
Pod koniec ubiegłego roku firma Josefa Prusy wypuściła swoją wersję popularnego opensource’owego Slic3r’a. Oprogramowanie to dedykowane jest przede wszystkim do drukarek Prusa MK2, a inspiracją w jego udoskonaleniu był płatny Simplify3D. Teraz do najnowszej wersji rozwijanego przez Prusę oprogramowania dodano bardzo interesującą funkcję, która wprowadza kompromis pomiędzy jakością, a czasem druku 3D.
Faktem jest, że druk 3D w technologii FDM nie należy do procesów szybkich. Wydrukowanie nawet średniej wielkości detalu zajmuje przeważnie około kilku godzin. Największą bolączką użytkowników niskobudżetowych drukarek 3D jest wybór pomiędzy jakością, a czasem druku 3D. Niska wysokość warstwy to ładny, ale wymagający znacznie więcej czasu wydruk, warstwa wysoka drukuje się szybciej, ale nasz model jest wówczas mniej atrakcyjny wizualnie. Z reguły więc złotym środkiem jest zdecydowanie się na wartość średnią.
Warto jednak pamiętać, że nawet najwyższa warstwa może być mało widoczna, w zależności od charakterystyki wykonywanego modelu. Dzieje się tak na przykład w przypadku obiektów o pionowych ściankach. Każdy kolejny „plasterek” jest wówczas układany idealnie na poprzednim, bez żadnego przesunięcia. Inaczej wygląda to jednak w przypadku modeli o ściankach pochyłych lub zaokrąglonych. Im bardziej są one pochylone lub im mniejszy jest promień ich krzywizny, tym łatwiej jesteśmy w stanie rozróżnić pojedynczą warstwę.
Proste rozwiązanie tego problemu zostało właśnie wprowadzone do Slic3ra Prusa Edition. Polega ono na możliwości stosowania wybranej wysokości warstwy, dla wybranych fragmentów jednego modelu. Dla ścianek zbliżonych do pionu możemy ustawić więc jej najwyższą wysokość, natomiast zaokrąglenia drukować w niższej rozdzielczości pionowej. Dzięki takiemu rozwiązaniu cały nasz obiekt będzie prezentował się o wiele lepiej, a czas jego wykonania będzie zdecydowanie krótszy.
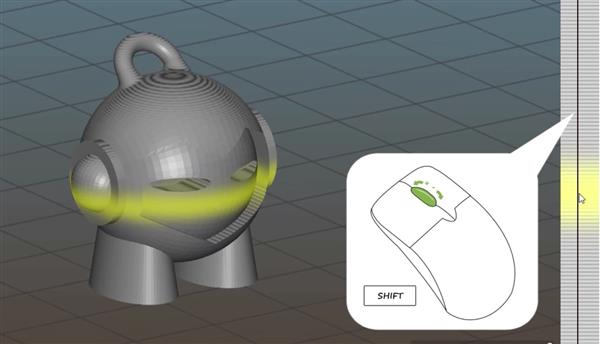
Bardzo ciekawy jest sposób oznaczania miejsc „wygładzania” warstw. Nie musimy wpisywać żadnych danych ręcznie, więc nie ma konieczności zastanawiania się od jakiej wysokości należy wprowadzić zmiany. Metoda została maksymalnie uproszczona i polega na zaznaczaniu wybranych partii modelu, którym przypisuje się kolor odpowiadający określonej rozdzielczości warstwy. Dane te przetwarzane są automatycznie i zapisywane w g-codzie. Co ważne, przejścia pomiędzy różnymi wysokościami następują stopniowo, tak aby miejsca te były jak najmniej widoczne.
Nowa funkcjonalność, wraz z kilkoma innymi nowościami zostanie wprowadzona w wersji 1.7.6.
Źródło: www.3ders.org


