

W artykułach opisujących specyfikę pracy z drukarkami 3D typu FDM / FFF wielokrotnie wspominaliśmy, że jednym z największych wyzwań stojących przed użytkownikiem jest problem skurczu specjalistycznych materiałów termoplastycznych. Co więcej, ten problem wzrasta wraz z rozmiarem obszaru roboczego urządzenia. Na stołach roboczych drukarek 3D o powierzchni przekraczającej 30 cm w osiach XY nawet drukowanie z nisko kurczliwego PLA zaczyna być trudne do okiełznania. Rozwiązaniem są zamknięte komory robocze, które odseparowują drukowany detal od warunków zewnętrznych oraz tworzą bardziej przyjazne środowisko pracy.
Niestety drukarki 3D z zamkniętymi i podgrzewanymi komorami roboczymi stoją na bez porównania wyższym poziomie niż ceny urządzeń klasy desktopowej i nie każdą firmę stać na tak wysoki wydatek – szczególnie jeśli jest to jej pierwsza inwestycja w maszynę przyrostową. Od pewnego czasu popularnym rozwiązaniem jest stosowanie dodatkowych komór dla otwartych lub półotwartych drukarek 3D – nie da się ich oczywiście postawić na tym samym poziomie co wyżej wymienionych urządzeń klasy przemysłowej, jednakże pomaga to w pracy z tworzywami o wysokim stopniu kurczliwości.
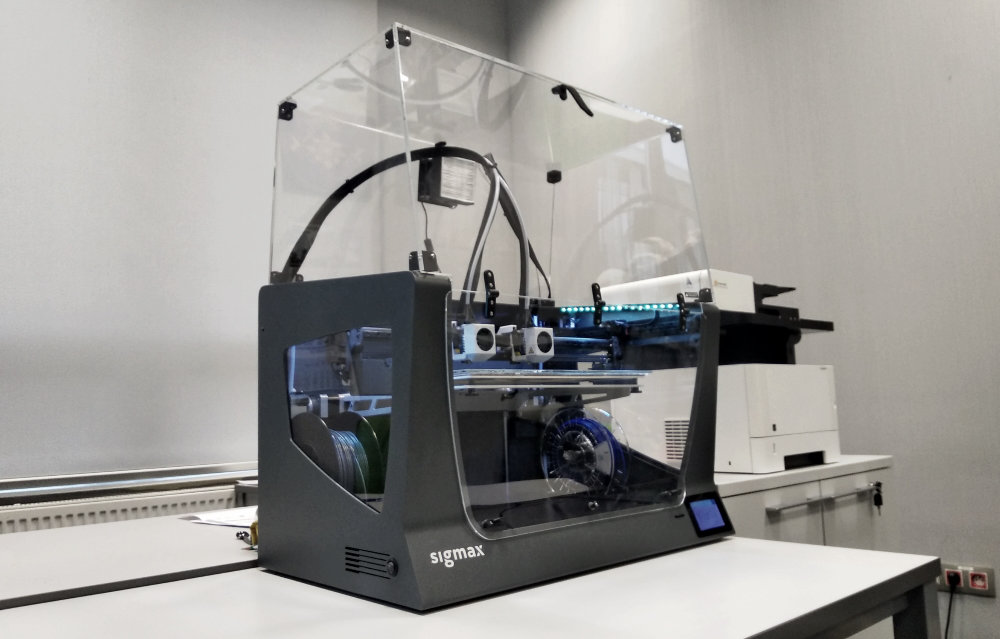
W styczniu ubiegłego roku opisywaliśmy montaż i pracę z tego typu komorą w drukarce 3D Zortrax M200 Plus – teraz zaprezentuję analogiczny produkt, instalowany na urządzeniu hiszpańskiego producenta BCN3D – Sigmax R19. Urządzenie zostało nam użyczone do testów przez oficjalnego dystrybutora tej marki w Polsce – Global 3D. Niedawno prezentowaliśmy unboxing i pierwsze uruchomienie urządzenia – dziś zamontujemy do niego dedykowaną komorę roboczą.

