Pod koniec listopada ubiegłego roku, Adela testowała filament PETG produkcji DR3D Filament. Tym razem na warsztat bierzemy coś z naszego, rodzimego rynku, czyli UniPET od 3D Universal.
UniPET (politereftalan etylenu), jest to polimer, który cechuje się dużym udziałem fazy krystalicznej, co ma istotny wpływ na jego własności fizyko-mechaniczne. Charakteryzuje się on dużą twardością i sztywnością, jak również niską absorbcją wilgoci. Według producenta, materiał ten powinien wytrzymywać temperaturę trwale osiągającą 80° Celsjusza, a okresowo nawet 95°.
Filament UniPET dostępny jest w bardzo szerokiej gamie kolorystycznej. Dostępnych jest aż 11 kolorów (czerwony, zielony, naturalny, pomarańczowy, pomarańczowy-bursztynowy, żółty-neon, rubinowy, granatowy, malinowy, zielony-neon, miodowy). Szpulę filamentu, na której nawinięte jest 0,8 kg materiału, możemy kupić w cenie 130 zł. Dla porównania filament PETG od DR3D Filament wyceniony został na około 170 zł/kg, czyli ceny, w przeliczeniu na kilogram są bardzo do siebie zbliżone.
Do testów otrzymałem próbki filamentu o średnicy 1,75 mm (tylko takie są dostępne), w kolorach rubinowy, zielony, pomarańczowy, granatowy oraz żółty neonowy. Średnica na otrzymanych próbkach wahała się w przedziale 1,72-1,78 mm. Ponieważ walory estetyczne tego typu filamentów najlepiej obserwuje się na wydrukach cienkościennych, dlatego skoncentrowałem się przede wszystkim na wydrukach w trybie wazy. Wszystkie testy wykonane były na drukarce 3DGence One, bezpośrednio na czystym, ceramicznym stole urządzenia.
Zalecenia producenta, odnośnie temperatur druku, umieszczone są na szpuli z filamentem. Dla UniPET zalecana jest temperatura druku w przedziale 190-225°C, a stół powinniśmy rozgrzewać do około 70-90°C. Na początek postanowiłem, więc zweryfikować zalecaną temperaturę stołu. Zacząłem od wartości 70°C. Przy takim ustawieniu filament bardzo dobrze kleił się do stołu, ale po jakimś czasie wydruk mimo wszystko od niego „odpadał”. Po pewnym czasie stwierdziłem, że wpływ na to mogą mieć wentylatory chłodzące wydruk, zamontowane w 3D Gence. Cechują się one bardzo dobrą wydajnością i ustawienie prędkości nawiewu na 50% jest wartością, w większości przypadków, zupełnie wystarczającą. Ja natomiast początkowo ustawiłem moc na 100%, a przy tej wartości nadmuch dosłownie może „zdmuchnąć” wydruk ze stołu. Przy kolejnych wydrukach zwiększyłem temperaturę stołu do 90°C i przy tej wartości nie miałem już żadnych problemów. Wydruki trzymały się bardzo dobrze i można je było zdejmować, dopiero po ostudzeniu stołu do około 30°C.
W pogoni za… przejrzystością
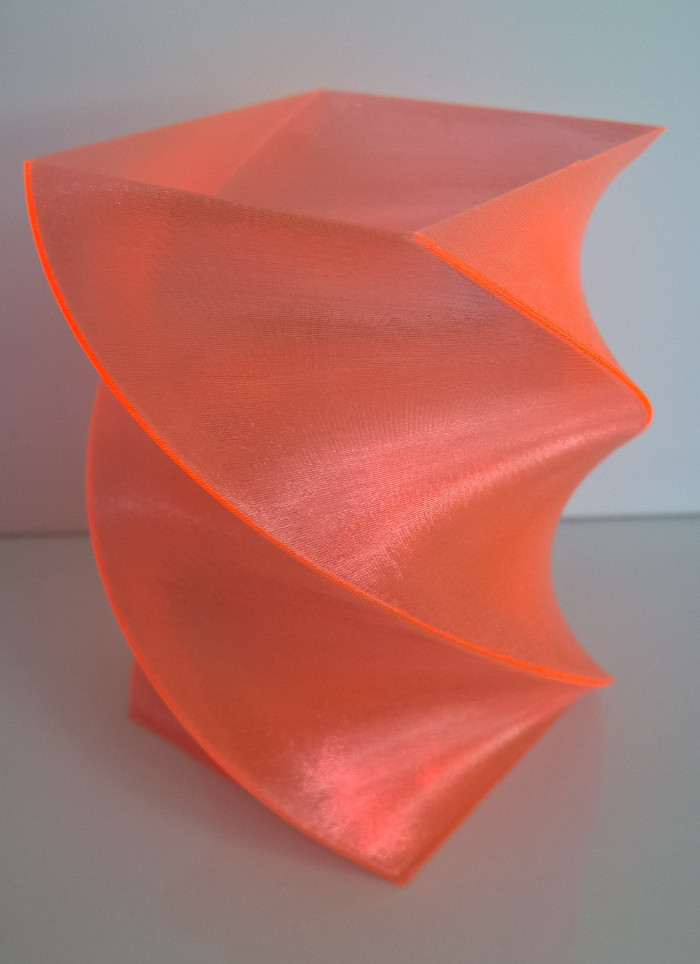
Ten test miał na celu sprawdzenie, w jakim stopniu temperatura oraz prędkość druku, mają wpływ na uzyskanie możliwie jak najbardziej przejrzystego wydruku. W tym celu posłużyłem się nieco przeskalowaną kostką sześcienną. Kostka została wydrukowana z zerowym wypełnieniem oraz jednym obrysem.
