

Od samego początku istnienia technologii przyrostowych, największym wyzwaniem było rozwiązanie czterech istotnych problemów: łatwość obsługi urządzenia, szybkość procesu druku 3D, jakość wydrukowanego modelu oraz stopień skomplikowania prac wykończeniowych. To te rzeczy decydowały – i w dalszym ciągu decydują, o popularności danej technologii druku 3D oraz obszarów jej wykorzystania przez użytkowników. Dlatego na przestrzeni lat producenci drukarek 3D dążą przede wszystkim nie do obniżenia kosztów urządzeń (to też!), lecz przede wszystkim automatyzacji drukowania 3D i ograniczenia udziału operatora drukarki 3D w procesie powstawania modeli.
Najbardziej dokładnymi technologiami druku 3D są technologie oparte o fotopolimery, czyli żywice utwardzane pod wpływem światła. Na tym opierała się zresztą pierwsza metoda drukowania przestrzennego – stereolitografia, opatentowana w 1984 r. przez Charlesa Hulla – przyszłego założyciela pierwszej firmy produkującej drukarki 3D – 3D Systems. Proces stereolitograficzny polega na selektywnym naświetlaniu żywicy i tworzeniu w ten sposób kolejnych warstw modelu przestrzennego. Stereolitografia (czyli SLA) to wciąż jedna z najpopularniejszych technologii druku 3D na świecie, pozwalająca na uzyskiwanie wyjątkowo dokładnych obiektów.
Niestety nie jest ona wolna od wad. Jako że budowany model powstaje wewnątrz wanny / pojemnika z żywicą, może być drukowany wyłącznie z jednego materiału. Po wyjęciu z niej musi być dodatkowo oczyszczony z podpór (tzw. supportów), które przytrzymują jego fragmenty w trakcie drukowania. Warto też pamiętać, że wymiana rodzaju / koloru żywicy wiąże się też z wymianą wanny / pojemnika, gdyż nie może on być skutecznie oczyszczony z resztek materiału bez ryzyka jego uszkodzenia.
Jetting Molding – modelowanie strumieniowe

Alternatywą dla metody stereolitograficznej (oraz jej pochodnych – DLP / 3SP etc.) jest technologia znana jako „jetting modeling” (JM), czyli modelowanie strumieniowe. Polega ona na nakładaniu (natryskiwaniu) kropel materiału na stół roboczy drukarki 3D za pomocą głowic przypominających co do zasady swojego działania głowice w drukarkach atramentowych do papieru. W każdej głowicy znajdziemy kilkaset dysz, co pozwala osiągnąć wysoką precyzję w rozprowadzaniu materiału. Każdy moduł drukujący składa się co najmniej z dwóch głowic, jednej nakładającej materiał podporowy, oraz drugiej, nakładającej podporę.
Za pomocą JM możemy drukować albo z żywic fotopolimerowych utwardzanych światłem UV, albo z wosku. W pierwszym przypadku lampa UV, stanowiąca cześć modułu drukującego, utwardza materiał natychmiast po jego nałożeniu. W przypadku wosku, usztywnia się on pod wpływem różnicy temperatur między tą panującą wewnątrz głowicy, a temperaturą wewnątrz drukarki 3D. Należy pamiętać, że w tym samym procesie drukowane są podpory.
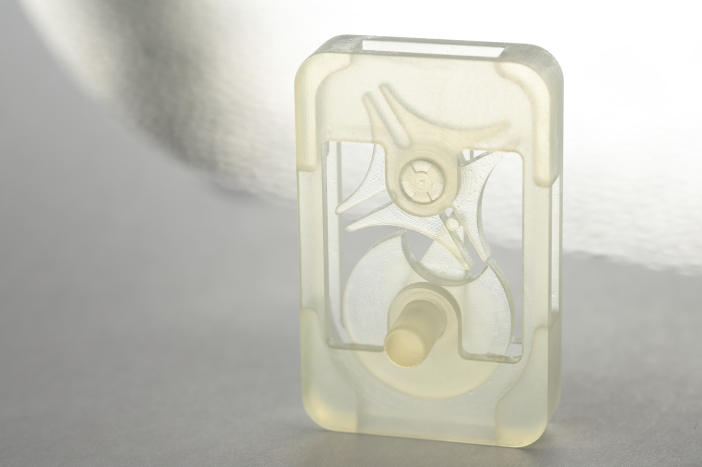
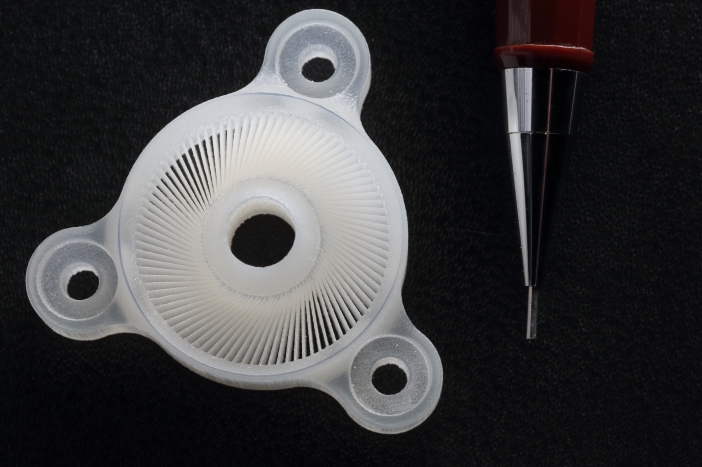
Technologia ta charakteryzuje się wysoką dokładnością wydruku – minimalna wysokość drukowanej warstwy to 0,013 mm. Pozwala na produkcję prototypów znajdujących zastosowanie w przemyśle maszynowym, elektronicznym, automotive, lotniczym, jubilerskim, wzornictwie przemysłowym czy medycynie (głównie protetyka i chirurgia). Doskonale sprawdza się także w odlewnictwie.