BCN3D Sigmax R19 to dwugłowicowa drukarka 3D wyposażona w bardzo duży obszar roboczy na poziomie 420 x 297 x 210 mm. Mimo dość masywnej konstrukcji jest urządzeniem „odkrytym” – zasadniczo jest osłonięta z tyłu i bokach, w praktyce jednak przy tak dużym stole ekspozycja drukowanego detalu na warunki zewnętrzne jest dość wysoka. Do tej pory w pracy z urządzeniem korzystaliśmy z PLA i nie doświadczyliśmy żadnych większych problemów, jednakże chcąc przymierzyć się do bardziej zaawansowanych tworzyw jak ABS, ASA czy nylon potrzebowaliśmy czegoś więcej. Rozwiązaniem być może okaże się dodatkowa komora robocza?

Komora dla Sigmax R19 została zaprojektowana i wykonana przez francuską firmę Accante, która specjalizuje się w produkcji tego typu rozwiązań – w ofercie ma m.in. komory dla Zortraxa i Ultimakera. Są one oferowane w zestawach do samodzielnego montażu, co jest dość zrozumiałe biorąc pod uwagę gabaryt chociażby naszego BCN3D. Jej cena w Polsce wynosi 1 472,00 PLN netto / 1 810,56 PLN brutto i można ją zakupić w sklepie Global 3D.
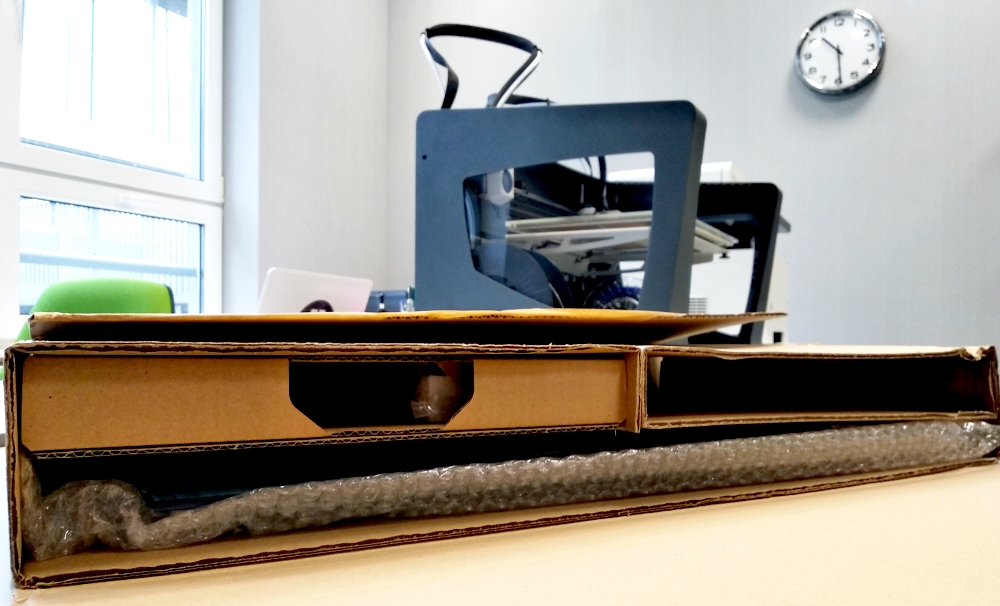
Komora przychodzi do nas w dużym, kartonowym opakowaniu. Jest bardzo solidne i bezpieczne – nasz egzemplarz został nieco zgnieciony w transporcie, ale nie miało to żadnego uszczerbku dla elementów wewnątrz.
