Druk 3D z żywic światłoutwardzalnych charakteryzuje się wysoką dokładnością szczegółów, Zależnie od technologii można uzyskać elementy o różnej dokładności. Wśród technologii druku 3D z żywic wyróżniamy SLA (stereolitografię), gdzie żywica fotopolimerowa jest utwardzana wiązką lasera, DLP, w której żywicę utwardza się światłem emitowanym z projektora lub światłem emitowanym z ekranu LCD.
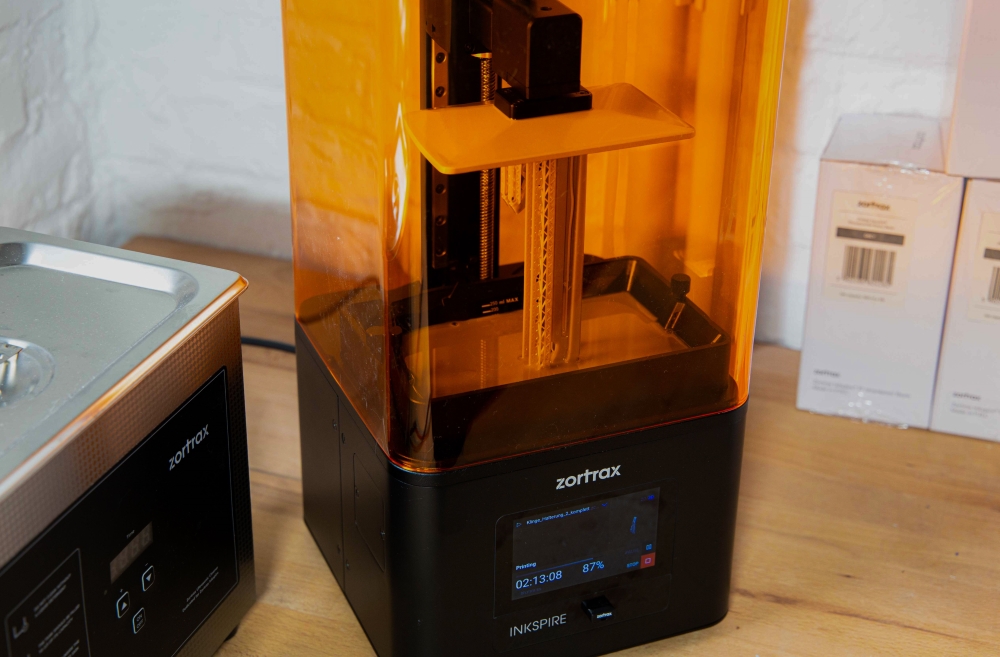
UV LCD jest pochodną metody DLP, używaną między innymi w drukarkach 3D Zortrax Inkspire. Żywica jest fotopolimeryzowana światłem z ekranu LCD o wysokiej rozdzielczości. Stół roboczy zanurza się w kontenerze z żywicą fotopolimerową, a wiązka światła selektywnie utwardza kolejne warstwy elementu.
Na drukarce 3D Zortrax Inkspire, wydruk jest wykonywany ze stałą, wysoką prędkością 20-36
mm/h, niezależnie od ilości wypełnienia pola roboczego, a parametry procesu można
modyfikować nawet w trakcie wydruku. Jest to bardzo ważna cecha tej drukarki 3D, gdyż w
technologii SLA czas wykonania wydruku rośnie wraz z jego rozmiarem.
Najmniejszy wydrukowany na Zortrax Inkspire obiekt mierzy zaledwie 50x50x25 mikronów.
Czyni to drukarkę idealną do zastosowań w branżach, które wymagają najwyższej precyzji.
Wydruki z Zortrax Inkspire nie posiadają widocznych warstw ani pionowych linii. Pojedyncze
pixele nie mogą być widoczne gołym okiem, gdyż dokładność wydruku przekracza ilość 336
pixeli na cal, którą rozróżnia ludzkie oko.
Przygotowanie modelu do druku 3D
Co do zasady, w procesie drukowania 3D z żywic światłoutwardzalnych należy ustawiać wydruki pod kątem 45° do powierzchni stołu roboczego – wtedy nieutwardzona żywica może swobodnie spłynąć po wydruku. Dodatkowo, takie ułożenie zmniejsza opory samej żywicy wewnątrz kontenera podczas gdy model jest wynurzany z pojemnika. Istnieją jednak geometrie, gdzie najbardziej optymalnym jest ułożenie detalu na płasko, bezpośrednio na stole. Doskonale sprawdza się to na przykład w protetyce, przy druku 3D tzw. łuków zębowych.

