Gdy w sierpniu zeszłego roku po raz pierwszy opisywałem t-glase – innowacyjny, „szklany” filament od taulmana, wiedziałem, że jest to materiał, który koniecznie muszę kiedyś wypróbować. Na testy przyszło mi czekać z bardzo wielu różnych względów aż rok. Ostatecznie, w sierpniu tego roku zaopatrzyłem się w Get3D w rolkę zielonego t-glase`a i z wielką ekscytacją, optymizmem i nadzieją przystąpiłem do pracy z tym fascynującym materiałem. Nie przypuszczałem wtedy jak wielka czeka mnie frustracja i rozczarowanie… Dziś mogę powiedzieć jedno – t-glase to materiał ekstremalny, przeznaczony dla wyjątkowego grona osób. Osób, które kochają druk 3D w jego najczystszej postaci – ustawianie każdego parametru drukarki 3D w slicerze i ręcznego modyfikowania g-code`u, śledzenie z uwagą i skupieniem wydruku każdej kolejnej warstwy drukowanego modelu oraz analizowanie błędów na skończonym wydruku i drukowanie go do skutku, aż do osiągnięcia ostatecznego zwycięstwa. To materiał dla geeków i nerdów druku 3D. Dla reszty ludzi to koszmar. Maskara piłą mechaniczną.
Przygotowując się do napisania poniższej recenzji długo zastanawiałem się nad właściwym tytułem… W pierwszej kolejności myślałem o czymś zaczynającym się od słów „Tylko dla orłów…„, ale ostatecznie uznałem, iż nie oddaje to w pełni rozmiarów mojego cierpienia, jakiego doznałem męcząc się z tym filamentem. Ten materiał to doskonały test na umiejętności drukarskie. Wymaga od użytkownika wszystkiego co w druku 3D jest najważniejsze – cierpliwości, pokory i umiejętności wyciągania wniosków z błędów i porażek. Jeżeli uważacie, że technologia FDM i niskobudżetowe drukarki 3D nie mają dla Was tajemnic i nic nie jest już w stanie Was zaskoczyć, kupcie rolkę t-glase`a i coś sobie z niej wydrukujcie. Powodzenia…
Testy prowadziłem na drukarce 3D PRIME z Monkeyfab. Na początku drukowałem na domyślnym stole z szybą, później na stole z naklejonym BuildTakiem.
Czym jest t-glase?
Nazwa filamentu pochodzi od skrótu „tough glass” (twarde szkło). Jest wyprodukowany na bazie polimeru PETT, a konkretnie jego najtwardszego rodzaju, wykorzystywanego m.in. w produkcji zbiorników na wodę i płynne chemikalia. Jest transparentny – nie przezroczysty. Występuje w kilku kolorach: naturalnym, czerwonym, zielonym, niebieskim, czerwonym i czarnym. Kosztuje 170 PLN za rolkę, na której znajduje się 0,45 kg (1 funt) materiału. Wg producenta najlepiej drukuje się go w temperaturze 212°C – 224°C. Może być wykorzystywany do druku 3D różnych ozdobnych modeli – kielichów, wazonów czy biżuterii.
Masakra nr 1 – to się w ogóle nie klei do stołu!
Pierwsze dwa dni testowania filamentu zakończyły się kompletną klęską. Materiał praktycznie w ogóle nie przyklejał się do stołu, lub odklejał przy każdym nawrocie głowicy. Przy jakimkolwiek bardziej skomplikowanym kształcie, gdy głowica cofała się w kierunku tego co przed chwilą nadrukowała, po prostu ściągała nałożony filament. Jak wspominałem, na początku drukowałem na szybie. Testowałem kilka ustawień:
- zimny i rozgrzany stół (różne zakresy temperatur, od 40°C przez 60°C na +80°C skończywszy)
- czysty stół, lub smarowany klejem
- bardzo wolna, średnia lub szybka prędkość druku 3D
- głowica o temperaturach 200°C – 230°C.
Raz czy dwa razy udało mi się wydrukować całą warstwę, niestety najdalej przy trzeciej głowica zaczynała zdzierać to co wydrukowała chwilę temu. Nie pomagały liczne kalibracje stołu – zarówno klasyczną metodą na wizytówkę i tzw. „czuja” jak i profesjonalną, opracowaną przez Krzyśka Matusiewicza, która wykorzystuje czujnik zegarowy.
Ostatecznie, całkowicie zniechęcony do tematu zdjąłem materiał z drukarki 3D i cisnąłem go w kąt.
BuildTak, czyli Nowa Nadzieja
Po kilku tygodniach wszedłem w posiadanie BuildTaka (również od Get3D). Efekty pracy z tą podkładką były tak niesamowite, iż z miejsca postanowiłem wypróbować ją z t-glase. Po wcześniejszych doświadczeniach z tym materiałem nie wyobrażałem sobie lepszego testu przyczepności. Jeszcze zanim zabrałem się na serio za testy, zasięgnąłem fachowej porady na forum MójRepRap, gdzie Robert Mierzwiński, BlazakoV, SWJ i ArturS podali mi kilka cennych wskazówek. Zaopatrzony w BuildTaka i wiedzę ekspercką przystąpiłem do pracy.
