
W drugiej połowie 2015 r. zakupiliśmy jedną z najpopularniejszych, desktopowych drukarek 3D na rynku, w postaci drukującego z żywic fotopolimerowych The Form 1+ produkcji amerykańskiego Formlabs. Tak jak byliśmy na początku niezwykle podekscytowani tym nabytkiem, tak z czasem entuzjazm został dość szybko ugaszony zalewem problemów, jakie generowało nam to urządzenie. Ostatecznie po czterech miesiącach użytkowania sprzedaliśmy je. Nasze doświadczenia szczegółowo opisałem w artykule „Dlaczego sprzedaliśmy The Form 1+…?„, gdzie wymieniłem całą listę trudności z jakimi się borykaliśmy. Niedawno, po niemalże równo dwóch latach, w nasze ręce trafiła druga generacja drukarek 3D Formlabs – The Form 2.
Drukarkę 3D otrzymaliśmy dzięki uprzejmości CadXpert – oficjalnego dystrybutora tej marki w Polsce. W zeszłym tygodniu na łamach 3D w praktyce prezentowałem unboxing urządzenia wraz z pierwszymi wrażeniami z pracy z nią. Dziś postanowiłem skupić się na opisie różnic pomiędzy obydwoma drukarkami 3D, a przede wszystkim na tym, czy udało się rozwiązać problemy, z którymi borykaliśmy się przy „jedynce plus„…?
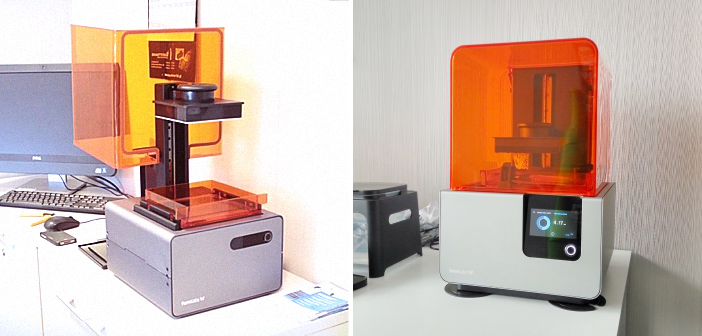
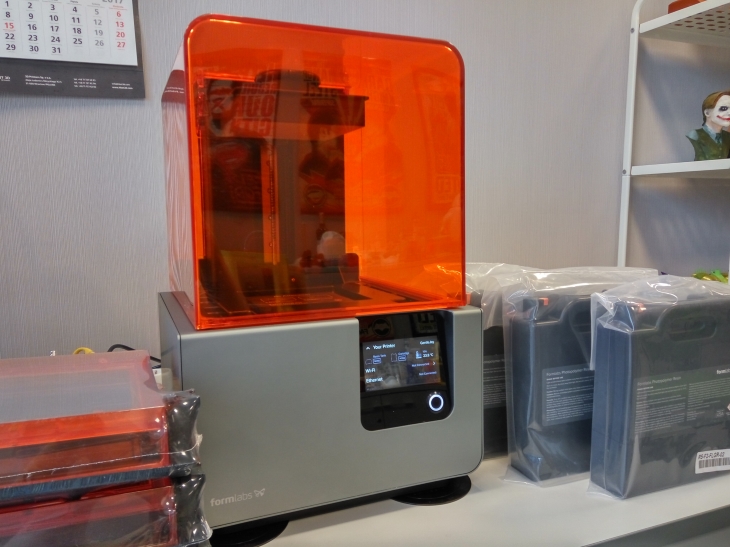
The Form 2 to flagowy produkt Formlabs, wykorzystujący w pracy metodę utwardzania żywicy wiązką lasera, znaną powszechnie jako SLA (Stereolitografia). Pojawił się na rynku we wrześniu 2015 r. (kilka tygodni po zakupieniu przez nas 1+), aby w marcu bieżącego roku ostatecznie zastąpić swojego poprzednika, który został w całości wyprzedany. Obszar roboczy urządzenia to 145 x 145 x 175 mm. Najważniejsze rzeczy odróżniające The Form 2 od „jedynki” to m.in. poszerzona dolna obudowa, duży ekran dotykowy, czy komunikacja przez WiFi. Żywica dostarczana jest automatycznie z kartridża, a nie dolewana ręcznie z butelki.