Technologia JM jest obecnie rozwijana przede wszystkim przez dwie firmy – 3D Systems, które zaprezentowało pierwszą maszynę wykorzystującą ten proces w roku 1996 oraz izraelski Objet należący do Stratasysa. Od trzech lat technologie 3D Systems są w ofercie Canon, a od połowy 2016 r. – Canon Polska.
Początki technologii MJP
3D Systems – pierwszy producent drukarek 3D na świecie, na przełomie lat 80-tych i 90-tych ubiegłego wieku z powodzeniem rozwijał stereolitografię, która w tamtym czasie byłą dominującą technologią druku 3D na świecie. W pierwszej połowie lat 90-tych na rynku zaczęło pojawiać się coraz więcej alternatywnych metod przyrostowych (FDM, LOM, SLS, 3DP etc.), firma została więc zmuszona do poszukiwania dodatkowych rozwiązań. Jednym z nich było natryskiwanie materiału – konkretnie wosku, za pomocą głowic typowych dla druku atramentowego.
Pierwszym urządzeniem tego typu była Actua 2100, której pierwszy egzemplarz 3D Systems sprzedało w 1996 r. Trzy lata później firma zaprezentowała szybszą i wydajniejszą maszynę tego typu – ThermoJet. W 2003 roku na rynek trafiła bardziej rozwiniętą wersja tej technologii, wykorzystująca w pracy oprócz wosku także żywice fotopolimerowe. Drukarki 3D z linii InVision stały się obok maszyn stereolitograficznych oraz przemysłowych drukarek 3D typu SLS jedną z głównych linii produktowych firmy.
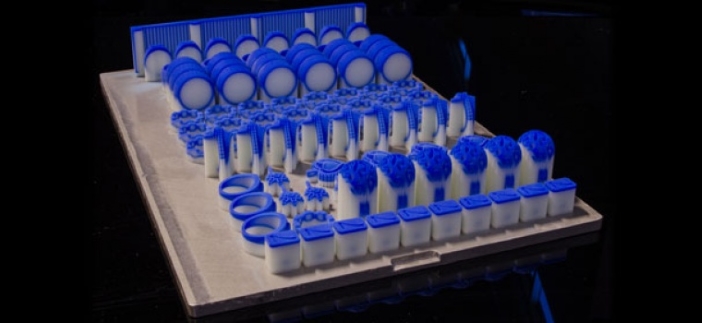
Technologia rozwijana była początkowo pod nazwą MJM (multijet modeling), lecz wraz z wprowadzeniem najnowszej generacji maszyn zmieniono ją na MJP (multijet printing). Jej cechą charakterystyczną, odróżniającą od rozwiązań konkurencji, jest maksymalnie uproszczony proces post-processingu. Za pomocą dedykowanej stacji roboczej o nawie EasyClean, materiał podporowy jest samoczynnie rozpuszczany w dwóch pojemnikach wykorzystujących parę oraz olej na bazie soi. Podpory rozpuszczają się w czasie ok. kilkudziesięciu minut (oczywiście w przypadku większych i bardziej skomplikowanych pod względem geometrii modeli może to trwać dłużej). Dla porównania, w innych technologiach tego typu, materiał podporowy trzeba wypłukiwać wodą w specjalnych myjkach pod ciśnieniem.