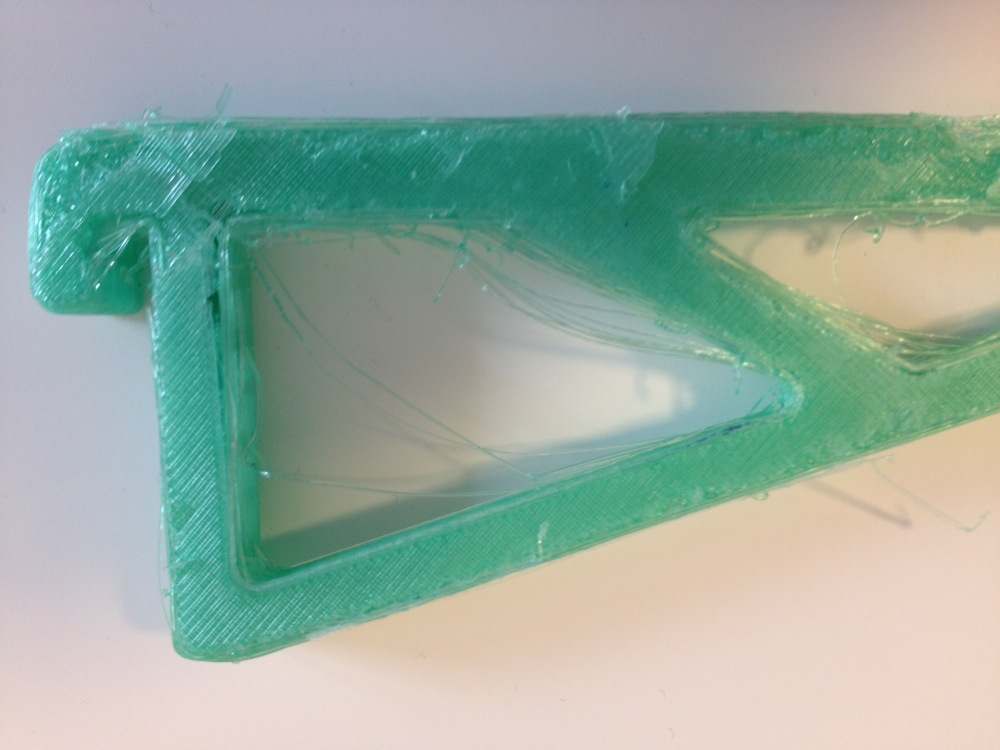
Ku mojemu zaskoczeniu filament przylegał do stołu! Kolejne warstwy bardzo ładnie się układały, ale tylko do czasu, gdy głowica nie natrafiała na wydrukowany przed chwilą fragment wydruku. Innymi słowy, wszystkie tak złożone modele jak np. case`y na telefon z mniej lub bardziej wyszukanym wzorem od razu kończyły się fiaskiem. Postanowiłem zatem wydrukować coś bez porównania łatwiejszego, jak np. uchwyt do szpuli z filamentem do PRIME`a autorstwa Krzyśka Matusiewicza.
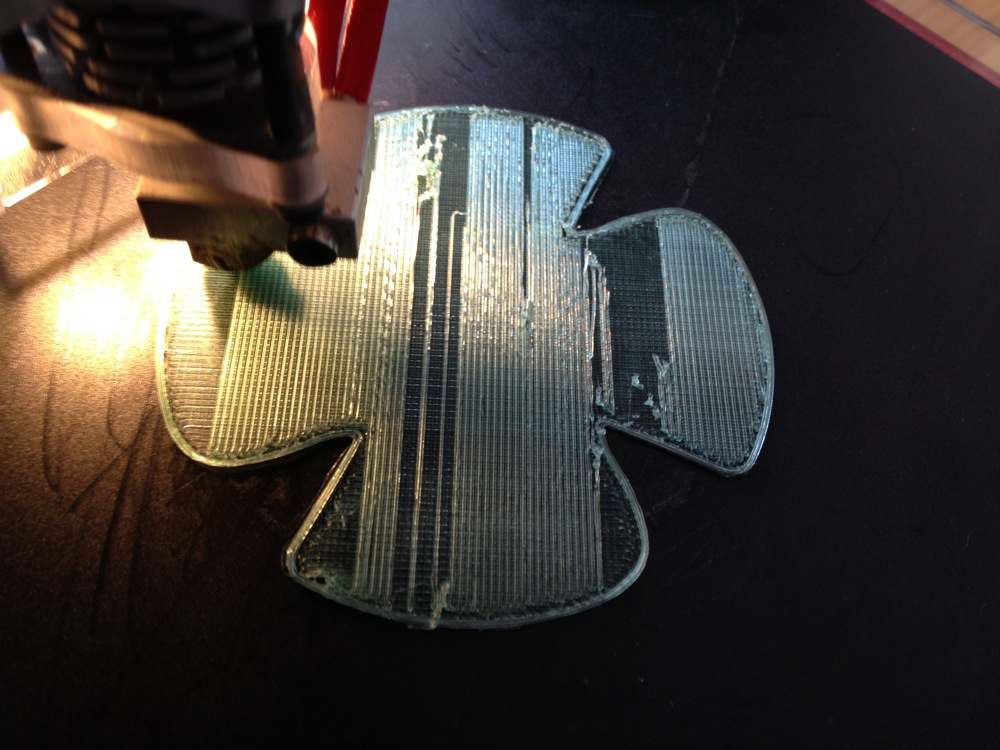
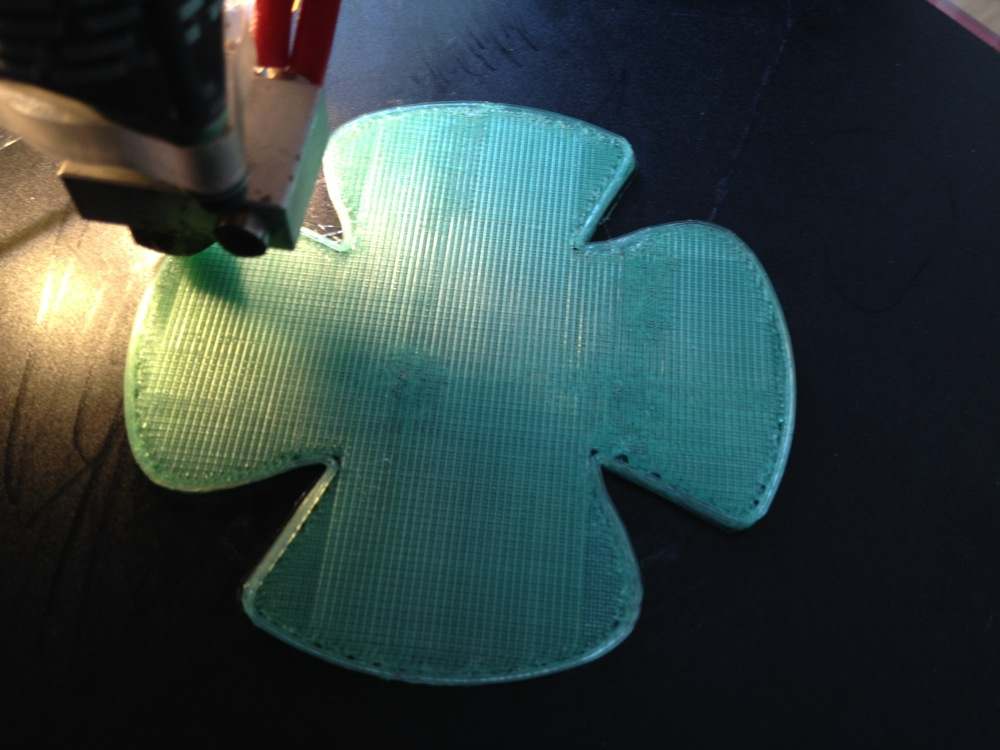
Maskara nr 2 – nic się nie trzyma, wszystko się paprze…
O ile pierwsze warstwy wyszły względnie poprawnie, kolejne albo się nie trzymały wcześniej wydrukowanych, albo przyklejały się do nich… ściągając je z wydruku. Kluczem okazała się prędkość – przy minimalnych ustawieniach wydruk wychodził jeszcze całkiem względnie, natomiast jakakolwiek próba przyspieszenia szybko kończyła się karnym zerwaniem lub podwinięciem się drukowanej warstwy.

