest to może tak łatwe jak w przypadku chociażby BuildTak, ale bez porównania łatwiejsze niż w przypadku stołu smarowanego sokiem z ABS.




Po oderwaniu wydruku część kleju pozostaje na wydruku i jest on trochę lepki w dotyku. Wystarczy go jednak przetrzeć mokrą chusteczką / szmatką i klej bez problemu schodzi. Na stole pozostaje oczywiście „dziura” po oderwanym wydruku, ale o ile kolejny model który będzie drukowany ma inny kształt i wystaje poza pozbawiony kleju obszar, z powodzeniem się przykleja do stołu (testowane tylko w przypadku PLA).
Aby kontynuować druk 3D z kolejnym modelem, musimy niestety czekać aż stół ostygnie, co w przypadku drukowania serii małych, szybkich wydruków jest trochę kłopotliwe. Wydłuża to nieco czas pracy, ponieważ procedura za każdym razem musi być taka sama – najpierw stół stygnie, potem nanosimy warstwę kleju (chyba że występuje taka sytuacja jak opisana w akapicie powyżej), potem czekamy aż stół na powrót się nagrzeje i dopiero rozpoczyna się kolejny wydruk. Jest to trochę uciążliwe przede wszystkim w przypadku ABS, gdzie stół musi ostygnąć ze 100ºC a potem na powrót się rozgrzać do tej temperatury. Funkcja „keep warm” zdecydowanie odpada.
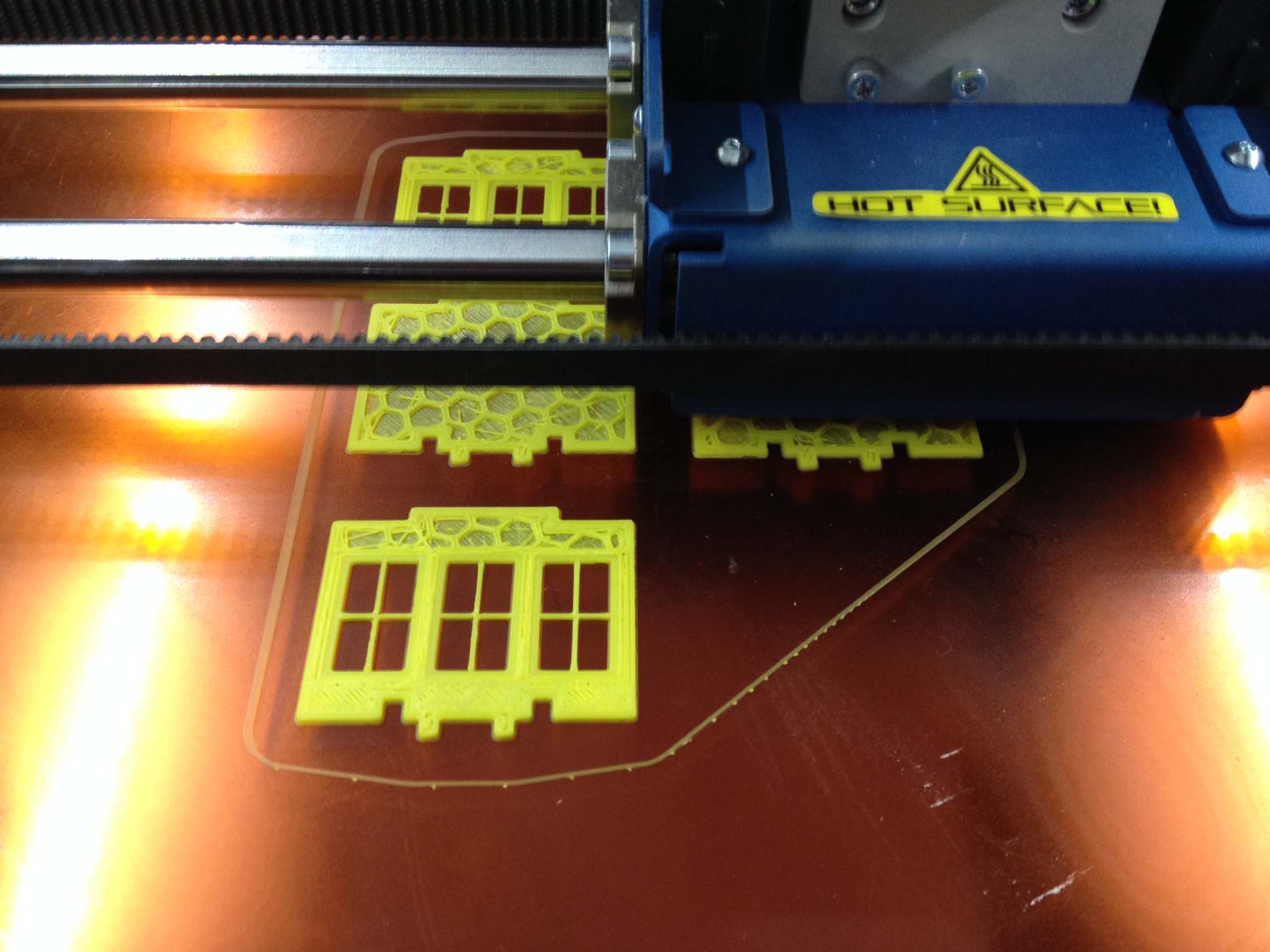
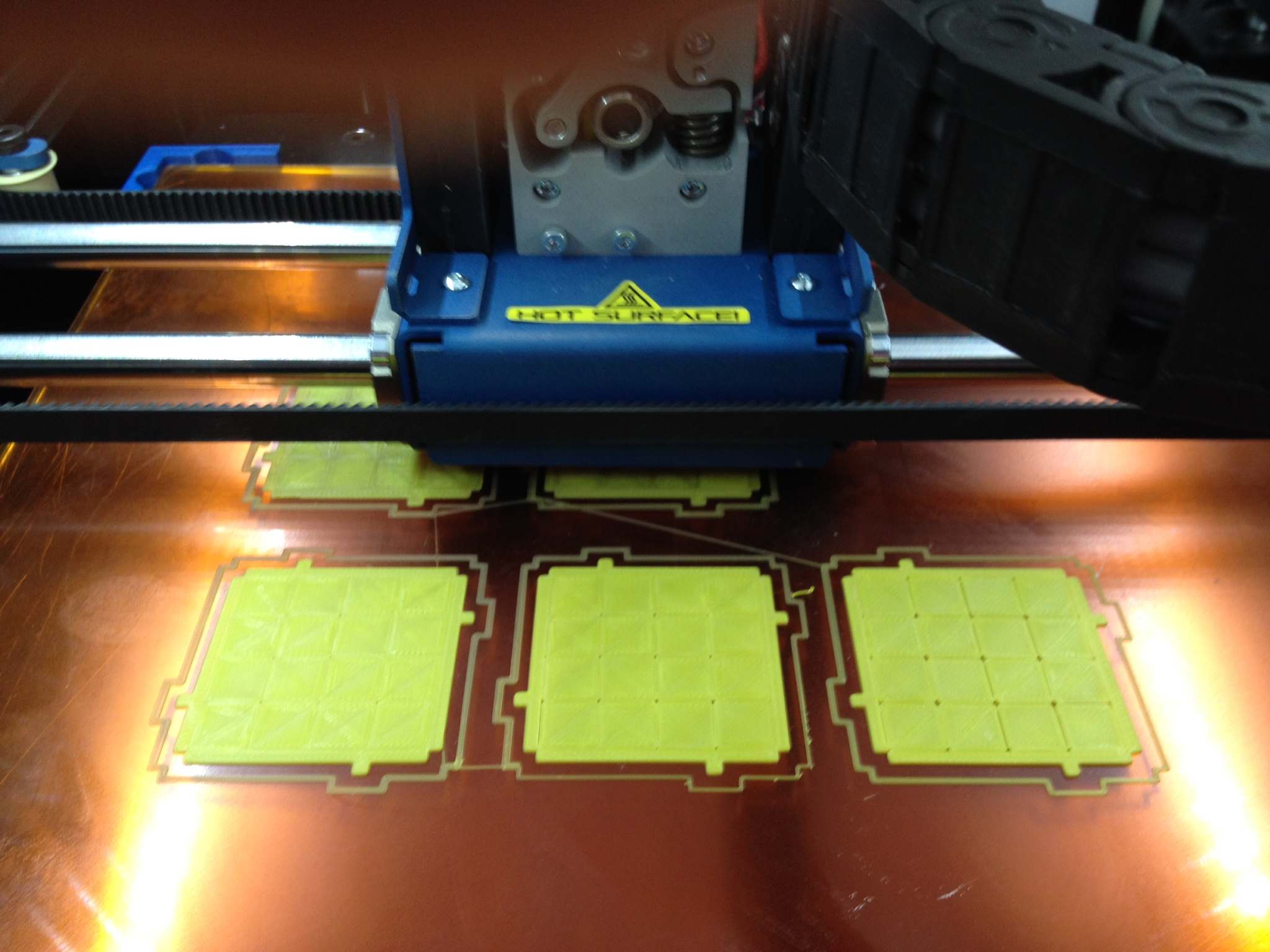
3. Efekty pracy z Dimafix
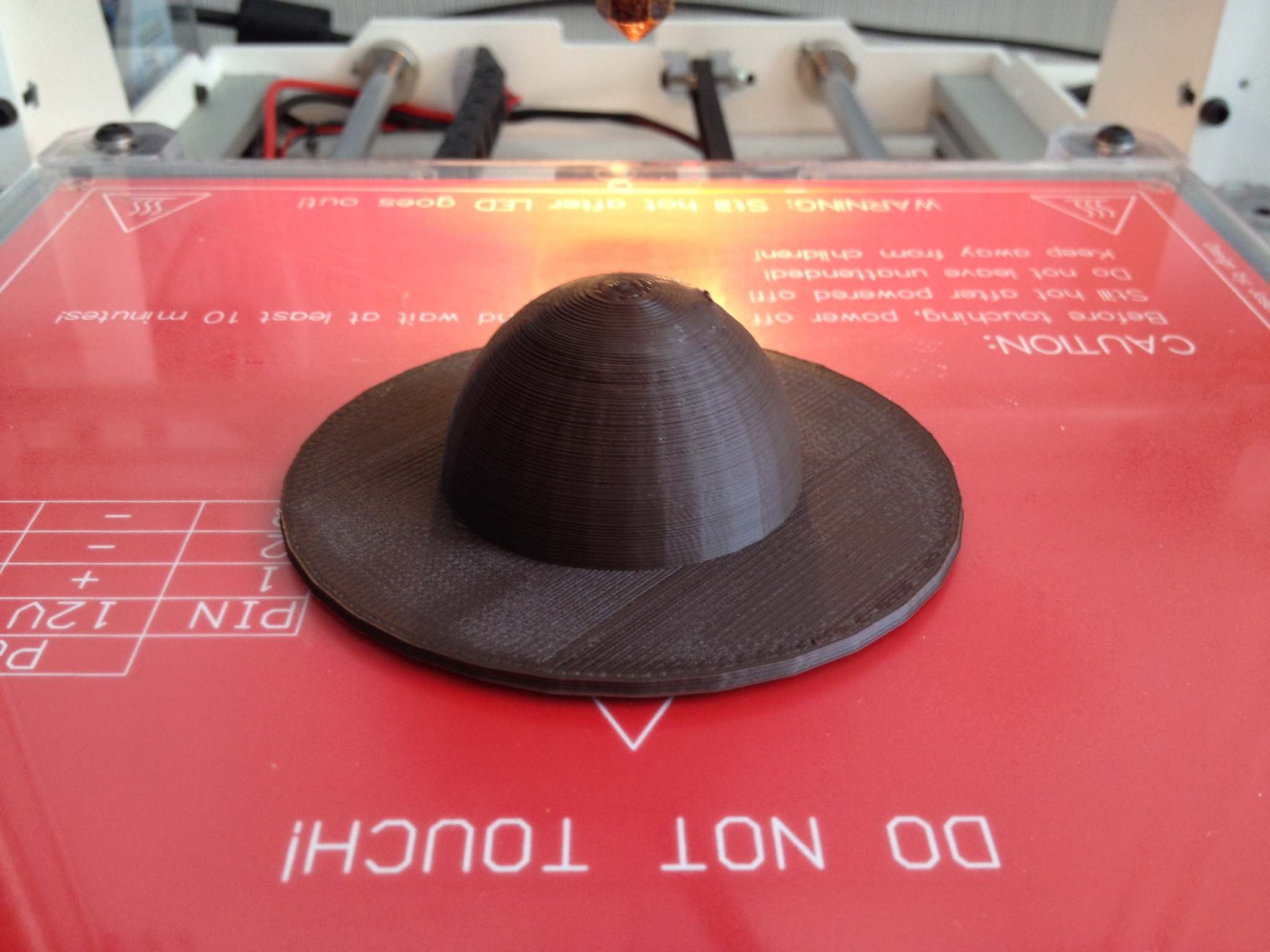
Chociaż próbka była stosunkowo niewielka, mogę śmiało napisać, że Dimafix w pełni sprawdza się w kwestii bardzo dobrego „trzymania” wydruku na stole. Wcześniej na HBocie wydrukowałem kilka elementów z PLA w postaci kwadratów o wymiarze ok. 4 x 4 cm. Stół był wyklejony kaptonem i pokryty grubą