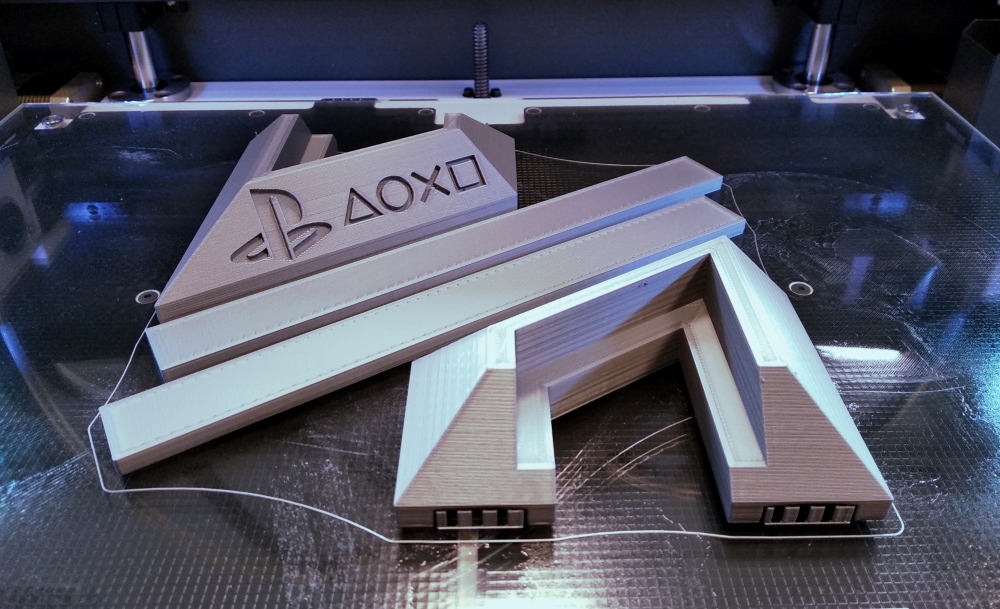
Po rozpakowaniu otrzymujemy: komplet sześciu płyt pleksi tworzących komorę, kilkanaście elementów montażowych drukowanych na drukarce 3D, komplet śrub, wiatrak, zasilacz i filtr HEPA.


Do montażu potrzeba czterech własnych kluczy – dwóch imbusowych (2 i 4 mm) oraz śrubokrętów – płaskiego i gwiazdkowego.

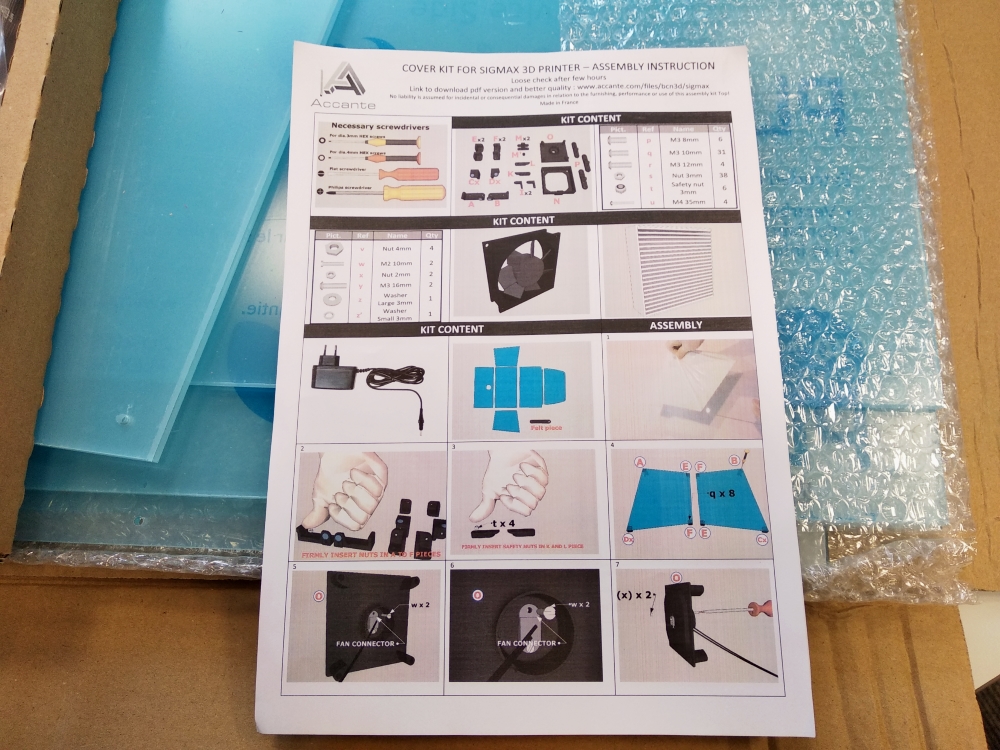
Dostajemy też instrukcję – niestety jest bardzo uboga; składa się ze zwykłych kartek papieru zadrukowanych na zwykłej