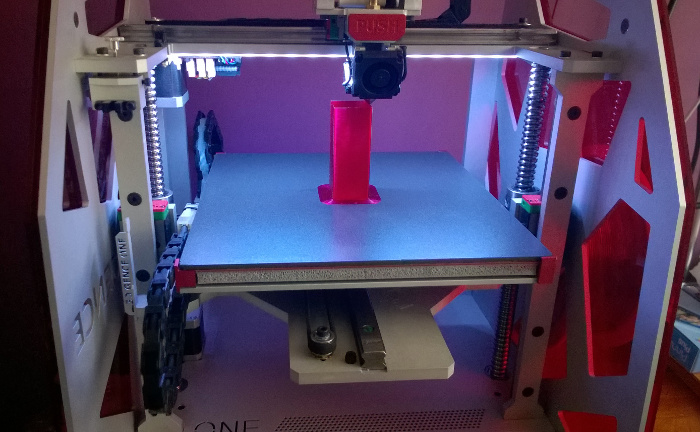
Pierwszy test miał na celu zbadanie czynnika temperatury. Kostka o wymiarach podstawy 30x30mm została wydrukowana ze zmianą temperatury z gradientem 5°C na centymetr wysokości. Rozpocząłem od temperatury 190°C i doszedłem, aż do ekstremalnych (niezalecanych) 240°C.
Niestety pomimo posiłkowania się czterema aparatami fotograficznymi, w różnych warunkach oświetleniowych, nie jestem w stanie w odpowiedni sposób zaprezentować wyniku tego testu. Poniżej najlepsze zdjęcie, jakie udało mi się wykonać, a co do wniosków to musicie mi niestety zaufać na słowo.
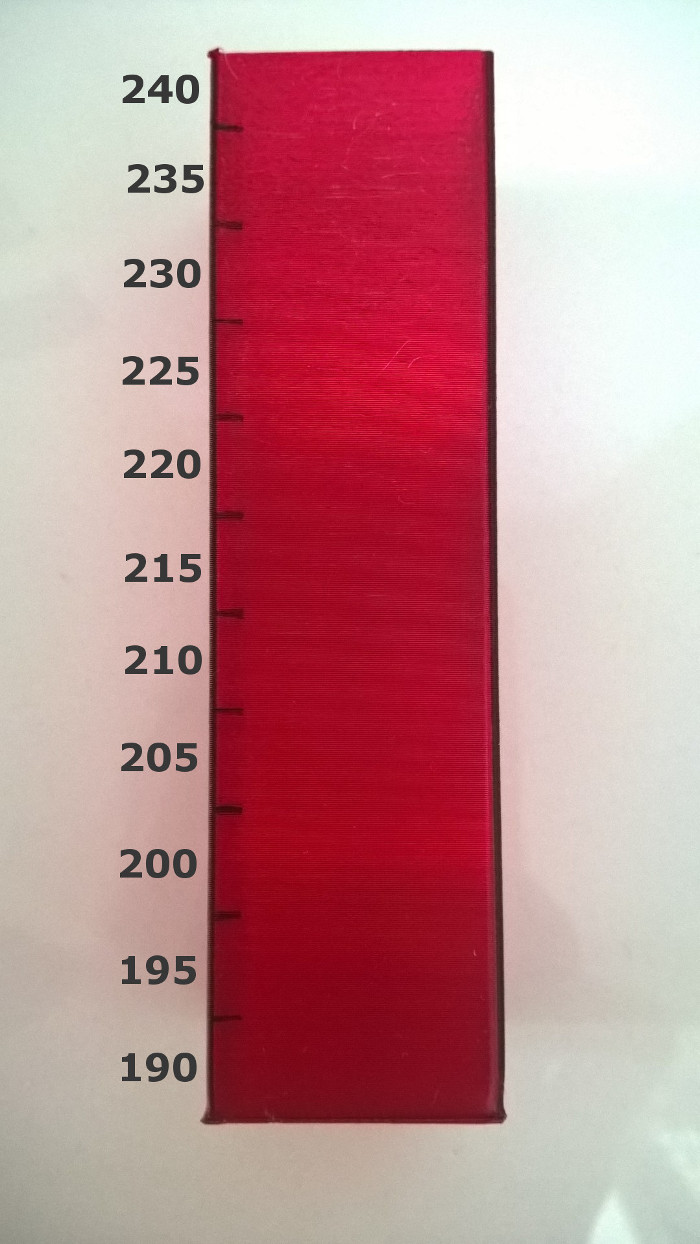
Tak naprawdę muszę stwierdzić, że najlepiej wygląda fragment wydrukowany w temperaturze 190°C. Porównywalnie, czyli na bardzo zbliżonym poziomie prezentuje się fragment do 215°C. Kolejne 2 cm (215-225°C) są nadal przyzwoite, a wszystko co powyżej można już określić wydrukiem nieklarownym (słabo przejrzystym) i gorszym jakościowo.