warstwą soku z ABS – mimo to dwa detale podwinęły się na krawędziach. Gdy powtórzyłem wydruk na stole pokrytym Dimafixem, wydruk wyszedł doskonale. Podobnie było w przypadku ABS na PRIME. Modele idealnie przywarły do powierzchni stołu i nie było żadnego problemu ani ze skurczem, ani podwijającymi się końcówkami.


4. Podsumowanie
W ostatecznym rozrachunku Dimafix jest bardzo ciekawym rozwiązaniem. Dla osób drukujących duże ilości modeli z ABS jest zdecydowanie lepszą alternatywą dla soku z ABS, który jest dużo bardziej problematyczny w używaniu (i zakładam, że bardziej szkodliwy dla zdrowia) jak i BuildTaka, który dość szybko zużywa się przy tym materiale. W przypadku PLA, można znaleźć ciekawsze alternatywy, chociaż efekty pracy z Dimafixem są również doskonałe. Wadą tego preparatu są wspomniane wymogi co do procedury jego stosowania – rozprowadzanie na otwartej przestrzeni lub w wentylowanym pomieszczeniu oraz oczekiwanie na kontynuację pracy aż ostygnie / na powrót rozgrzeje się stół roboczy.

BuildTak po czterech miesiącach używania
Gdybym miał porównać Dimafix do BuildTaka to ująłbym to tak: do PLA zdecydowanie BuildTak, do ABS mimo wszystko Dimafix. Natomiast w tym drugim przypadku możemy spokojnie zapomnieć o soku z ABS, który w mojej ocenie jest w ogóle prymitywnym rozwiązaniem, stosowanym z uwagi na brak lepszych możliwości. Szczęśliwie teraz taka możliwość już jest. Jest droższa niż aceton, ale zdecydowanie bezpieczniejsza i zdrowsza (o ile będzie przestrzegać się zaleceń producenta).
Zobacz ciąg dalszy testów Dimafix, gdzie drukowaliśmy duże modele z Z-ABS na Monkeyfab PRIME i Zortrax M200.