atramentowej drukarce. Obrazki przedstawiające kolejne etapy pracy są dość nieczytelne i wielu rzeczy trzeba się domyślać. Dwa lub trzy razy musiałem poprawiać montaż pewnych elementów tylko dlatego, że za pierwszym razem źle zinterpretowałem dany obrazek. Generalnie zachęcam z korzystania z wersji elektronicznej, która jest dostępna tutaj. Zobaczycie na niej ciut więcej niż na dołączonych kartkach…
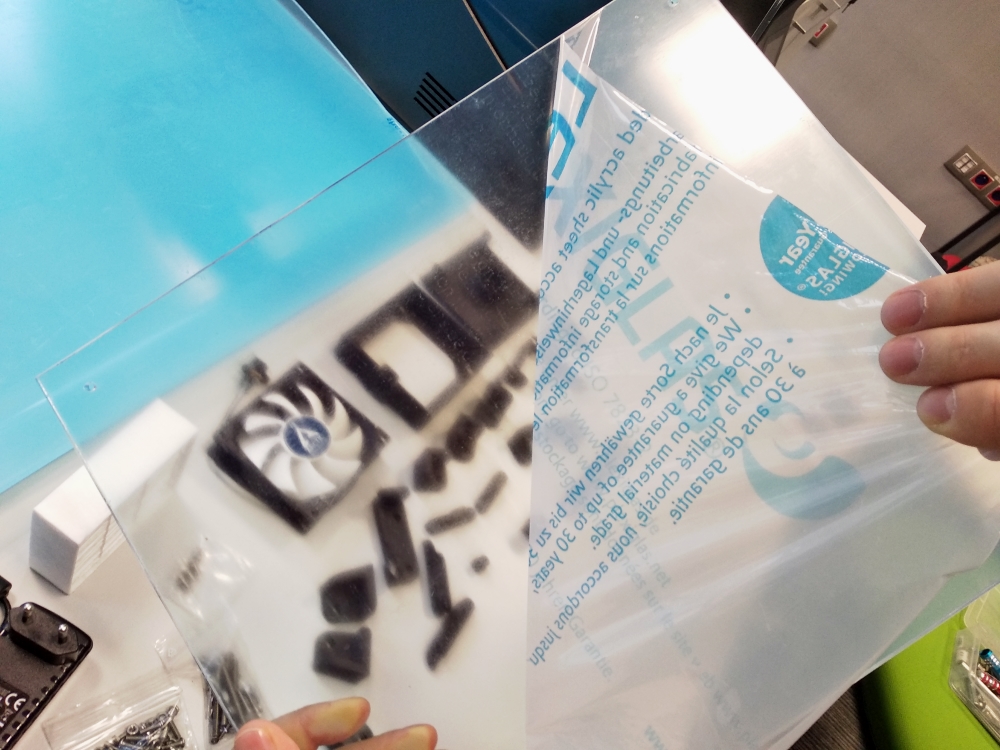
Montaż zaczynamy od odklejenia folii zabezpieczających z płyt.