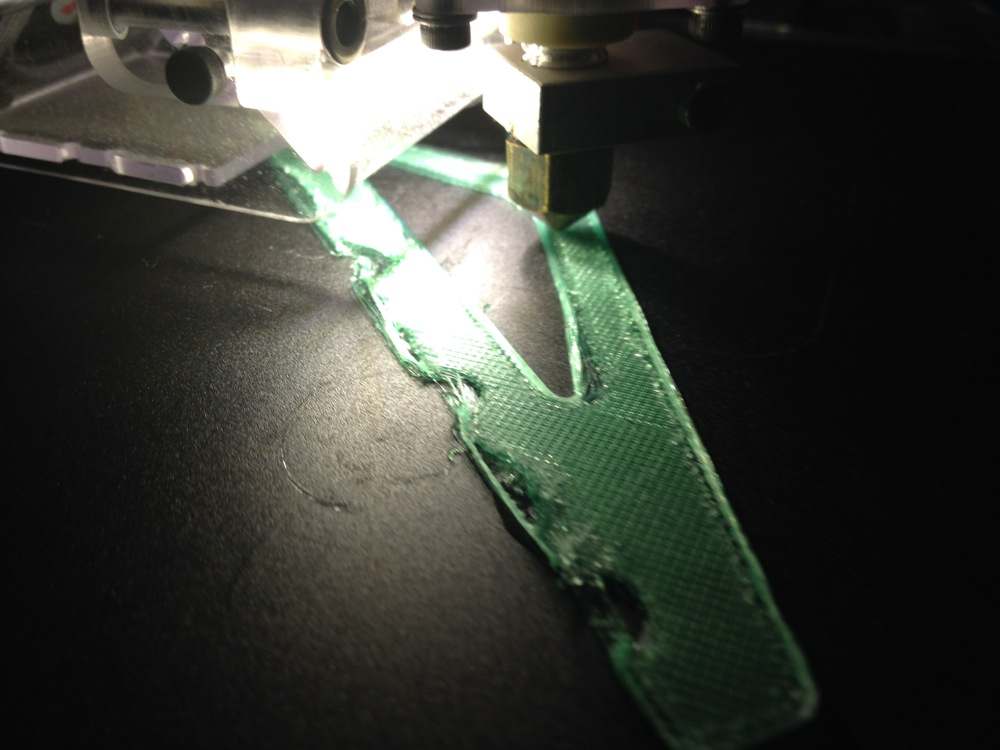


Najgorsze w tym wydruku były ostre łuki na krawędziach uchwytu, gdzie filament nie zawsze układał się tak jak powinien i nadrukowywał się tak jakby „na skróty” ścinając nominalną ścieżkę. To samo występowało przy druku 3D wypełnienia (25% – Kisslicer). W ostatecznym rozrachunku model nie tylko był pełny zwisających, luźnych nitek filamentu, które „nie trafiły” w swoją ścieżkę, lecz również stał się bardzo kruchy i łamliwy. Tak naprawdę wystarczy minimalna siła aby go skruszyć – ponieważ o łamaniu w tym przypadku nie ma absolutnie mowy.
Ustawienia:
- temperatura głowicy – 218°C
- temperatura stołu – 60°C
- średnia prędkość – 16% (przy nominalnej 100 mm/sek.)
