W ostatnich dwóch odcinkach AKADEMII DRUKU 3D CANON prezentowaliśmy technologię CJP, czyli druk 3D w pełnym kolorze w oparciu o proszek gipsowy. Jest to najpopularniejsza metoda addytywna, pozwalająca na tworzenie kolorowych modeli przestrzennych, wykorzystywana w wielu obszarach działalności – od szybkiego prototypowania, poprzez architekturę i szkolnictwo wyższe, na rozrywce kończąc. Dziś mamy dla Was prawdziwy rarytas – wprowadzenie do specyfiki pracy z drukarkami 3D drukującymi w tej technologii. Poznacie sposób obsługi tych maszyn, post-processing oraz pracę z oprogramowaniem sterującym.
Wyłączność na technologię CJP ma amerykańska firma 3D Systems, której Canon jest autoryzowanym dystrybutorem. Została ona opracowana we wczesnych latach 90-tych przez firmę Z Corporation, która w 2012 r. stała się częścią amerykańskiego koncernu. Proces druku 3D polega na selektywnym spajaniu kolejnych warstw proszku gipsowego, przy równoczesnym nakładaniu na niego koloru. Oto jak funkcjonuje ten proces…
Oprogramowanie sterujące
Podobnie jak w większości profesjonalnych drukarek 3D, maszyny typu CJP mają własne, dedykowane oprogramowanie o nazwie 3DPrint. Oczywiście same modele 3D muszą zostać przygotowane w innych programach do projektowania przestrzennego.
Formaty plików 3D
W technologii CJP operujemy następującymi formatami plików:
- STL – najpopularniejszy format plików do druku 3D, w którym zapisana jest geometria modelu przy pomocy siatki trójkątów; niestety nie zawiera on informacji na temat kolorów, dlatego modele drukowane z tego rozszerzenia zawsze będą białe; oprogramowanie Magics oferuje co prawda opcję zapisu pliku jako „color STL”, w którym można zawrzeć taką informację, ale działa on tylko w przypadku pojedynczych barw, nie przenosząc tekstur
- OBJ – format zbliżony do STL; w dodatkowym pliku zazwyczaj zapisywane są tekstury modelu, które niestety nie są czytane w 3DPrint
- PLY – format zbliżony do STL, który może przenosić dodatkowe informacje o modelu – w tym kolory
- VRML – format pliku przenoszący informacje o teksturach
- 3DS – plik generowany przez program Autodesk 3DS MAX
- ZPR – format zapisu pojedynczych modeli przestrzennych stworzony przez Z Corporation.
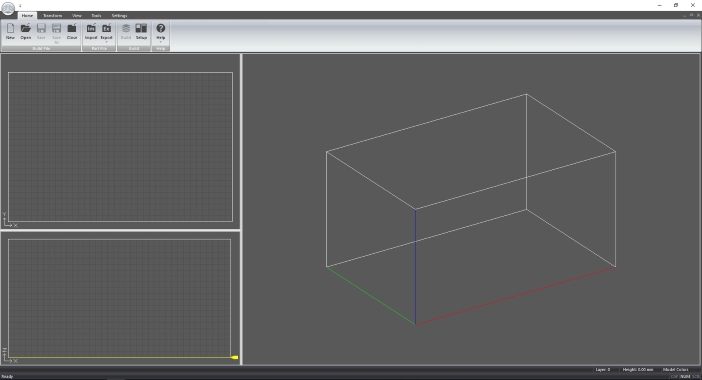
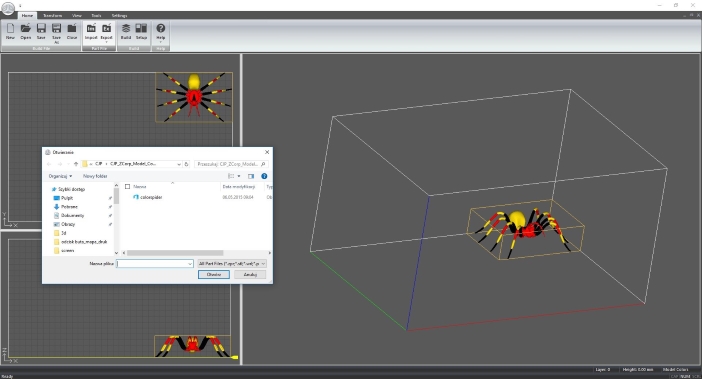
Wszystkie w/w formaty plików otwieramy w programie za pomocą opcji „import”. Mając przygotowany układ modeli na stole roboczym drukarki 3D, możemy zapisać go jako jeszcze w formie innego pliku o nazwie ZBD. Zachowuje on wszystkie właściwości modeli wgranych do programu, nawet jeśli pochodziły one z różnych programów i zostały zaimportowane w różnych formatach.