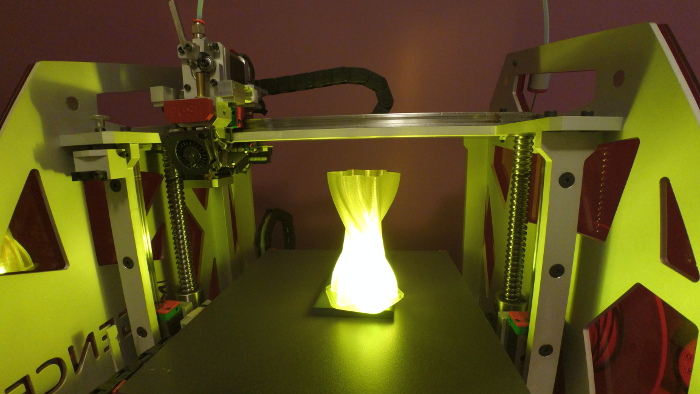
Na wynikach powyższego testu oparłem test kolejny. Z przedziału temperatur, który dawał najładniejsze efekty, wybrałem temperaturę średnią (około 200°C). Dla tej temperatury badałem wpływ prędkości na przejrzystość wydruku. Zacząłem od prędkości 30 mm/s i co 1,5 cm wysokości wydruku, zwiększałem ją o 10 mm/s, aż do wartości 90 mm/s. Pierwszym wnioskiem jaki się nasuwa po tym teście jest, jest fakt że UniPET cechuje się bardzo dobrym płynięciem. W każdej ze wspomnianych powyżej prędkości nie było żadnych problemów z przerwami w wydruku oraz żadnych przeskoków radełka.
Niestety na poniższym zdjęciu ponownie ciężko było uchwycić różnice pomiędzy poszczególnymi prędkościami, ale najlepsze efekty uzyskałem przy wartościach do 60 mm/s.