- czas druku – 04:54
Maskara nr 3 – nie tak to sobie wyobrażałem…
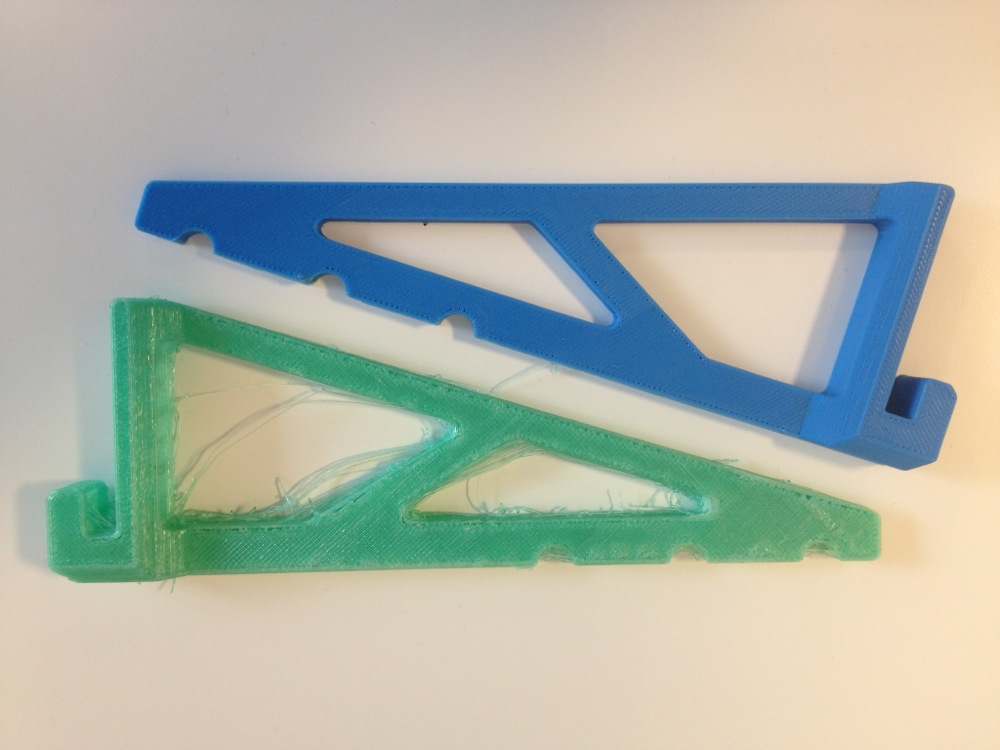
Abstrahując od jakości samego wydruku, efekt końcowy był sam w sobie bardzo przeciętny, żeby nie powiedzieć że słaby… Gotowy wydruk nie miał w sobie za grosz transparentności – zamiast tego nieco mdły, zielony kolorek, który również odbiegał od tego co było nawinięte na rolkę. Nie przypominał też absolutnie niczego co mogłoby w jakikolwiek sposób rodzić skojarzenia ze szkłem. Gdy przyłożyłem wydruk do jego pierwowzoru wydrukowanego na tańszym o połowę PLA z Noviplastu, poczułem się nieco oszukany przez taulmana… Nie mniej jednak próbowałem dalej…


Masakra nr 4 – tylko wazoniki, ale za to strasznie długo i powoli drukowane
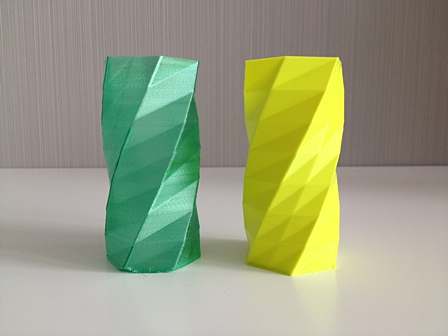
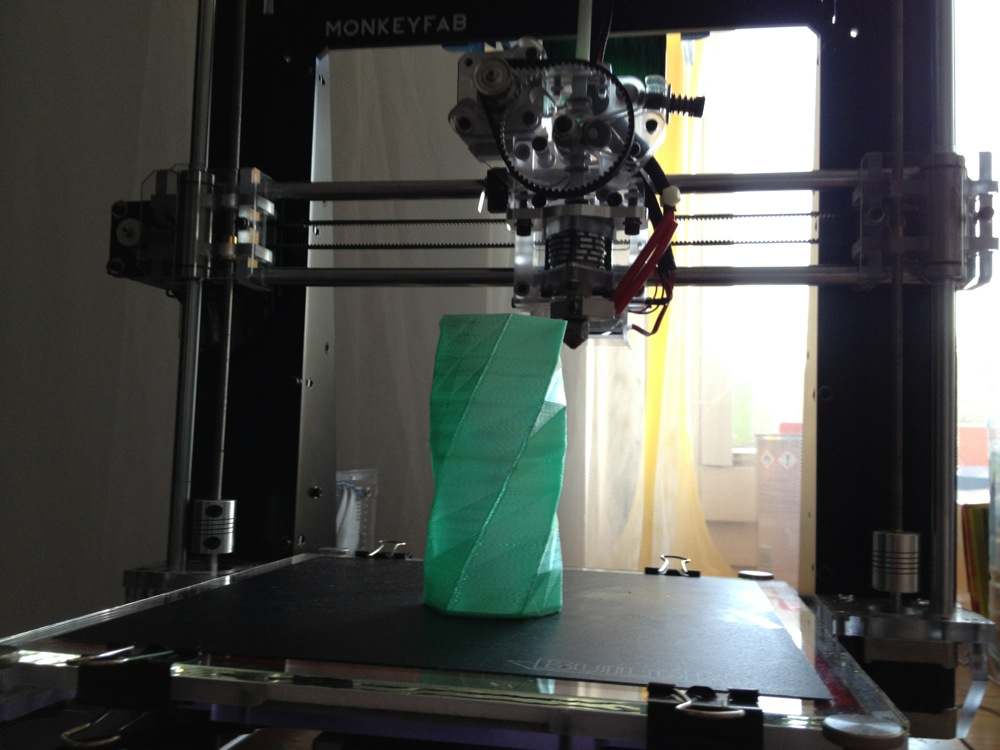
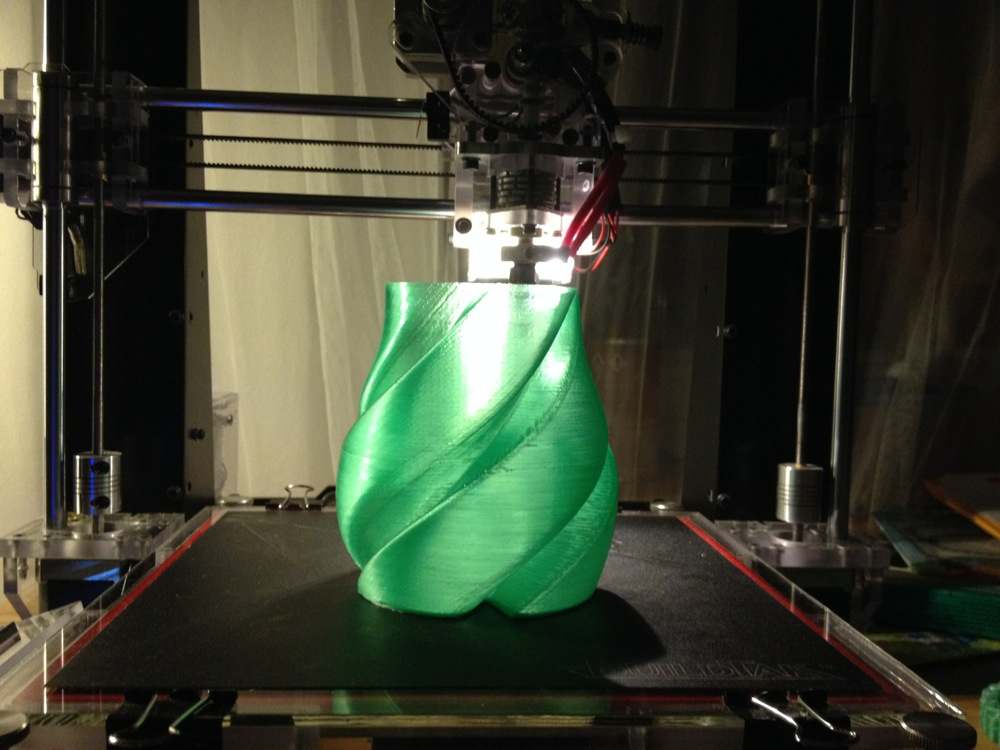
