To, czy proces wydruku modelu 3D się powiedzie, czy też zakończy się stworzeniem bezwładnego stosu filamentu, jest uwarunkowane przez mnóstwo czynników, takich jak materiał, adhezja stołu czy geometria modelu. Nie na wszystkie z nich masz wpływ, jednak w dużym stopniu możesz zaplanować jak będzie wyglądał proces wydruku.
Dzięki dobraniu odpowiednich parametrów w oprogramowaniu do cięcia modeli możemy zapewnić wysoką jakość wydruków. Czy wiesz jednak co oznaczają w praktyce i za co są właściwie odpowiedzialne?
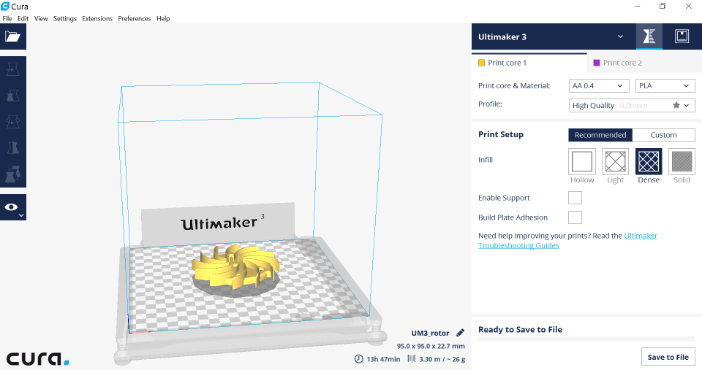
Oprogramowanie do cięcia modeli jest absolutnie niezbędnym narzędziem w procesie druku 3D. Odpowiada nie tylko za podział elementu na poziome warstwy, ale również za generowanie podpór oraz dobór odpowiednich parametrów druku 3D. Na przykładzie najnowszej wersji darmowego slicera Cura (2.4.0) przybliżymy Ci kilka najważniejszych funkcji i odpowiemy na pytanie – jak ich używać we właściwy sposób?
#1 Wysokość warstwy
Wysokość warstwy w dużej mierze warunkuje jakość i stopień dokładności wydruku. Im mniejsza wysokość, tym bardziej precyzyjny element uzyskamy, jednak wydruk zajmie to więcej czasu. Mniej widoczne staną się za to charakterystyczne prążki na powierzchni modelu (domena technologii FDM).

W przypadku prototypów, gdzie jakość nie jest najważniejszym kryterium, stosowanie niewielkiej wysokości warstwy nie jest konieczna.
Domyślne wartości wysokości warstwy zależne są od profilu jakości wybranej przez użytkownika (spośród niskiej, średniej i wysokiej). W przypadku elementów bez precyzyjnych zdobień czy detali Layer Height na poziomie 0.3 mm jest jak najbardziej wystarczająca.
#2 Grubość ściany
Parametr opisujący ilość warstw, jakie będzie posiadał zewnętrzny obrys modelu w dużej mierze warunkuje wytrzymałość wydruku. Warto zwiększyć tę wartość (z domyślnego 1 mm), jeżeli zależy Ci na trwałości wydruku. Modyfikowany najczęściej przy szczelnych wydrukach geometrii bez wewnętrznego wypełnienia (np. wazonów).
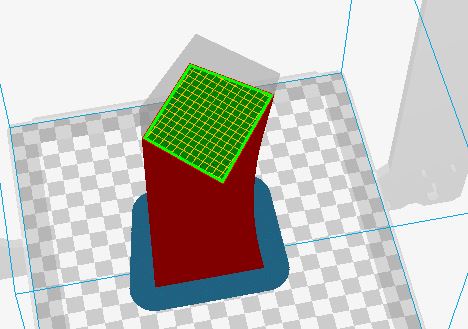
Warto zauważyć, że parametr odpowiada jedynie za grubość zewnętrznych ścian bryły – nie ma nic wspólnego z wypełnieniem.
#3 Gęstość wypełnienia
Zależność jest prosta – im większy procent wypełnienia zostanie zastosowany, tym cięższy i bardziej odporny mechanicznie będzie gotowy wydruk. Wartość podawana jest w procentach: 100% oznacza detal o całkowicie wypełnionej przestrzeni wewnętrznej.
Drukowanie ze stuprocentowym wypełnieniem jest kosztowne (duże zużycie materiału) oraz czasochłonne. Przed każdym wydrukiem warto się zatem zastanowić czy dany model wymaga wysokiej odporności mechanicznej? Jakie będzie jego zastosowanie?

Zalecana wartość do stosowania w przypadku wydruków użytkowych waha się w granicach 20-25%. Przy elementach poddawanych obciążeniom wystarczający jest zakres 40-50%. Ponadto, oprogramowanie pozwala na wybranie typu wypełnienia.
#4 Prędkość druku
Definiowanie optymalnej prędkości z jaką może poruszać się głowica drukująca zależy od kilku czynników m.in. grubości warstwy czy geometrii modelu. Zazwyczaj użytkownikom zależy na jak najszybszym otrzymaniu wydruku, jednak nie zawsze szybciej znaczy lepiej.

Optymalną prędkością proponowana przez Cura jest 40 mm/s, która zapewnić wysoką jakość wydruków bez konieczności ich powtarzania. Drugi parametr – Travel Speed, odnosi się do prędkości z jaką extruder przesuwa się nad miejscami, gdzie nie nanosi materiału.