Następnie wkładamy nakrętki w czarne elementy montażowe i przykręcamy je do bocznych ścian komory. Plus dla konstrukcji jest taki, że każdy z nich jest oznaczony literą alfabetu i w instrukcji jest opisane gdzie należy go zainstalować – pomyłki mogą się co najwyżej zdarzyć przy odpowiednim ukierunkowaniu danego detalu względem ściany. Ja odkryłem swoje błędy dopiero gdy mocowałem kolejne elementy w całość…

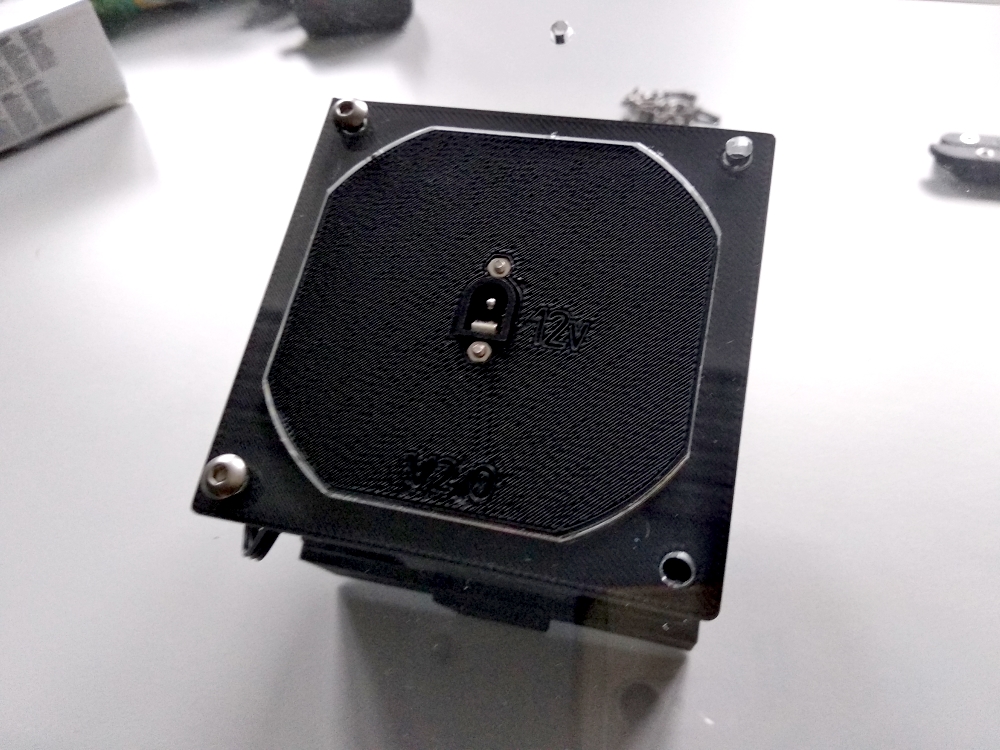
Do tylnej ścianki mocujemy wentylator.



Potem dokręcamy pozostałe ściany komory.
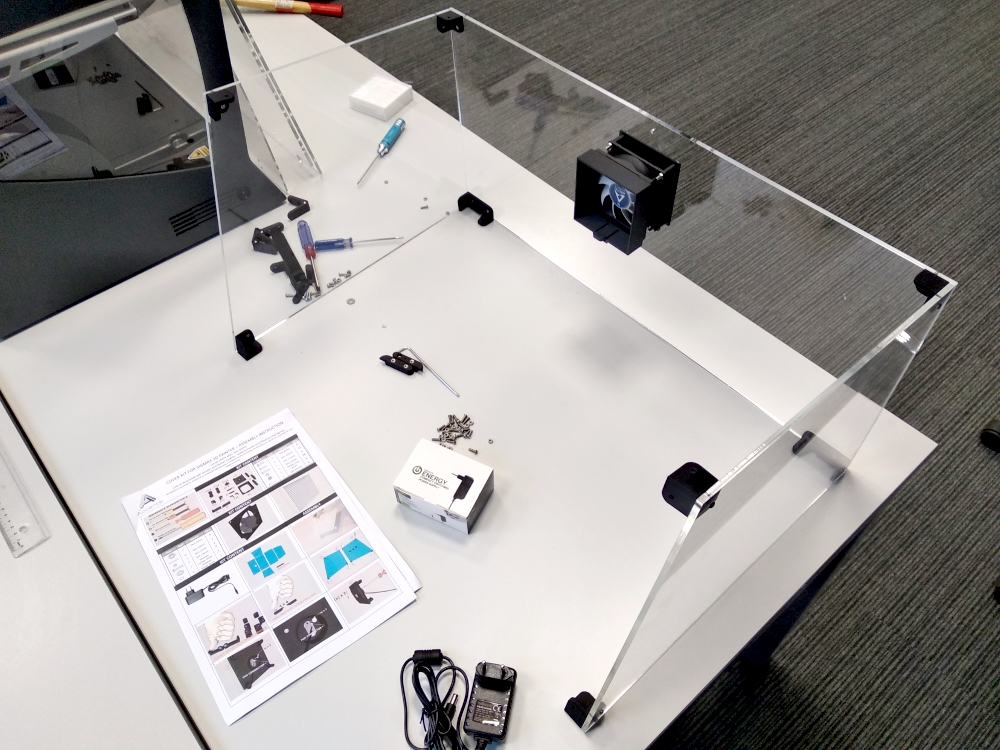