Jednakże największe zmiany zaszły w procesie drukowania 3D oraz zabudowie śruby sterującej stołem roboczym w osi Z i lustra sterującego wiązką lasera. Można powiedzieć, że te dwa czynniki istotnie zmieniły jakość pracy urządzenia, rozwiązując większość (wszystkie?) problemy na jakie natrafiliśmy przy The Form 1+…

A sprowadzały się one w większości przypadków do jednego – zrywania się wydruków ze stołu w trakcie pracy:






Chociaż we wspomnianym we wstępie artykule wskazywałem, że trudno jednoznacznie ustalić co jest źródłem tego typu problemu, można wyróżnić następujące czynniki mające wpływ na ich występowanie:
- źle zorientowany wydruk względem stołu roboczego
- źle wygenerowane supporty
- zabrudzenia na lustrze sterującym wiązką lasera
- zabrudzona żywica
- różny opór żywicy w zależności od umieszczenia modelu na stole i/lub ich liczby.

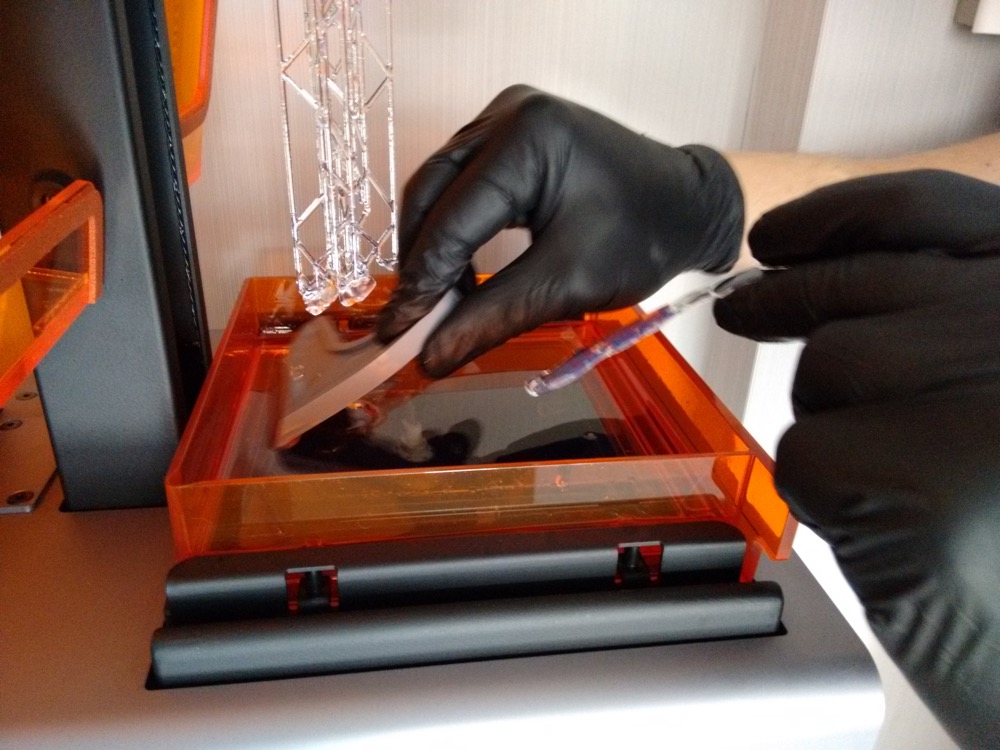
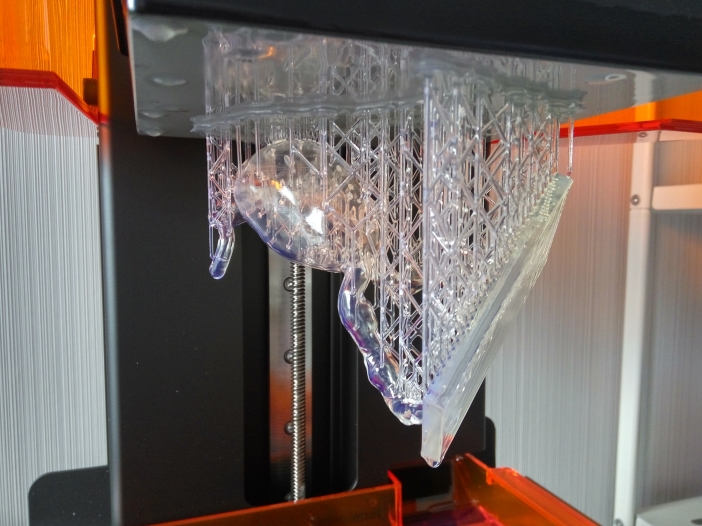
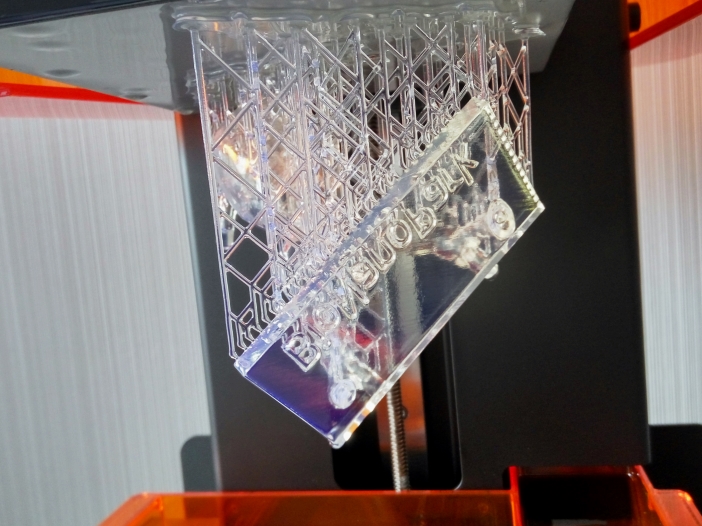
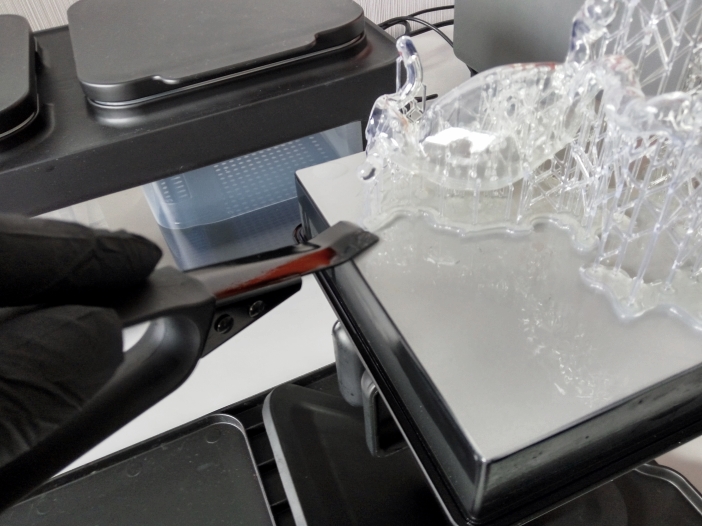
Formlabs wyeliminował w The Form 2 wszystkie w/w błędy i niedoskonałości. Po pierwsze, najnowsza wersja oprogramowania sterującego PreForm wniosła sporo zmian w kwestii cięcia modelu i generowania struktur podporowych. Raft – część wydruku przytrzymująca go i supporty do stołu drukarki 3D, jest grubszy i zakończony w specyficzny sposób „pod kątem” w stosunku do stołu. Poprawia to jego przyczepność jak również umożliwia łatwiejsze zdejmowanie go później ze stołu.