Czas na wazy
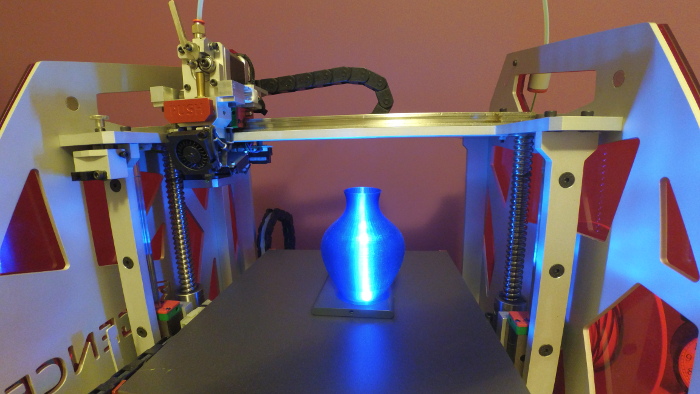
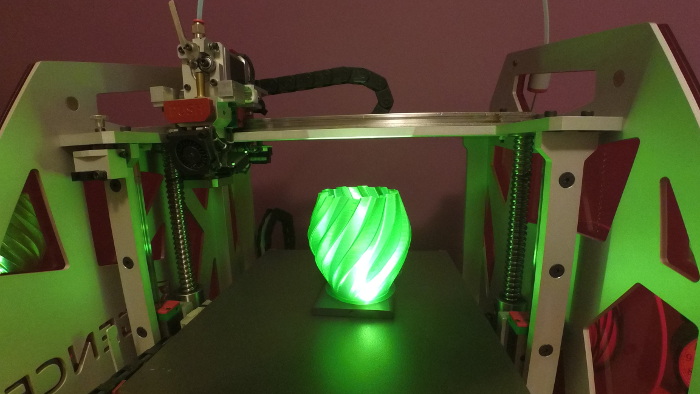
Czas na test właściwy, czyli wydruki kilku wazoników. Wszystkie zostały przygotowane do druku w programie Repetier Host i pocięte Slic3rem na profilu dostarczonym wraz z 3D Gence. Korzystając z wyników pierwszej części, wszystkie wazony zostały wydrukowane w temperaturze około 200°C i z prędkością około 30-40 mm/s. Większość z nich wykonałem na warstwie 0,2 mm, a jedną z waz, dla porównania, wydrukowałem na warstwie 0,3 mm. Zdjęcie każdej z waz zestawione jest z efektem, jaki możemy uzyskać podświetlając ją.
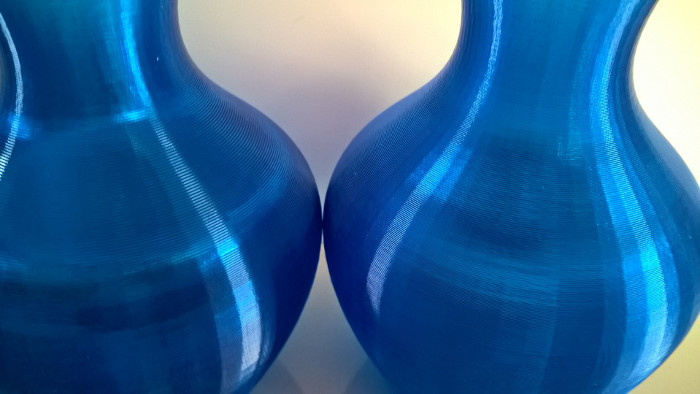

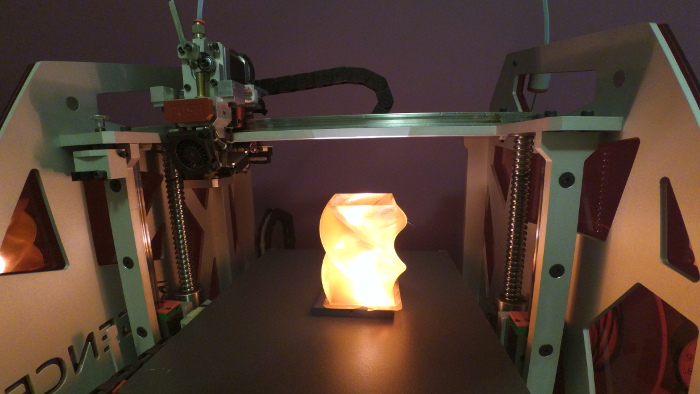
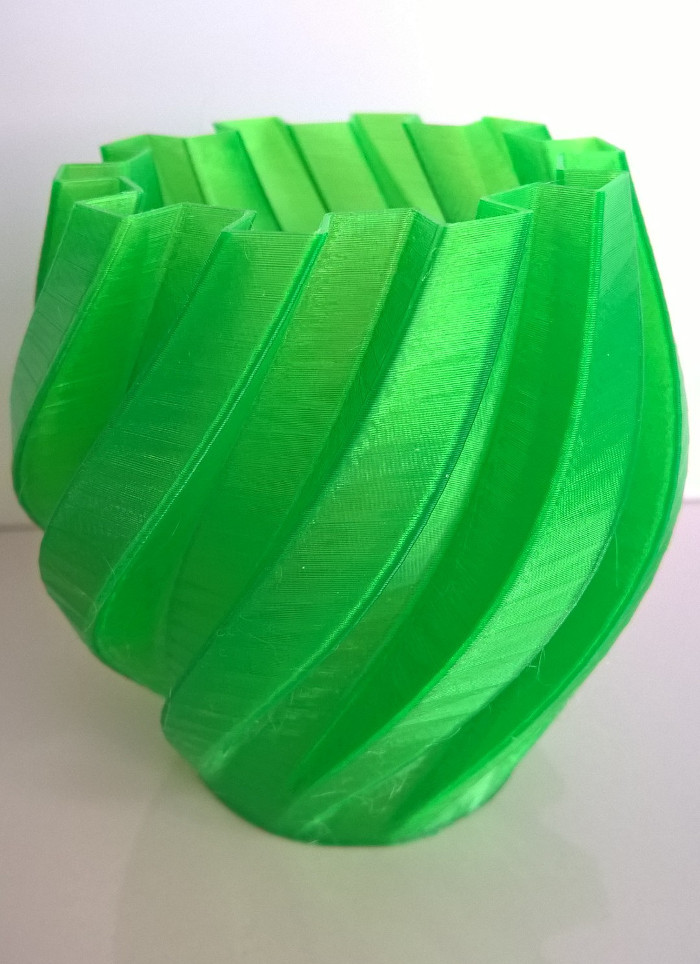
Tak jak w poprzednich testach wszystkie wydruki przebiegły bez żadnych problemów. Filament w czasie druku nie wydziela żadnego charakterystycznego zapachu. Jedynym problemem jaki udało mi się zaobserwować, to charakterystyczne „babie lato” na wydruku. Pomimo, że w tych wydrukach, w trybie wazy, retrakcja nie zachodzi. Dodać jednak