Z-SUITE – oprogramowanie Zortrax, posiada opcję automatycznej orientacji wydruków 3D, co pozwala na najbardziej optymalne ułożenie wydruku 3D, w zależności od jego geometrii i przeznaczenia.

Jak postępować z żywicą?
Drukarka 3D obsługuje wszystkie żywice utwardzane światłem o długości fali 405 nm,
aczkolwiek należy dostosować rodzaj żywicy do konkretnego zastosowania. Na Inkspire można drukować z dowolnych żywic, utwardzanych w/w długością fali, jednakże producent oferuje także autorskie materiały eksploatacyjne o różnych właściwościach.


Żywice Zortrax:
- Zortrax Resin pro o podwyższonej wytrzymałości na uderzenia i zginanie,
- Zortrax Resin Flexible zdolna do powrotu do swojego pierwotnego kształtu,
- Zortrax Resin Dental Model przypominająca w dotyku gips,
- Zortrax Resin Basic.
Skurcz materiału
Przy elementach o małej powierzchni problem jest niewielki, aczkolwiek w wydrukach o większej objętości może stanowić poważny problem. Wraz ze zwiększeniem objętości wydruku, problem może być bardziej zauważalny.
Pomimo wielu zalet, które niesie za sobą technologia UV LED, istnieje także szereg czynników, na które warto zwrócić uwagę. Druk 3D wiąże się z dodatkowym oprzyrządowaniem i czynnościami, które należy wykonać po zakończonym wydruku 3D.
Druk 3D i co dalej?
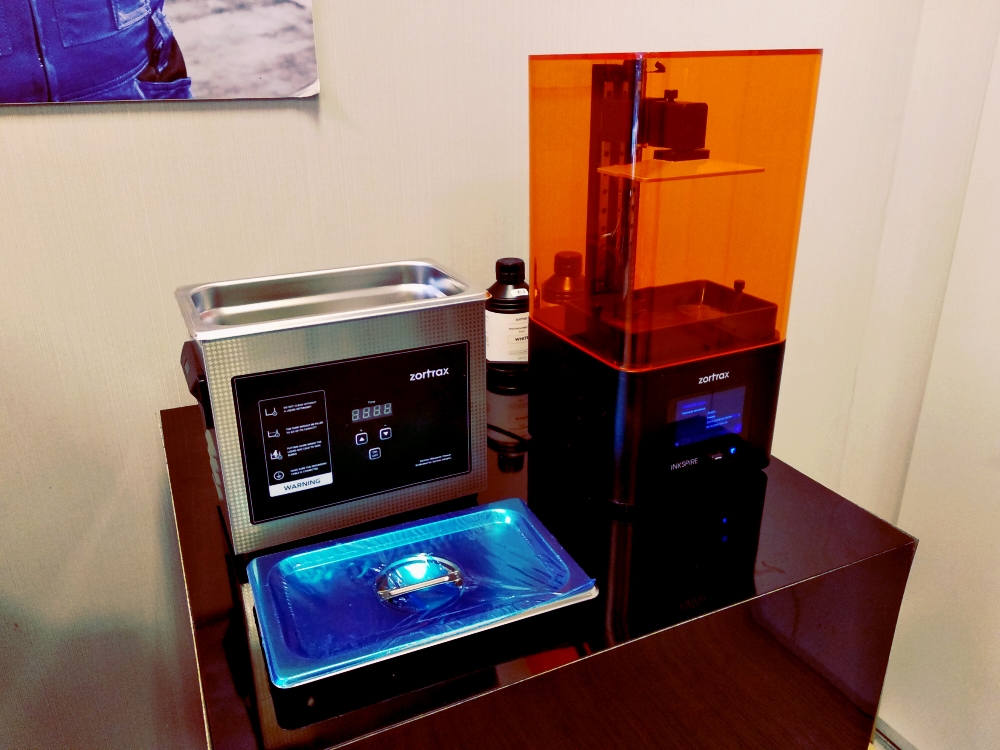
Praca z drukarką 3D wiąże się również z koniecznością wygospodarowania przestrzeni roboczej nie tylko na drukarkę 3D ale i myjkę i naświetlarkę UV. Post-pressing i czynności konwersacyjne obejmują:
- oczyszczenie gotowych modeli z użyciem środków chemicznych (alkohol izopropylowy),
- naświetlenie modeli światłem UV w celu zwiększenia ich wytrzymałości,
- oczyszczenie urządzenia po zakończonej pracy z szczególną uwagą, aby nie uszkodzić matrycy naświetlającej,
- wymianę pojemników na żywice i ich elementów urządzenia – zużywają się podczas eksploatacji,
- utylizację żywicy pozostałej po wydruku i kontenerów na żywicę, oraz środków
chemicznych użytych do oczyszczania wydruków.
Oczyszczanie wydruków i naświetlanie
Po zakończonym procesie druku 3D, element wymaga oczyszczenia z resztek żywicy za pomocą alkoholu izopropylowego. Powinno to zostać przeprowadzone w rękawiczkach ochronnych i przy użyciu specjalnych narzędzi. Dodatkowo ze względu na opary wydzielane podczas oczyszczania wydruku za pomocą alkoholu izopropylowego pomieszczenie powinno być dobrze wentylowane. Następnie resztki żywicy, środek użyty do oczyszczania wydruku, oraz kontener na żywicę powinien zostać odpowiednio zutylizowany. Dodatkowo warto doświetlić nasz wydruk poprzez ekspozycję na światło UV, za pomocą specjalnie dedykowanej stacji roboczej lub z użyciem światła dziennego.