Po drugie, zniknął problem zabrudzenia / zakurzenia lustra sterującego wiązką lasera. Wystarczyło je zabudować i ochronić przed czynnikami zewnętrznymi. W The Form 1+ lustro (i cały mechanizm nim sterujący) było osłonięte wyłącznie pojemnikiem na żywicę. Gdy go zdejmowaliśmy – mogliśmy przez nieuwagę wylać na nie dosłownie jedną kroplę żywicy, aby skutecznie skomplikować sobie pracę. Z tym że największą bolączką była nie żywica, a kurz, który zawsze dostawał się do środka. Np. przez otwór na śrubę osi Z, która nie była w żaden sposób niczym zabezpieczona. W The Form 2 to zmieniono.
Po trzecie, zmieniono sam proces drukowania. W „jedynce plus” po każdej wydrukowanej warstwie modelu, pojemnik z żywicą obniżał się z jednej strony, odrywając go od jego powierzchni. Stół odrobinę się podnosił (nie wynurzając się ani na moment z żywicy), opuszczał do wysokości kolejnej warstwy, po czym proces się powtarzał.
W The Form 2 wygląda to zupełnie inaczej:
- zanim wydruk się rozpocznie, żywica jest podgrzewana do 31°C co poprawia jej właściwości i konsystencję
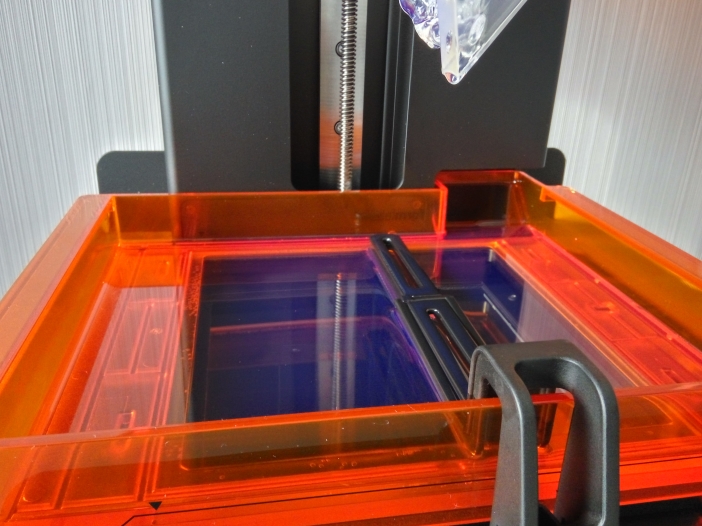
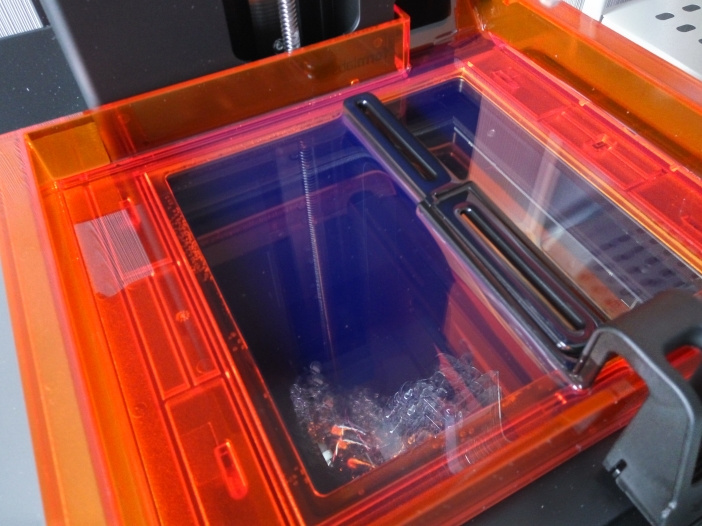
- obok pojemnika na żywicę zostało zainstalowane specjalne ramię czyszczące żywicę; przed rozpoczęciem wydruku przeczesuje ono intensywnie pojemnik z żywicą usuwając potencjalne zabrudzenia
- stół się zanurza w żywicy na wysokość pierwszej warstwy; drukowanie nie zaczyna się od razu, ale dopiero po chwili gdy żywica w pojemniku się ustabilizuje
- drukarka 3D rozpoczyna naświetlać pierwszą warstwę modelu; gdy to skończy, stół unosi się do góry, a pojemnik z żywicą odsuwa się odrobinę w osi X; gdy stół całkowicie wynurza się z żywicy, ramię czyszczące szybko przeczesuje pojemnik, a stół wraca do pojemnika