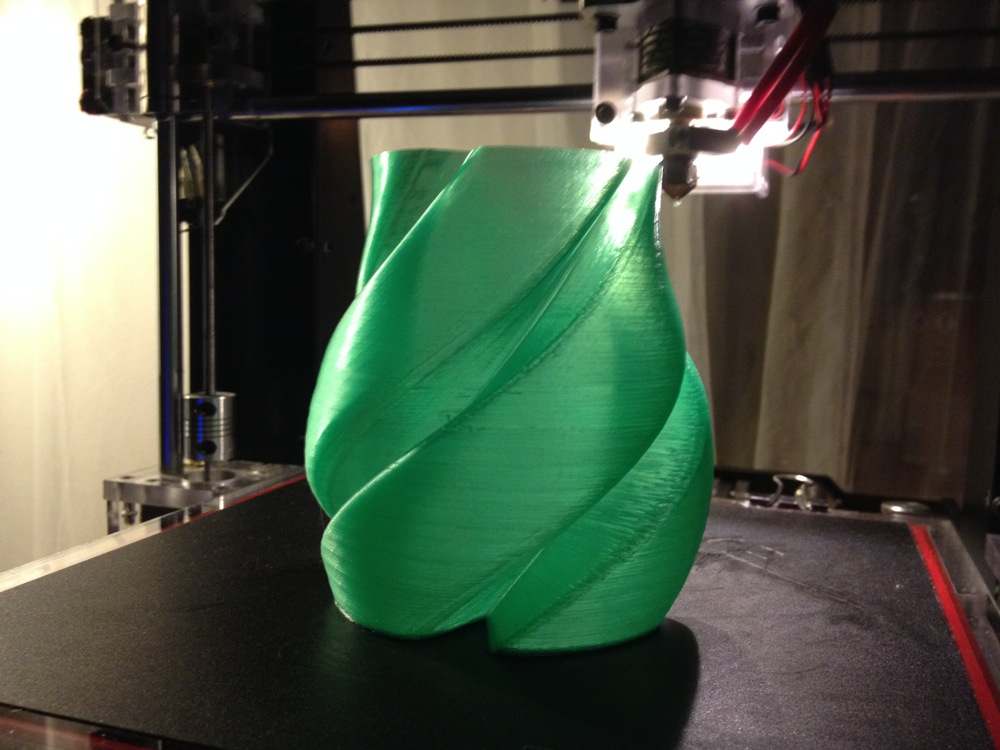
Skoro na pełnych wydrukach efekt transparentności jest zupełnie niewidoczny, a firma taulman na wszystkich materiałach promocyjnych pokazuje wyłącznie wazoniki i bransoletki uznałem, iż spróbuję również coś takiego wydrukować. Mój wybór padł na jedną z popularniejszych waz z Thingiverse – Twisted Vase.

Tym razem od początku drukowałem ją na minimalnej prędkości 10%, w porywach do 19%. Pojedyncze próby podkręcenia druku 3D powyżej 20-25% kończyły się natychmiastowymi problemami. Wydruk wyszedł dość dobrze, chociaż w kilku miejscach – szczególnie na dole wydruku, pojawiły się uszczerbki i niedociągnięcia. Był transparentny i na upartego, z odpowiedniej odległości ktoś mógłby pomylić go ze szkłem. Niestety wazonik nie przeszedł w ogóle testu wody – przeciekał aż miło… Ustawienia wydruku były dokładnie takie same jak we wcześniejszym przypadku.

