

Brytyjski producent materiałów do drukarek 3D, firma DR3D Filament Ltd, regularnie poszerza swoją ofertę filamentów. Niedawno pisaliśmy o wytrzymałym na warunki atmosferyczne materiale ASA, dziś przedstawiamy efekty naszej pracy ze szklistym filamentem PET-G.
PET-G to poli(tereftalan etylenu) modyfikowany glikolem. Jest to amorficzny termoplast o dobrych właściwościach optycznych i wysokim połysku. Podobnie jak inne filamenty bazujące na PET, znajdzie on zastosowanie przede wszystkim przy druku cienkich elementów mających w znacznym stopniu przepuszczać światło (np. osłony do lampek i kloszy, transparentne elementy makiet).
Filament PETG od DR3D Filament jest dostępny w 4 kolorach (bezbarwny, czerwony, zielony i niebieski), które spełnią podstawowe potrzeby statystycznego drukarza 3D – druk ostrzy mieczy świetlnych i efektownych waz. Za kilogram materiału (dostępnego jedynie w średnicy 1.75 mm) zapłacimy 28 brytyjskich funtów, czyli 170 zł. Dla porównania, za kilogram materiału Taulman 3D t-glase (PETT) zapłacimy ponad dwa razy tyle.
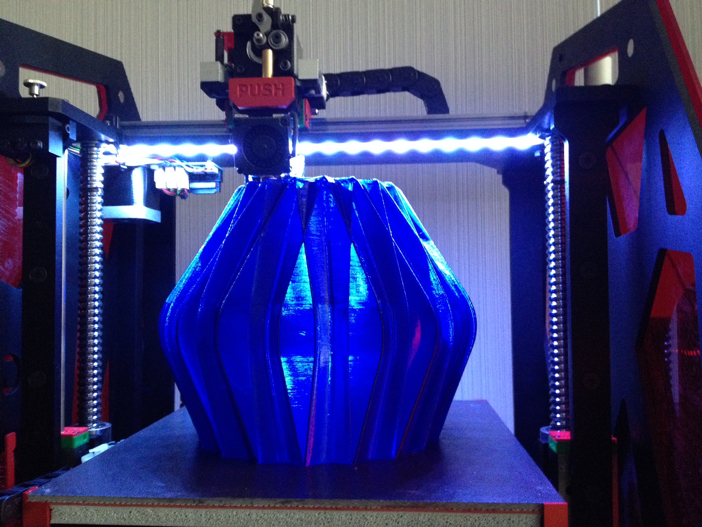
Dzięki uprzejmości firmy DR3D Filament do testów trafił do nas filament PETG w kolorach: zielonym i niebieskim. Z testowanego materiału wykonaliśmy przede wszystkim kilka przedmiotów o budowie wazowej. Testy wykonywaliśmy na maszynie 3DGence i odnotowaliśmy, że PETG bardzo dobrze klei się do ceramicznego stołu drukarki 3D bez żadnych dodatkowych ceregieli. Stół nagrzany był do temperatury 60°C. Zastosowaliśmy automatyczny dobór prędkości chłodzenia z profilu 3DGence’a dla ABSu (zakres 50-100%).
Testowaliśmy filament na wysokościach warstwy od 0.15 mm do 0.4 mm. Naturalnie przy wyższej warstwie, na skutek mniejszej liczby płaszczyzn załamania światła, otrzymujemy bardziej przejrzystą strukturę, jednak przy warstwie 0.4 mm pojawiają się już pewne problemy ze spojeniem warstw (intensywne maltretowanie wydruków powoduje ich dekohezję). W naszym odczuciu optymalny stosunek wytrzymałości wydruków 3D do ich przejrzystości uzyskaliśmy przy warstwie 0.3 mm.




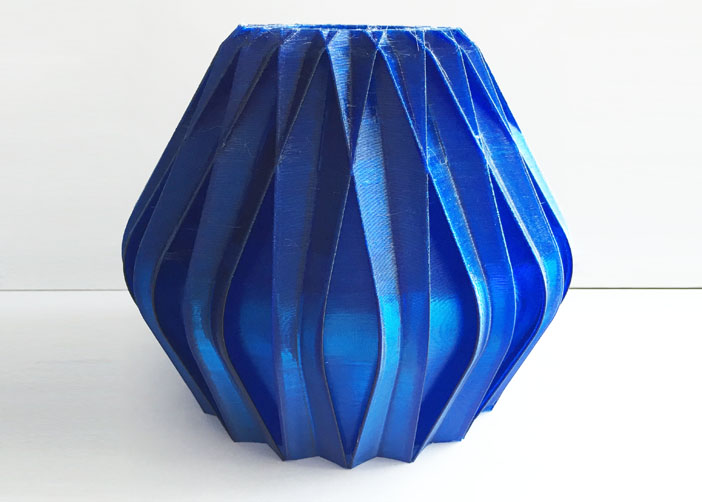
Filament drukowaliśmy przy temperaturze hotendu 240°C. Materiał jest równo nawinięty na szpulę i nie sprawił żadnych niespodzianek nawet przy kilkunastogodzinnym wydruku klosza do lampy:
W górnej części modelu, gdzie zachodzi sporo retrakcji, pojawiło się lekkie nitkowanie, które dało też o sobie znać przy druku dwóch innych modeli: łódeczki 3DBenchy oraz szachowego pudla. Zmniejszenie temperatury do 230°C nie przyniosło specjalnej poprawy w tej kwestii, lub była ona bardzo niewielka.



Należy wspomnieć także, iż próbowaliśmy drukować filament PETG również na drukarkach 3D Zortrax i Up! Mini, lecz przy każdej próbie kończyło się to zapchaniem głowicy. 3DGence natomiast radzi sobie z materiałem doskonale.
Filament nie pachnie brzydko podczas druku i daje ładną, połyskliwą powierzchnię. Jest dość miękki, w efekcie czego wykonane z niego wydruki dają się w razie potrzeby ładnie oczyszczać cążkami.
Pełne bryły, takie jak pudel, wydrukowane z materiału PETG nabiorą wyglądu kamienia szlachetnego, wazy wykonane z filamentu – nabiorą właściwego wyglądu. Jak zawsze, chętnie zobaczyłabym go w szerszej, bardziej interesującej palecie kolorystycznej, ale i bez tego jest to materiał atrakcyjny i godny polecenia.


{kind=link}