- proces się powtarza…
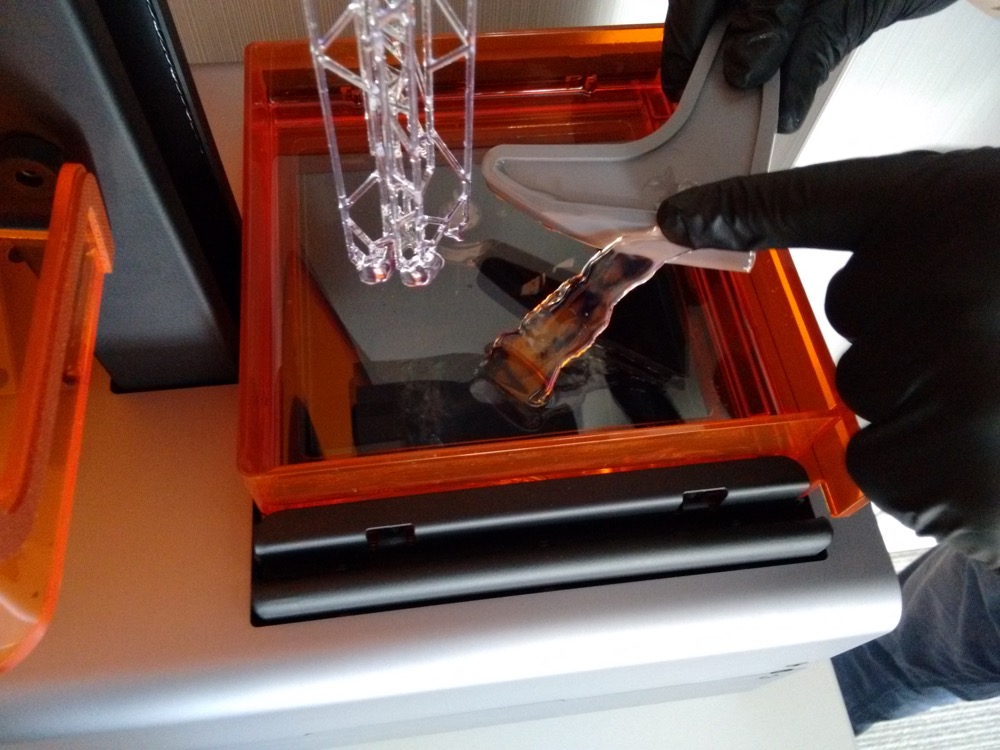
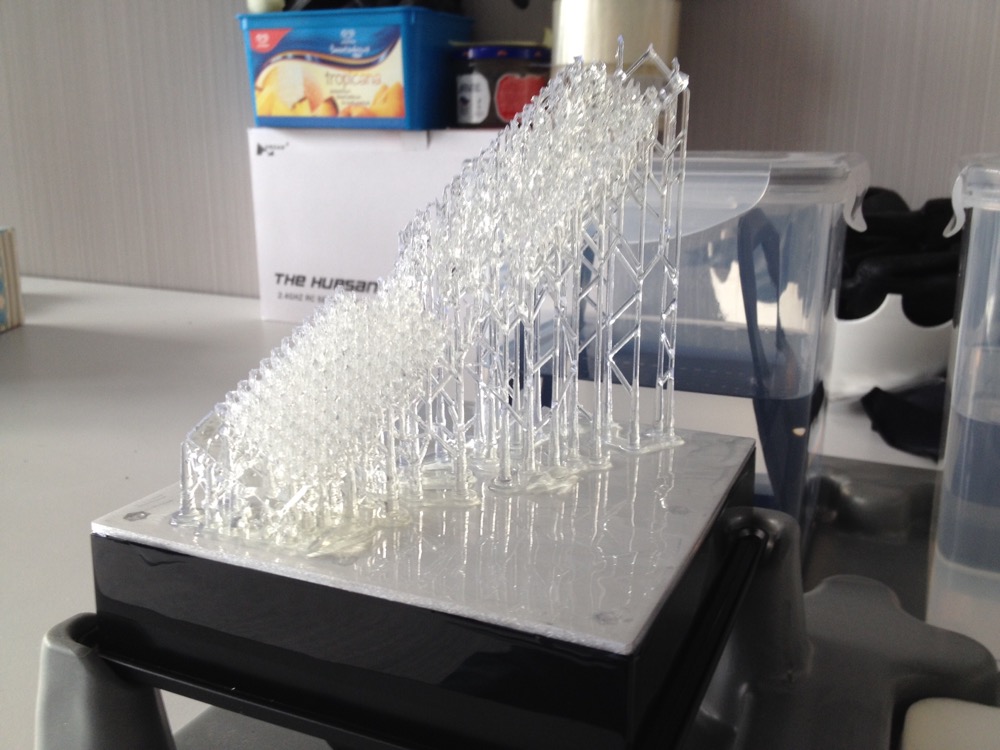
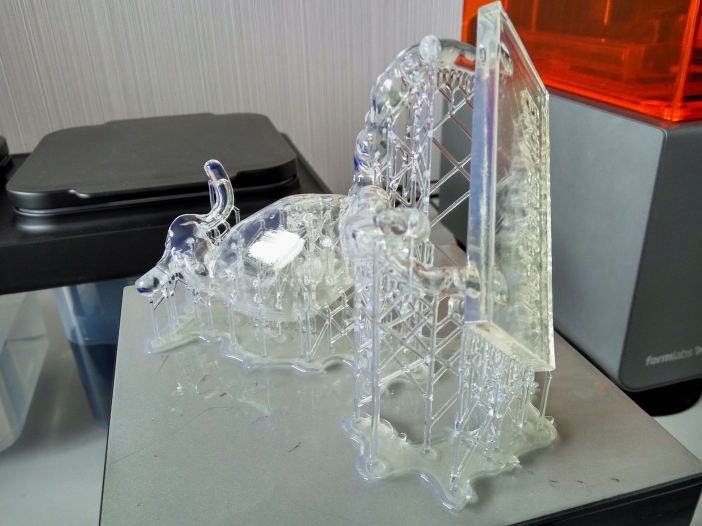
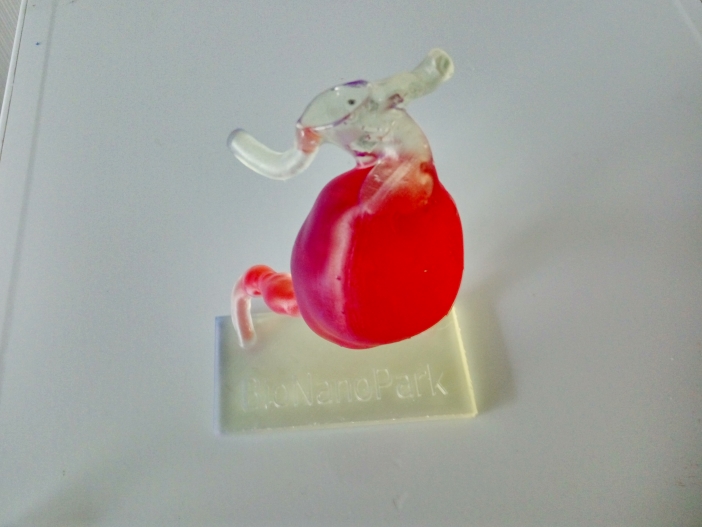
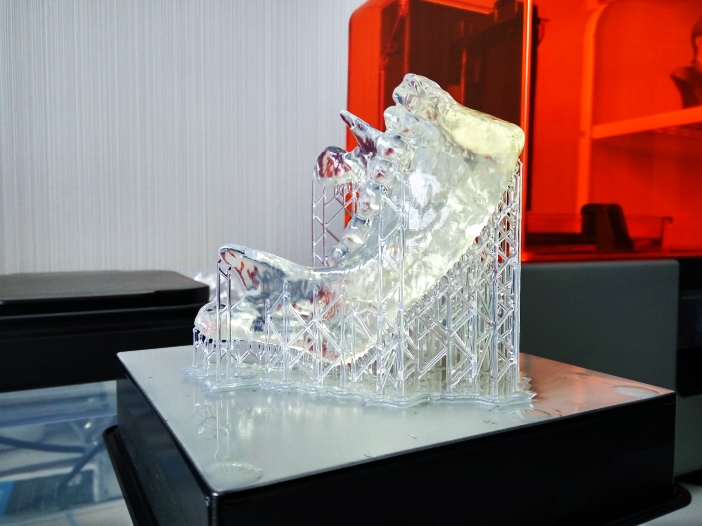
Koniec końców, do tej pory wydrukowaliśmy ponad 10 modeli z wykorzystaniem standardowej żywicy Formlabs „Clear” i nie napotkaliśmy na absolutnie żadne problemy. Wszystkie wydruki wyszły w sposób doskonały (więcej zdjęć wydruków znajdziecie także na 3D w praktyce)…




Dla porównania w The Form 1+ pierwszy wydruk „spadł” nam ze stołu chyba już przy czwartej lub piątej próbie…
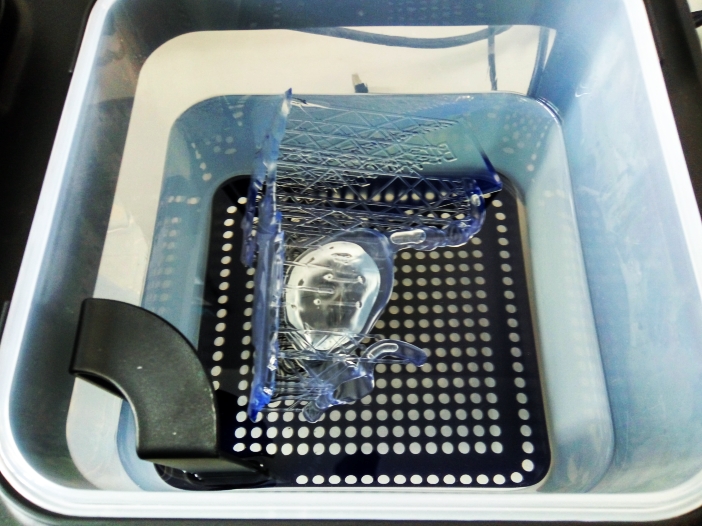
Oprócz samego procesu drukowania, zmianie uległ też post-processing. Choć w dalszym ciągu modele kąpiemy w dwóch pojemnikach z alkoholem izopropylowym, stało się to odrobinę bardziej przyjazne użytkownikowi. Poprzednio musieliśmy kąpać wydruk przez 2 minuty w pierwszym pojemniku, potem suszyć go przez 10 minut i kąpać w drugim pojemniku przez 8 minut. Teraz wystarczy włożyć wydruk na 10 minut do pierwszego, a następnie przełożyć go na kolejne 10 minut do drugiego. Drobiazg, ale ułatwiający pracę.

Podsumowując, mimo zaledwie kilkutygodniowego stażu pracy z The Form 2, mogę już na tym etapie stwierdzić jak wielka jest różnica pomiędzy tym urządzeniem, a jego poprzednią wersją. Zmiany które opisałem są krytyczne w stosunku do tego, co dezawuowało The Form 1+, ale oczywiście jest ich dużo więcej. W kolejnych artykułach na Centrum Druku 3D i 3D w praktyce postaramy się przybliżyć kolejne aspekty pracy z The Form 2 oraz technologią SLA w ogóle.