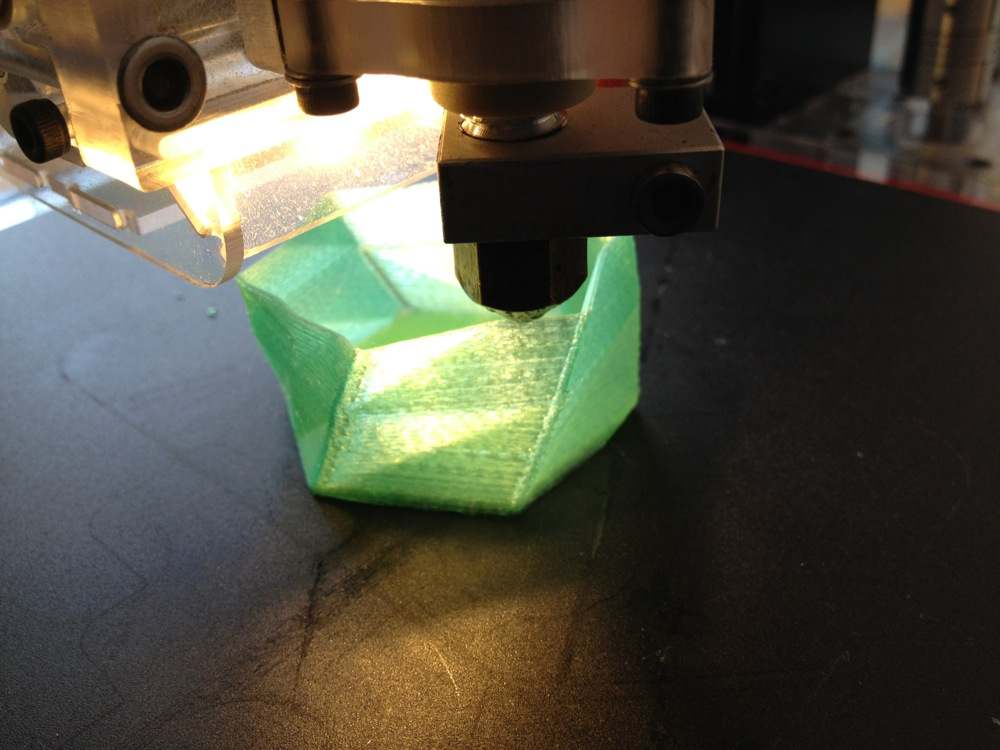
Zachęcony tym osiągnięciem przymierzyłem się do dwóch bransoletek. Pierwszej…

…ponownie nie dało się wydrukować. Materiał albo się odrywał od BuildTaka przy pierwszej warstwie, albo podrywał się na kolejnych. Była to po części wina Kisslicera, który ustawił ścieżki w nieco dziwny sposób – drukował poszczególne fragmenty bransoletki na przemian zamiast jednym ciągiem jak w przypadku wazonika. Ostatecznie przerwałem wydruk i zabrałem się za kolejny…

…Z-Bracelet Zortraxa. Tutaj nie było już żadnych poważniejszych problemów z rozpoczęciem wydruku, mimo to pojawiły się one na wyższych warstwach. Podobnie jak w przypadku uchwytu na filament, pojedyncze warstwy schodziły ze ścieżki nadruku tworząc nieestetyczne rysy na ściankach oraz zmniejszając wytrzymałość. Jeśli chodzi o gotowy model również nie było mowy o jakiejkolwiek transparentności czy efekcie szkła. Wydruk wyszedł fatalnie, dodatkowo pojawiły się problemy przy zdejmowaniu go ze stołu – drobne kawałki ukruszyły się przy odrywaniu i zostały na powierzchni BuildTaka.



Maskara nr 5 – zdecydowanie wazoniki, a z pewnością nie figurki ludzi
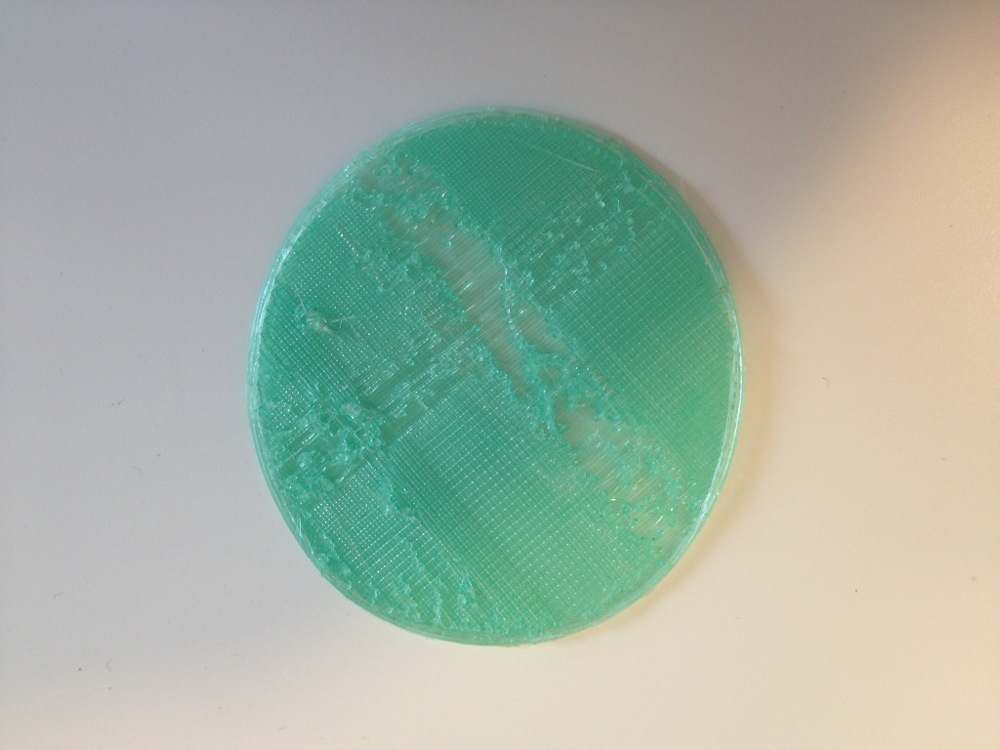
Postanowiłem wydrukować coś trudnego i spektakularnego zarazem – popiersie Colonela, bez podpór, puste w środku. O ile w przypadku braku podpór liczyłem się z problemami przy wydruku krzywizn, o tyle miałem nadzieję na ciekawy efekt transparentności. W końcu wydruk miał być w środku pusty.

To najprawdopodobniej najgorszy wydruk jaki kiedykolwiek zrealizowałem. Początek był wyśmienity, warstwy układały się wręcz idealnie, co skłoniło mnie do podkręcenia szybkości z 10% do 19%. Niestety efekt był taki, że przy piątej lub szóstej warstwie, ni stąd ni zowąd filament przestał się przyklejać do wcześniejszych warstw tworząc dziury w powierzchni. Ograniczenie prędkości nie pomogło niestety przy nanoszeniu bardziej złożonych, górnych warstw. Po raz kolejny filament nie radził sobie z przyklejaniem się do bardziej ostrych krawędzi i co kilka milimetrów podwijał się tworząc paskudnie wyglądające rysy. Ustawienia drukarki 3D były wciąż takie same (218°C dla głowicy i 60°C dla stołu), wydruk trwał koszmarne 10 godzin i 16 minut. Popiersie miało niespełna 10 cm wysokości.