Gdy główna konstrukcja jest już gotowa, możemy ją przymierzyć do drukarki 3D. Jest doskonale spasowana i bez problemu trzyma się stabilnie na urządzeniu. Ostatni etap do montaż drzwiczek frontowych oraz zaczepów.
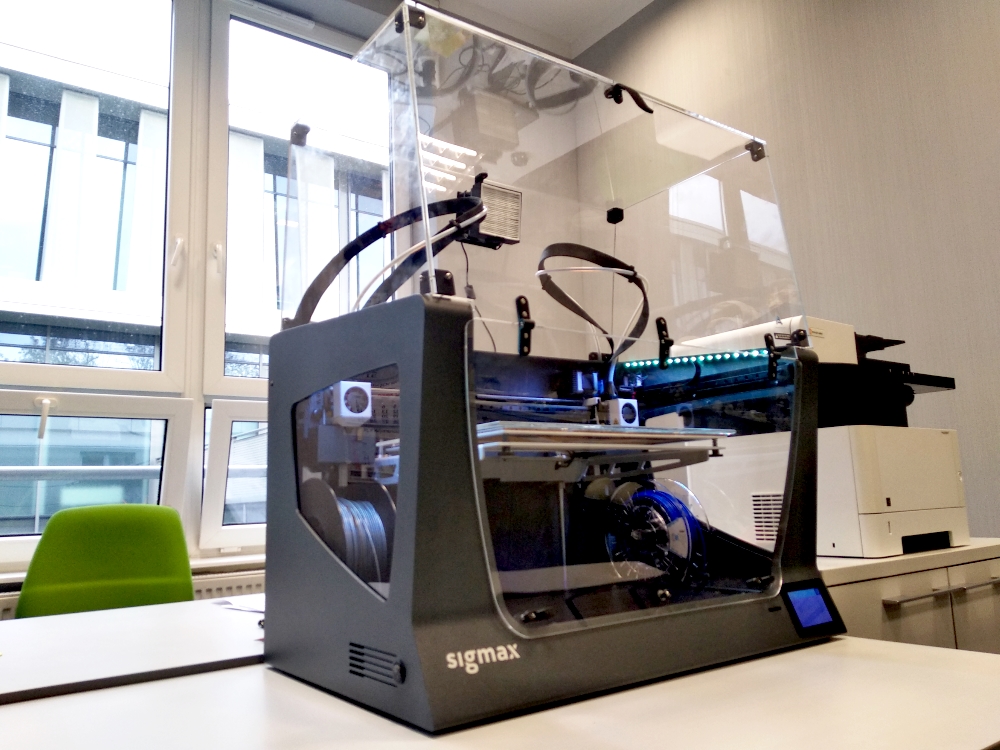

Tak prezentuje się gotowa komora. Chociaż opisywanie montażu trwało równie krótko co przeczytanie relacji, nie dajcie się zwieźć – przygotujcie się na minimum jedną godzinę pracy (mniej zajęło to kilka, ale praca była przerywana odbieraniem rozmów telefonicznych i odpisywaniem na bieżące maile).