Pliki ZBD otwierane są przez funkcję „open” (nie są widoczne przy funkcji import).
Praca z 3DPrint – opcje pracy z modelem
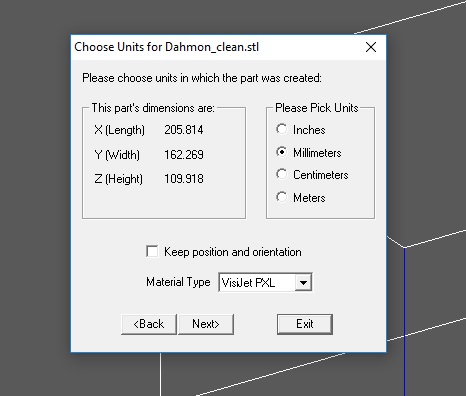
Importując modele do programu, zawsze zostaniemy zapytani o wybór jednostki miary, z którą ma zostać zaimportowany model? Wybór skali na tym etapie nie zamyka w żaden sposób możliwości ponownej zmiany wymiarów.
W oknie transform, obok funkcji skalowania, obracania czy tworzenia odbicia lustrzanego, mamy bardzo przydatną funkcję automatycznego ustawiania modeli względem siebie. Niestety jest ono nieco ograniczone, gdyż modele ustawiane są w formie sześcianu opartego o najbardziej wysunięte fragmenty w każdej z osi XYZ. Przy dużej liczbie modeli, automatyczne ułożenie się nie sprawdzi, ponieważ pozostawi dużo wolnego miejsca pomiędzy modelami. Rozwiązaniem jest ręczne ustawianie modeli względem siebie.
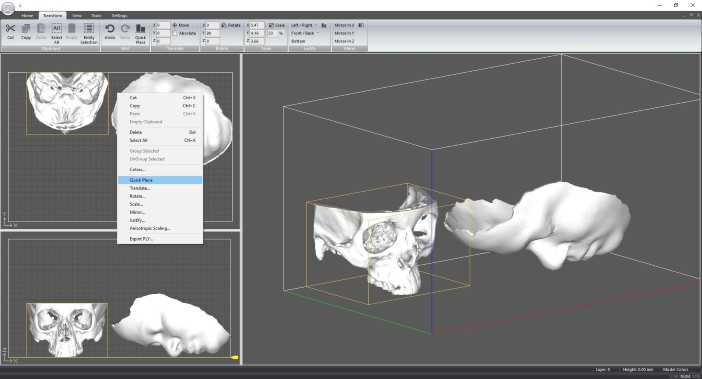
W oknach programu mamy możliwość przełączania różnych widoków: front, góra oraz izometryczny.

W 3DPrint mamy do dyspozycji kilka narzędzi usprawniających pracę z trudnymi, delikatnymi modelami, jak również ulepszającymi ich wygląd. Możemy np. automatycznie wygenerować stelaż w postaci drukowanej podstawy w formie kratownicy, dzięki której możliwe jest bezproblemowe wyjęcie modelu z komory urządzenia po zakończonym wydruku 3D.
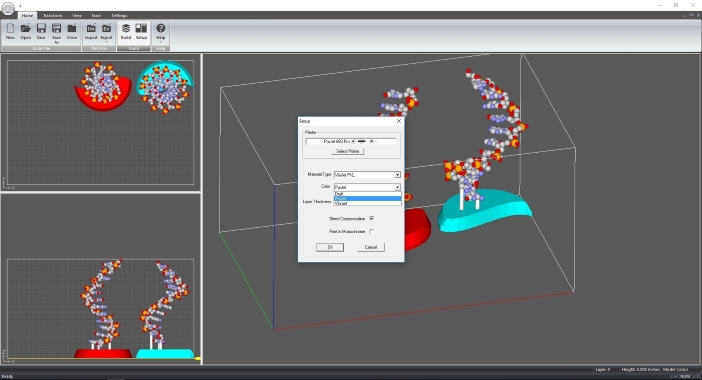
Inną funkcją są specjalne ścianki budowane w odległości kilku milimetrów przed modelem od strony ruchu głowic drukujących. Dzięki temu głowice rozgrzewają się wcześniej, co poprawia jakość modelu. Podobną funkcję ma opcja doboru typu druku 3D, gdzie obok standardowej opcji „pastel”, możemy wybrać bardziej materiałochłonną opcję „vibrant”.