trzeba, że te delikatne pajęczynki schodzą z wydruku przy samym tylko przetarciu go dłońmi. Innym ważnym aspektem jest dość mocne zespojenie warstw wydruków. Mam wyrobiony nawyk stosowania zawsze lekkiego brimmu i ten, w czasie testu usuwał się naprawdę ciężko. W przypadku PLA i ABS zawsze usuwam go delikatnie palcami, a w przypadku UniPET musiałem posiłkować się nożykiem.
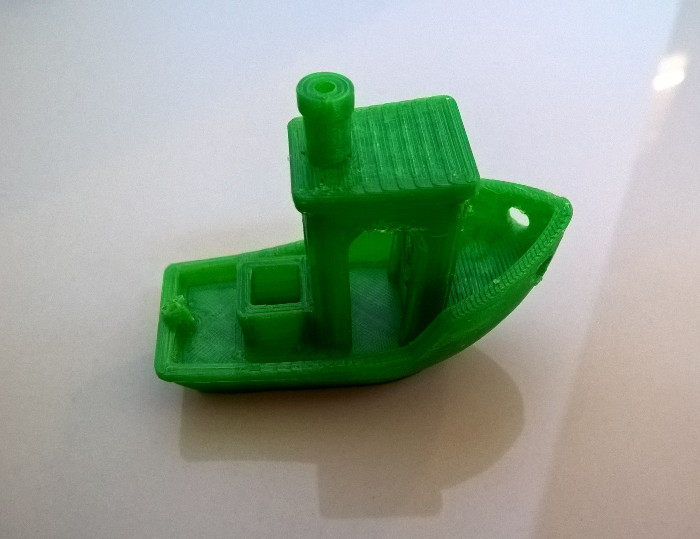
3DBenchy
Z ciekawości pokusiłem się też o wydruk łódeczki 3DBenchy. Efekt jest całkiem przyzwoity i co ciekawe tutaj, pomimo że zachodziła retrakcja, to efekt „babiego lata” niemal nie wystąpił.


Podsumowanie
Filament UniPET od 3D Universal jest ciekawym materiałem przede wszystkim gdy potrzebujemy wydruków, które planujemy podświetlać lub, gdy oczekujemy nieco większej odporności mechanicznej i termicznej od zwykłego PLA.
Na koniec zapraszam na krótki filmik przedstawiający proces drukowania wszystkich przedstawionych w teście materiałów (oświetlenie drukarki 3D Gence zostało wyłączone specjalnie, w celu uniknięcia refleksów od stołu)