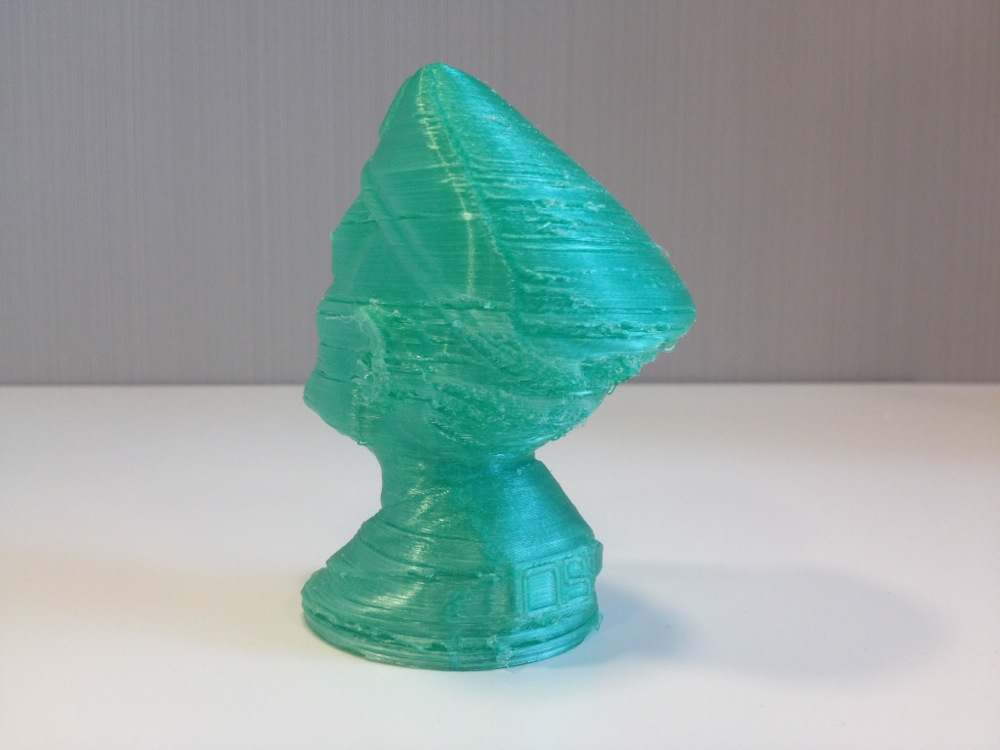
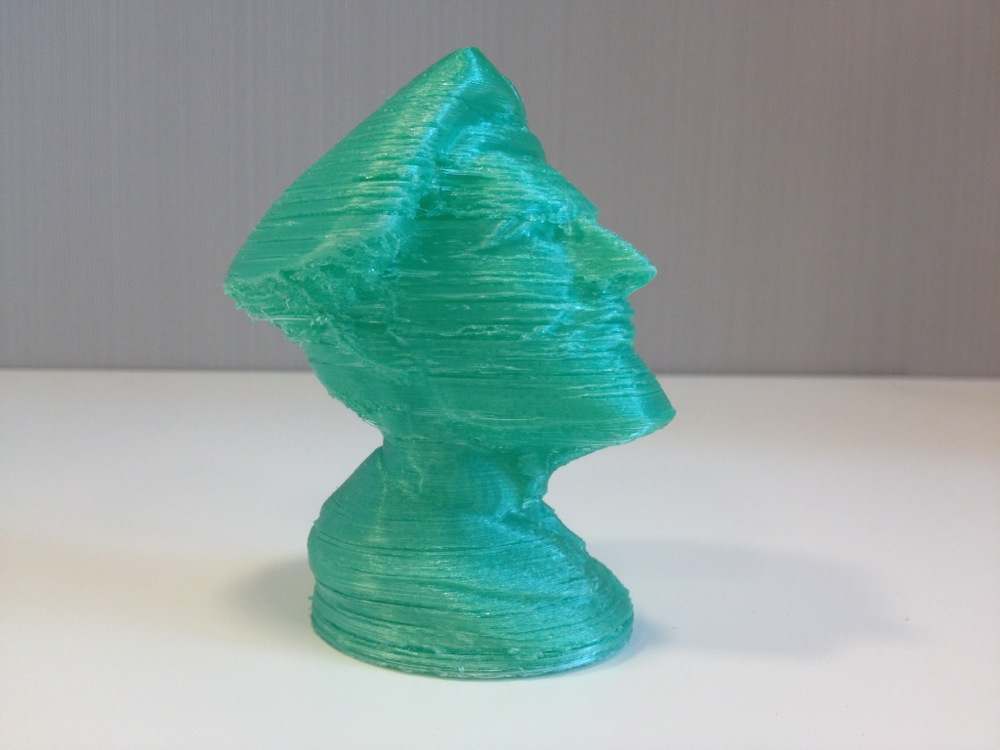
Wydruk ponownie nie był transparentny. Ściany modelu nie miały grubości 1 mm, tylko miały pewien narzut aby móc wydrukować wyższe warstwy pochylone względem nich pod pewnym kątem. Z drugiej jednak strony, dopiero na tym modelu po raz pierwszy udało mi się zauważyć efekt szkła – głowa i twarz Colonela – mimo licznych bruzd i rys, miała typowy dla szkła poblask. Szkoda tylko, że sam wydruk wyszedł tak źle…
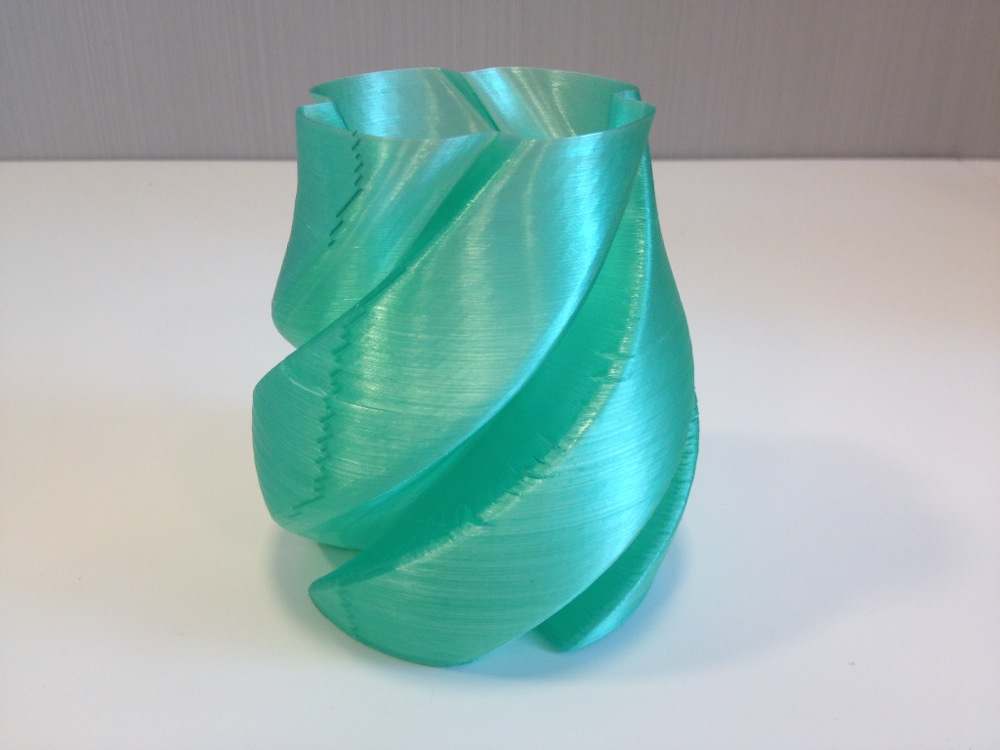
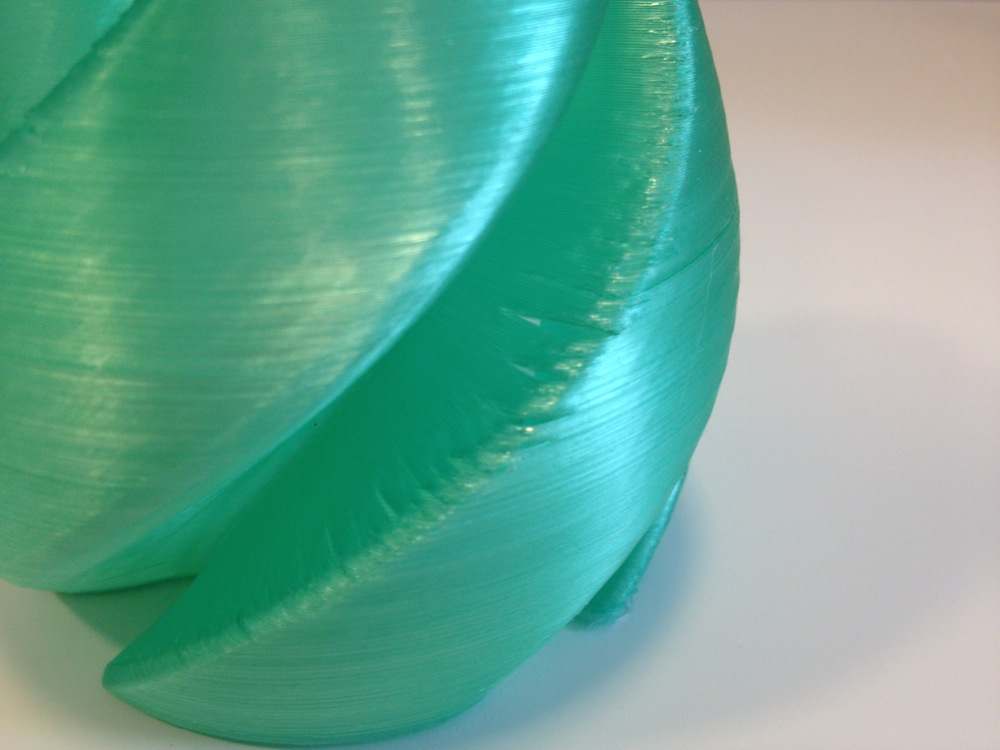
Ostatnim wydrukiem jaki zrealizowałem była kolejna waza:

Druk przebiegł podobnie jak w przypadku pierwszej wazy, z tą różnicą iż na bardziej wygiętych krawędziach porobiły się dziury. Ponadto przy odrywaniu wazy z BuildTaka spód przykleił się tak mocno, że fragmenty dwóch pierwszych warstw zostały na stole. Ostateczny efekt był mierny, mimo, iż waza z większej odległości prezentowała się w miarę przyzwoicie.


Podsumowanie