W oknie „view” znajdziemy narzędzia pozwalające sprawdzić poprawność naszego modelu. Dla poprawy jakości pracy możemy wyłączyć pełen graficzny wygląd modeli, a przedstawić je jako zbiór punktów. Umożliwia to pracę na nieco starczych maszynach. Możemy sprawdzić jak układają się kolejne warstwy oraz czy np. ustawione ręcznie modele nie nachodzą nawzajem na siebie? Do tego stosowana jest też automatyczna funkcja dostępna w oknie narzędzi – „tools”.
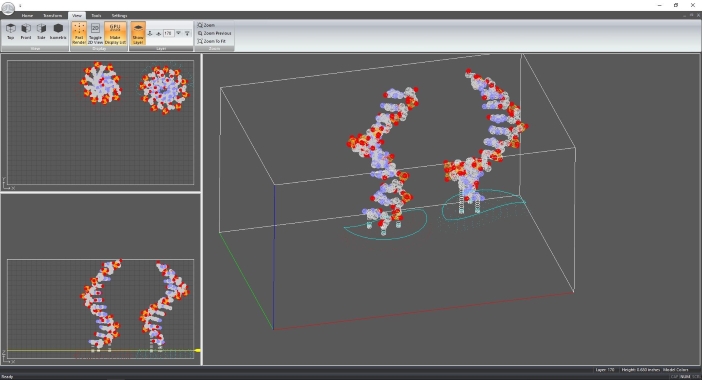
Bardzo ważną funkcją dla usługodawców jest możliwość wykonania estymacji czasu drukowania oraz zużycia materiału dla danego wydruku 3D.
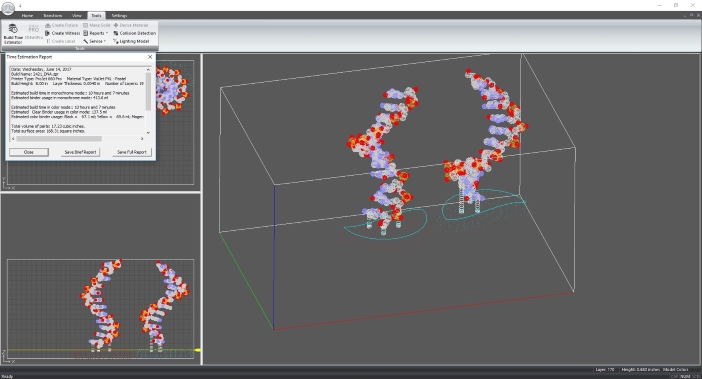
Przed samym rozpoczęciem pracy, program wyświetli okno z informacjami o ewentualnej potrzebie dodania materiałów eksploatacyjnych, tak aby proces mógł zakończyć się bez przeszkód.
Materiały eksploatacyjne
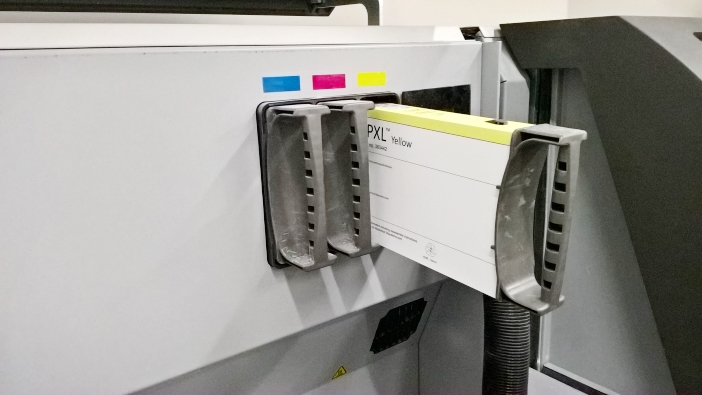
Wszystkie modele w technologii CJP powstają z proszku gipsowego o nazwie VisiJet PXL. Jest on dodawany do maszyny poprzez zasysanie go przez wbudowany odkurzacz z pojemnika. Materiał jest następnie przesiewany przez metalowe sito, które zatrzymuje grudki proszku, a cały wciągnięty, nadający się do druku 3D proszek (niezależnie czy nowy czy niewykorzystany podczas wcześniejszego wydruku) jest dodawany do zbiornika znajdującego się z tyłu maszyny, nad stołem roboczym.