MJP w ofercie Canon
Najnowsza generacja maszyn MJP 3D Systems składa się z 8 maszyn zróżnicowanych pod względem rozmiaru obszaru roboczego, dostępnych materiałów oraz dokładności. Cechą wspólną wszystkich systemów jest olbrzymia dokładność drukowanych aplikacji, szybkość i opisana powyżej prostota w oczyszczaniu wydruków z materiału podporowego. Chociaż są one dedykowane przede wszystkim do szybkiego prototypowania, można za ich pomocą tworzyć także finalne części.
Drukarki 3D z linii ProJet posiadają następujące obszary robocze:
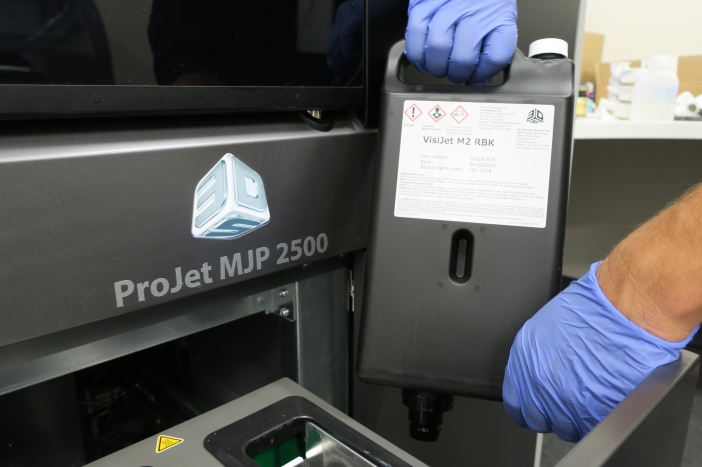
- Seria ProJet MJP 2500 – 295 x 211 x 142 mm (minimalna wysokość warstwy: 0,032 mm)
- Seria ProJet MJP 3600 – 298 x 183 x 203 mm (minimalna wysokość warstwy: 0,016 mm)
- ProJet MJP 5500X – 518 x 381 x 300 mm (minimalna wysokość warstwy: 0,013 mm).
W zależności od maszyny, mamy do wyboru od 1 (w przypadku maszyn serii 3600W) do ponad 7 różnych materiałów, w tym materiałów przezroczystych, imitujących gumę czy wosk dedykowany do odlewów. Warto wspomnieć o maszynie 5500X, która może mieszać dwa materiały modelowe w procesie druku 3D już na poziomie kropel materiału, przez co możemy otrzymać kilkaset różnych kombinacji kompozytów.

Urządzenia nie wymagają specjalnej infrastruktury i mogą z powodzeniem działać w środowisku biurowym (dotyczy to także stacji do post-processingu).
Oprogramowanie
Pod koniec 2014 roku 3D Systems zaprezentowało nowe oprogramowanie do druku – 3DSPRINT. Choć na samym początku obsługiwało ono jedynie dwie maszyny – ProJet 5500X oraz ProJet 1200 – to najnowsza wersja systemu, zaprezentowana na ostatniej edycji targów formnext, umożliwiała pracę z praktycznie całą paletą maszyn typu MJP oraz SLA.
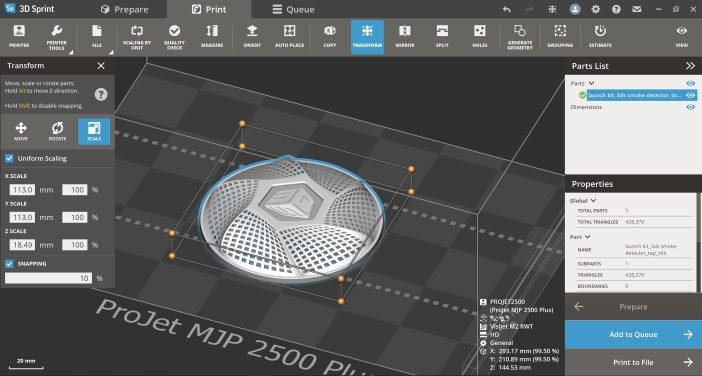
Nowa wersja, oznaczona 2.0, pozwala m.in. na zautomatyzowaną naprawę wadliwych plików STL, na cięcie modeli czy też generowanie struktur podporowych (krytyczne w technologii SLA). Oprócz nowych możliwości, 3DSPRINT pozostał łatwym w obsłudze oprogramowaniem, w którym łączymy się z drukarką 3D, wybieramy opcję druku 3D (np. wysokość warstwy), ustawiamy modele na stole roboczym oraz zarządzamy kolejką wydruków.