t-glase jest bardzo trudnym i wymagającym materiałem, zdecydowanie nie jest przeznaczony dla użytkowników początkujących. Jestem również przekonany, że znajdzie się masa osób, które będą w stanie okiełznać ten materiał na swoich drukarkach 3D i zaprezentować bez porównania lepsze jakościowo wydruki. Ja po prostu nie miałem na to wszystko czasu. Podszedłem do tematu jak każdy przeciętny konsument – kupiłem rolkę filamentu, założyłem ją na drukarkę 3D i oczekiwałem, iż otrzymam wydruk na miarę swoich oczekiwań. Tymczasem aby wydrukować z tego materiału COKOLWIEK, należy poświęcić mu olbrzymią ilość czasu i zaangażowania. Wydaje mi się, że nie o to w tym chodzi…?
t-glase to materiał specjalistyczny dla specjalistów. Dla porównania wydrukowałem te same modele ze zwykłego PLA z colorFabbu – efekty mówią same za siebie. Wydruki z PLA były puszczone „same sobie„, nie doglądałem ich, nie modyfikowałem ustawień drukarki 3D w trakcie druku, po prostu włączyłem START i po godzinie – dwóch zdjąłem gotowe wydruki ze stołu. Biorąc pod uwagę różnice jakości i różnice w cenach obydwu materiałów, inwestycja w t-glase jest mocno dyskusyjna.