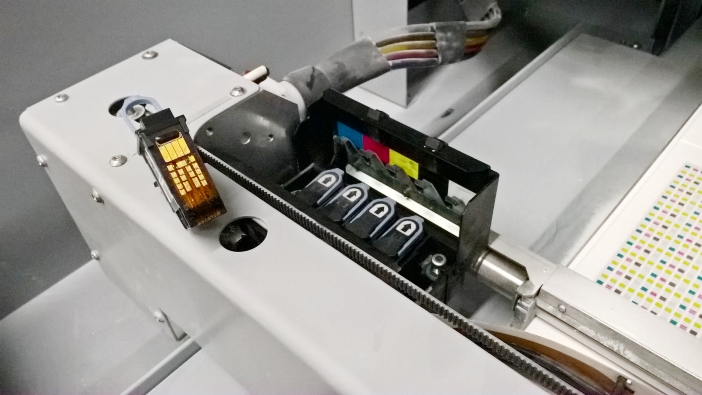
Proszek jest selektywnie spajany lepiszczem, dostarczanym w litrowych zbiornikach. Występuje w postaci bezbarwnej i czarnej. Kolorowe barwniki są przechowywane w zbiornikach o pojemności 0.3 litra. Są ładowane do maszyny w bardzo prosty sposób…
Aby utrzymać głowice w dobry stanie, należy używać płynu czyszczącego. Jest to pakowany w podobny sposób jak lepiszcza i tak samo ładowany – zbiornik jednak ładujemy u dołu maszyny.

Zbiornik na odpady – do niego zlewany jest klej wykorzystany do przepłukania głowic.
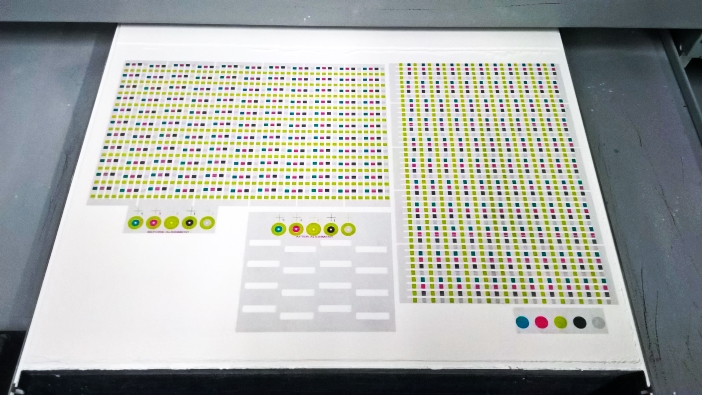
Głowice – w zależności od typu maszyny występują w liczbie: 1, 2 lub 5. Po wymianie nawet jednej sztuki głowic konieczne jest wykonanie kalibracji. Ta odbywa się poprzez wydruk specjalnej planszy kalibracyjnej i automatycznego pomiaru.
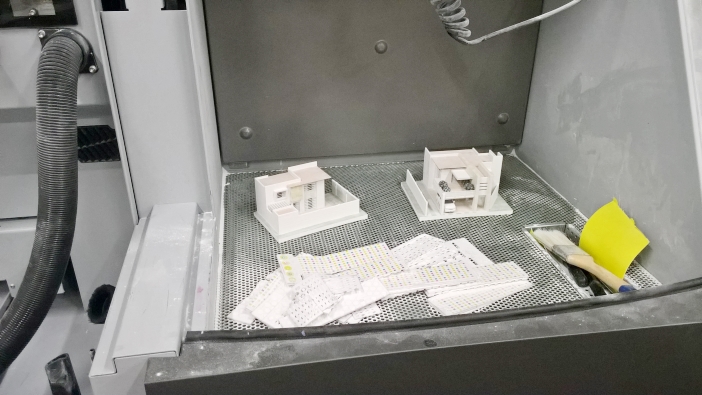
Komora postprocessingu
Po zakończeniu wydruku konieczne jest wysuszenie modeli, co odbywa się we wbudowanej lub dokładanej stacji roboczej. Dzieli się ona na dwa segmenty:
- część do usuwania niezlepionego proszku za pomocą sprężonego powietrza
- część do suszenia i utwardzania.