Wszystkie czynności należy wykonywać, korzystając z środków ochrony osobistej, takich jak rękawiczki ochronne czy okulary.
Specyfikacja techniczna i koszty

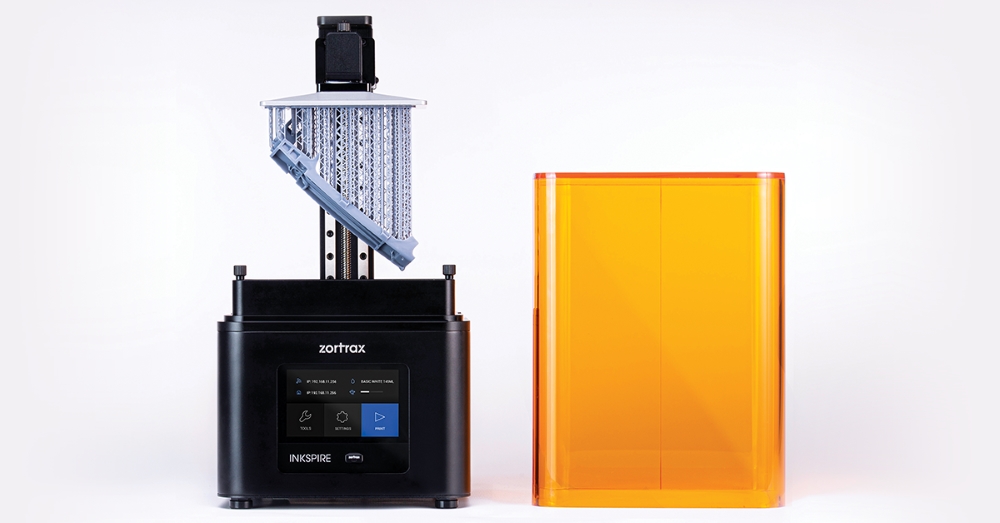
Specyfikacja techniczna Zortrax Inkspire:
- technologia: UV LCD
- obszar roboczy: 74 x 132 x 175 mm
- źródło światła: zintegrowane światło UV (długość fali 405 nm)
- wielkość pojedynczego piksela: 50 mikronów (0,05 mm)
- grubość warstwy: 0,025 / 0,05 / 0,1 mm
- prędkość wydruku: 20-36 mm/h
- łączność: Wi-Fi, Ethernet, USB
- system operacyjny: Android
- dotykowy wyświetlacz 4″ IPS 800 x 480
- żywice: autorskie oraz możliwość stosowania materiałów zewnętrznych dostawców.
Zortrax Inkspire kosztuje 8 967,00 PLN netto (10 355,00 PLN brutto). W zestawie z urządzeniem znajdują się:
- zestaw startowy Zortrax Inkspire
- żywica Zortrax Photopolymer Resin Basic (500 ml).