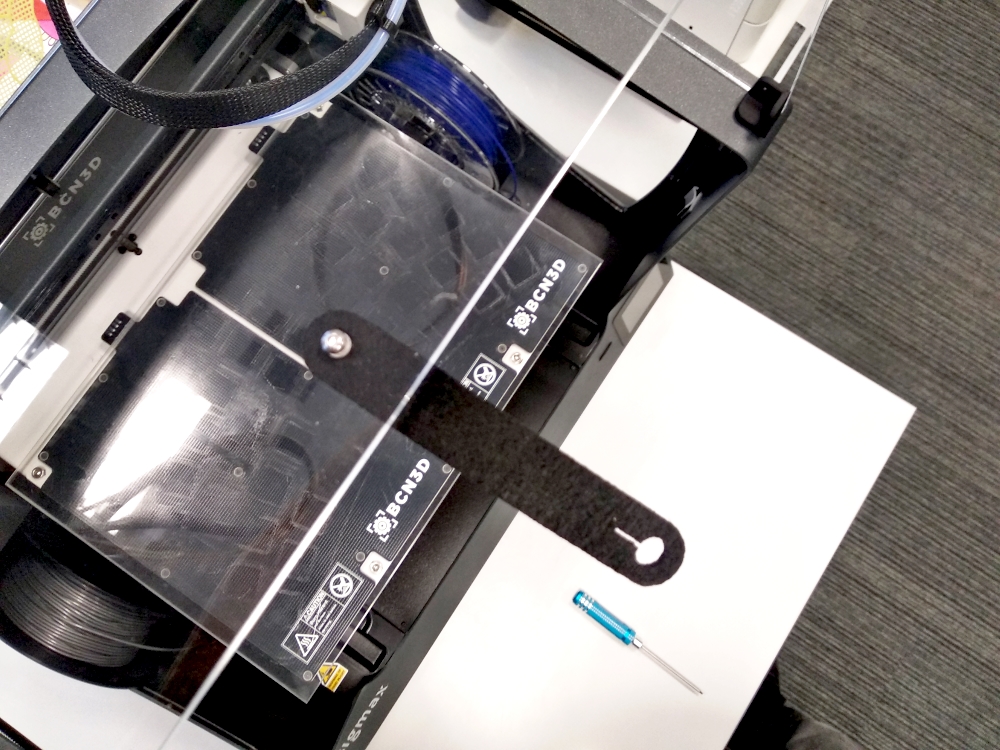
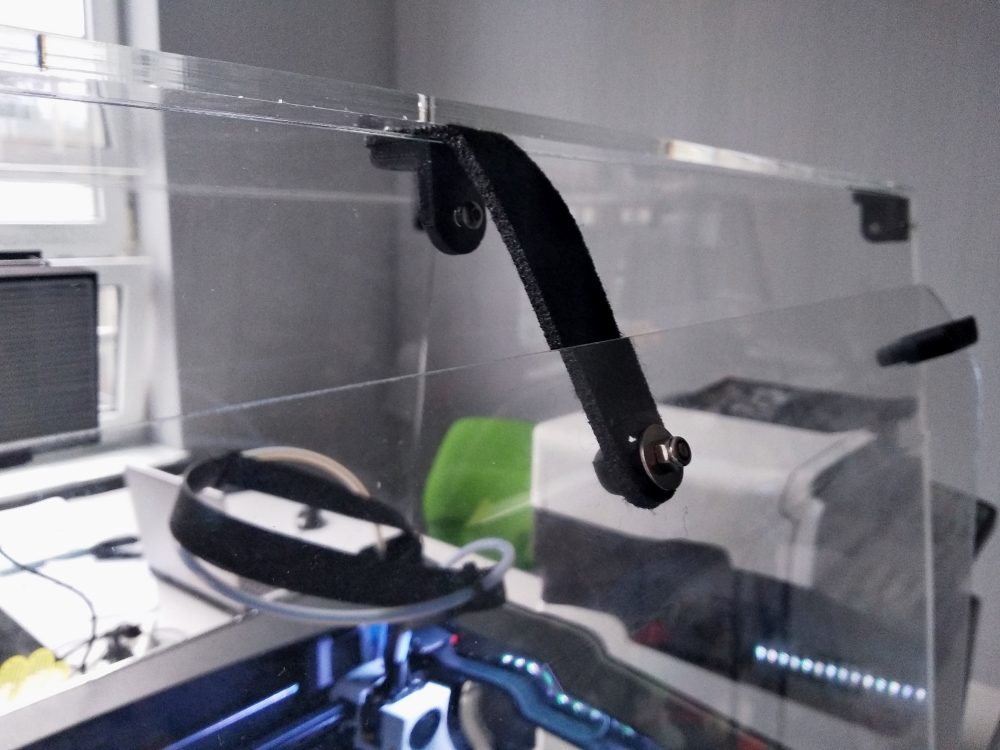
Komora ma dwa ciekawe rozwiązania – jedno to dolne blokady, które trzymają drzwi komory zamknięte, a drugie to możliwość zaczepienia drzwiczek na filcowym uchwycie.

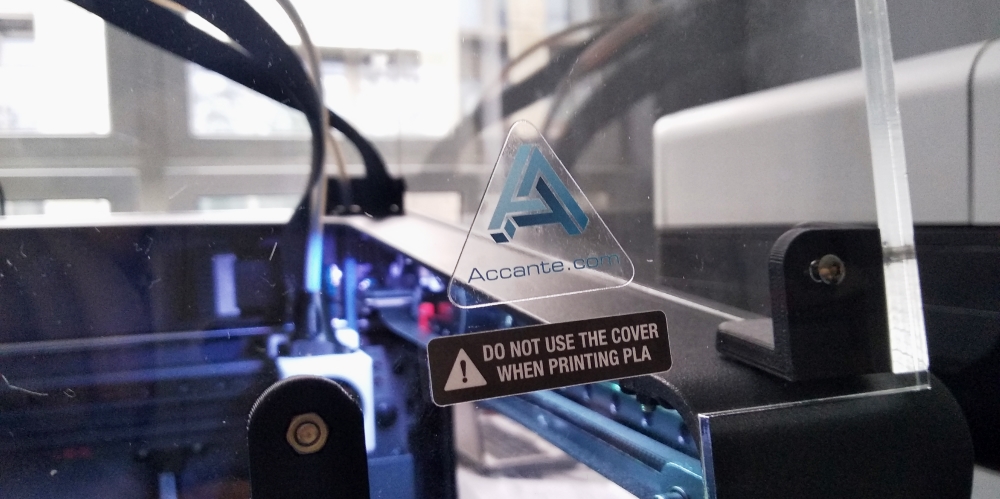
Na koniec dość istotna informacja – Accante, producent komory, nie zaleca używania jej w drukowaniu 3D z PLA. Jeszcze tego nie próbowaliśmy, ale podejrzewam, że wiąże się to z faktem, że filamenty znajdują się wewnątrz drukarki 3D, podobnie jak cały układ prowadzący materiał do głowic. Jeżeli wewnątrz komory powstanie zbyt wysoka temperatura (tj. na poziomie ok. 60°C) PLA może zacząć się miejscowo uplastyczniać jeszcze przed wejściem do głowicy i blokować w układzie. Dla porównania w dużo większej drukarce 3D BCN3D Epsilon profil dla PLA ma ustawioną temperaturę stołu roboczego na 40°C i jej zwiększenie może skutkować problemami z prawidłowym przepływem filamentu PLA w układzie.
Wkrótce rozpoczniemy testy z materiałami inżynieryjnymi i ustalimy rzeczywistą przydatność komory.