Rozdziela je metalowa płyta, którą w ramach potrzeb chowamy (czyszczenie) lub rozkładamy (suszenie/utwardzanie).
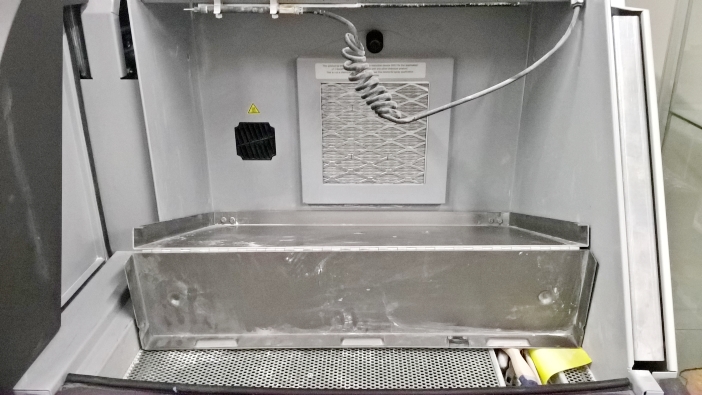
Kolejnym etapem jest utwardzenie modeli np. płynem ColorBond, który wzmacnia go i nasyca barwy modelu. Podczas procesu utwardzania włączany jest specjalny filtr węglowy, który pochłania drażniące opary i poprawia jakość pracy. Samo utwardzanie polega na powleczeniu powierzchni modelu płynem w taki sposób, aby przynajmniej pierwsze 2-3 mm bryły zostały nim wypełnione. Przy małych modelach możemy je zanurzyć całkowicie – przy większych jest już to raczej nieefektywne.

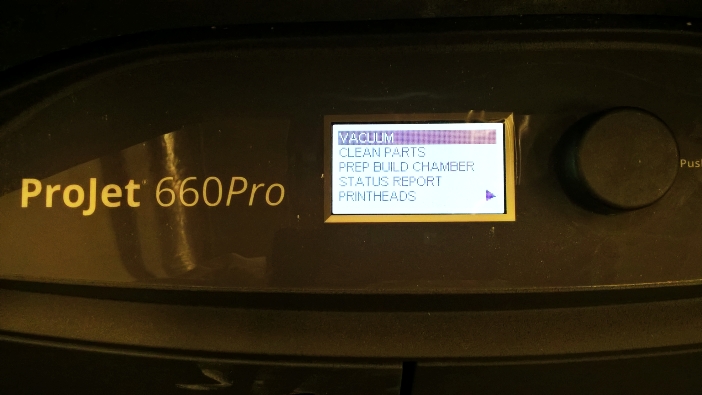
Wszystkie operacje w maszynie możemy wykonać w komputerze maszyny poprzez obrotowy, przyciskany joystick, lub przez podłączony komputer i program 3DPrint.
Jeśli chodzi o sam proces druku 3D to jest on w pełni zautomatyzowany.
Przykłady wykorzystania technologii CJP w praktyce…
Tak jak opisywaliśmy to w poprzednim odcinku, technologia druku 3D w pełnym kolorze znajduje świetne zastosowanie w szeroko pojętym sektorze rozrywkowym. Poniżej przedstawiamy dwa case study wykorzystania drukarek 3D typu CJP w animacji poklatkowej, gdzie za pomocą druku 3D wykonywano m.in. setki modeli przestrzennych odpowiedzialnych za mimikę twarzy animowanych postaci:
Innym obszarem wykorzystania jest sektor medyczny, a konkretnie chirurgii plastycznej, gdzie za pomocą drukarek 3D można prezentować przyszłe efekty operacji. Co więcej, można prezentować pacjentom kilka – kilkanaście wariantów rozwiązań.
Kolejne rozwiązanie do tworzenie finalnych prototypów produktów końcowych – nawet tak nietypowych jak obuwie…
Podobny model prezentował zresztą niedawno sam Canon podczas targów 3D Solutions w Poznaniu: