Paleta materiałów, które można wykorzystywać w druku 3D jest cały czas poszerzana, jednakże wciąż wiele tworzyw sztucznych jest albo bardzo trudna do okiełznania podczas pracy, albo wciąż niemożliwa. Wśród nich możemy wymienić m.in. poliwęglan (PC), politlenek metylenu (POM), poliamid 6 (PA6), polietylen (PE) czy teflon (PTFE). Do niedawna do tej grupy zaliczaliśmy także polipropylen (PP), jednakże niedawno poczyniono w tym obszarze bardzo duże postępy.
Polski producent filamentów – Fiberlogy, wprowadził ten materiał do oferty pod koniec zeszłego roku, a my od kilku miesięcy mamy okazję z nim pracować, osiągając fantastyczne efekty. W niniejszym artykule przybliżymy specyfikę pracy z tym filamentem, który doskonale sprawdza się tam gdzie poszukujemy wytrzymałych, lecz równocześnie nieco elastycznych i sprężystych detali.
Materiał jest drukowany na trzech modelach drukarek 3D: Zortrax M200, Zortrax Inventure oraz ZMorph VX. O ile pod względem jakościowym na każdym z urządzeń osiągamy porównywalne efekty, o tyle pod względem efektywności i radzenia sobie z niuansami technicznymi najlepiej pod tym względem sprawdza się ZMorph, o czym piszę więcej poniżej. Koniec końców wbrew początkowym wyobrażeniom, praca z PP jest dość prosta i teoretycznie możliwa nawet na tanich, amatorskich drukarkach 3D – wszystko sprowadza się do kwestii ustawień i rozwiązań konstrukcyjnych w jakie wyposażone jest dane urządzenie.
Fiberlogy PP

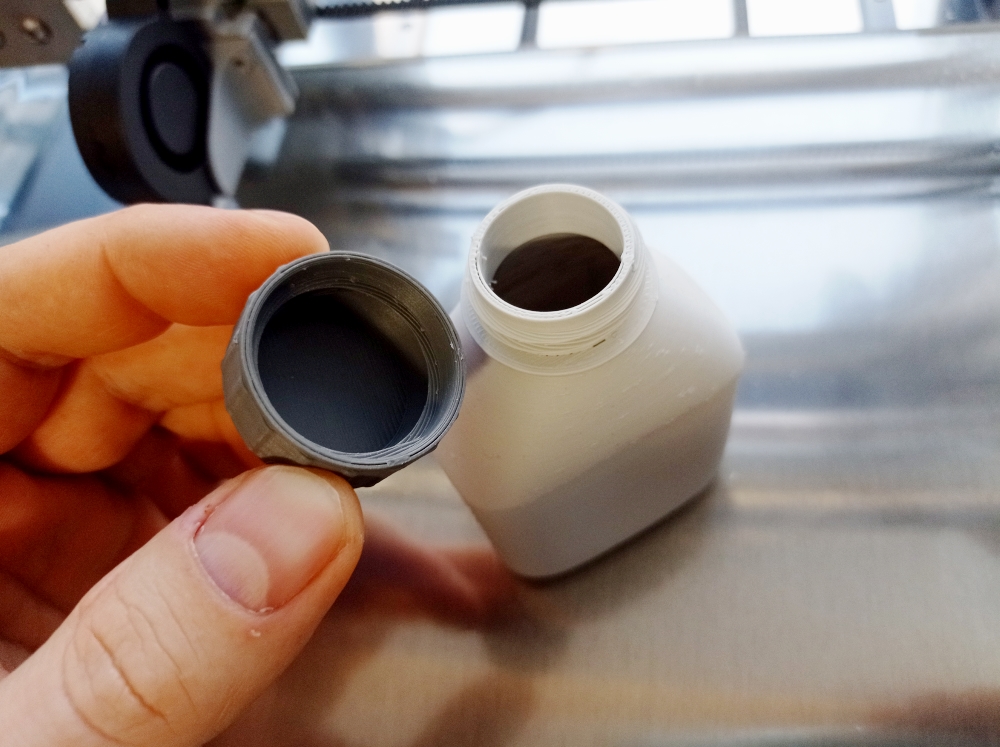
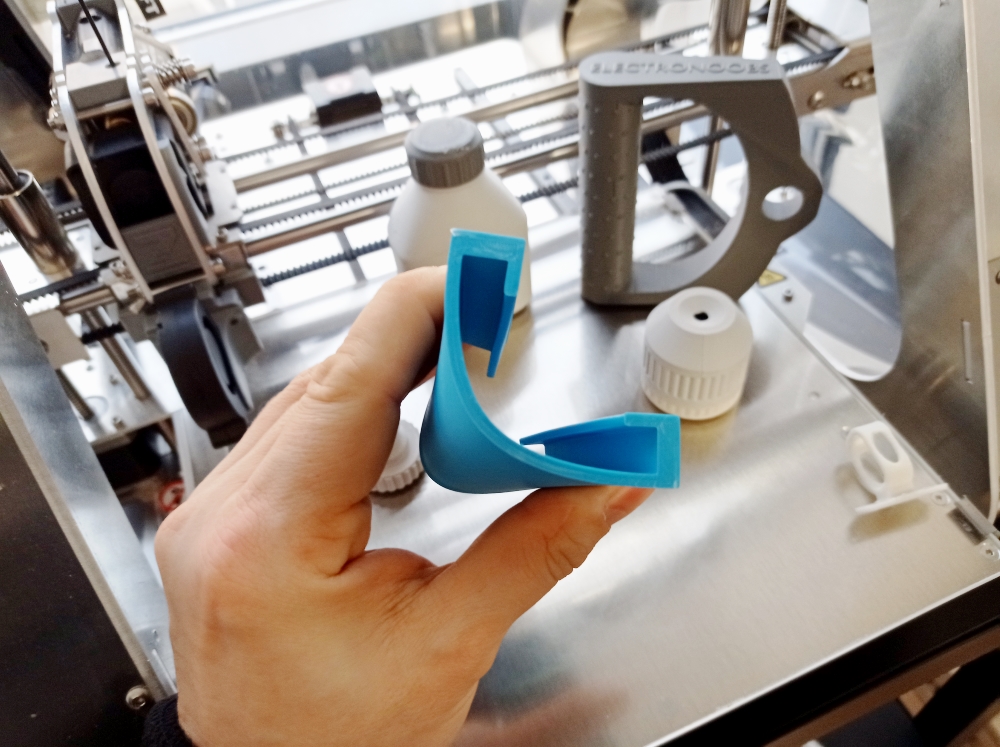
Zacznijmy jednak od samego materiału. Polipropylen (PP) to jedno z najpopularniejszych tworzyw sztucznych w przemyśle, wykorzystywane w takich gałęziach jak motoryzacja, medycyna, czy branża opakowań. Cechuje je wysoka elastyczność i sprężystość, odporność na związki chemiczne, trwałość i udarność. Odporność na rozciąganie sprawia, że polipropylen sprawdza się przy produkcji elementów wymagających trwałości przy jedoczesnym zachowaniu elastyczności: zamykanych pojemników lub uchwytów.

Materiał do druku 3D produkcji Fiberlogy występuje w jednej średnicy: 1,75 mm i aż 9 wariantach kolorystycznych (czarny, niebieski, szary, grafitowy, zielony, pomarańczowy, czerwony, żółty i naturalny / ivory). Na szpuli znajduje się 0,75 kg materiału. Jego koszt to 119 PLN brutto.
Praca z materiałem
Drukowanie 3D z PP co do zasady nie różni się zbyt mocno od pracy z materiałami elastycznymi typu TPU lub FLEX i takie profile druku 3D warto ustawiać (i je ewentualnie modyfikować). Zalecana przez producenta temperatura druku 3D to 220-250°C. Jeśli chodzi o kwestię podgrzewanego stołu, to jest to dość ciekawa sprawa – Fiberlogy sugeruje zakres od 0°C do 80°C, co może wzbudzać pewne zakłopotanie? W rzeczywistości wygląda to tak, że chcąc drukować bez użycia pewnego specyficznego rozwiązania (o którym piszę poniżej), niezbędne jest mocne dogrzewanie stołu, pokrytego dodatkowo jakimś środkiem adhezyjnym.
Nasze doświadczenia z Zortraxem M200 (stół perforowany) i Inventure (stół z tworzywa sztucznego) dowodzą, że zbyt niska temperatura stołu i brak pokrycia klejem tworzy wysokie ryzyko odklejenia się większych wydruków w trkacie pracy. Lepiej wygląda to na ZMorph gdzie mamy do czynienia ze stołem szklanym, jednakże i tutaj niezbędne jest pokrywanie jego powierzchni środkiem adhezyjnym.
Na szczęście koledzy z Fiberlogy podpowiedzili nam pewno banalne w swojej prostocie rozwiązanie, które całkowicie niweluje ten problem (vide kolejny akapit).
Jako że PP jest elastyczne, nie powinno być drukowane na zbyt wysokich prędkościach i może być problematyczne przy drukarkach 3D wyposażonych w extruder typu Bowden (czyli extruder zamontowany w innym miejscu na drukarce 3D, niż na wózku prowadzącym głowicę drukującą w osiach). Przeprowadziliśmy kilka prób na Creality CR-10S i większość z nich zakończyła się niepowodzeniem – materiał blokował się w extruderze lub odcinku łączącym go z głowicą drukującą. Nie były to problemy skazujące tego typu rozwiązanie na całkowite odrzucenie, po prostu mając do wyboru możliwość pracy z drukarkami 3D z extruderami bezpośrednimi (tj. zainstalowanymi nad głowicą drukującą) wybraliśmy łatwiejsze rozwiązanie.
Doskonale sprawdza się tutaj ZMorph VX, gdzie odległość od szpuli z materiałem do extrudera i głowicy drukującej są niewielkie, co minimalizuje ryzyko zawinięcia się filamentu w układzie.
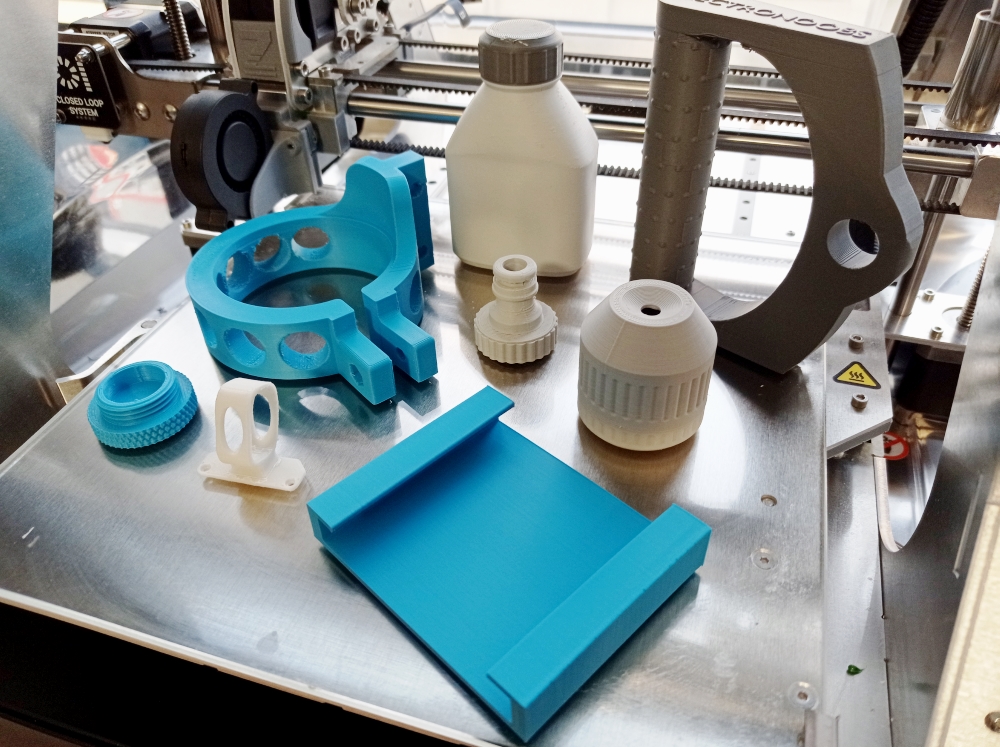
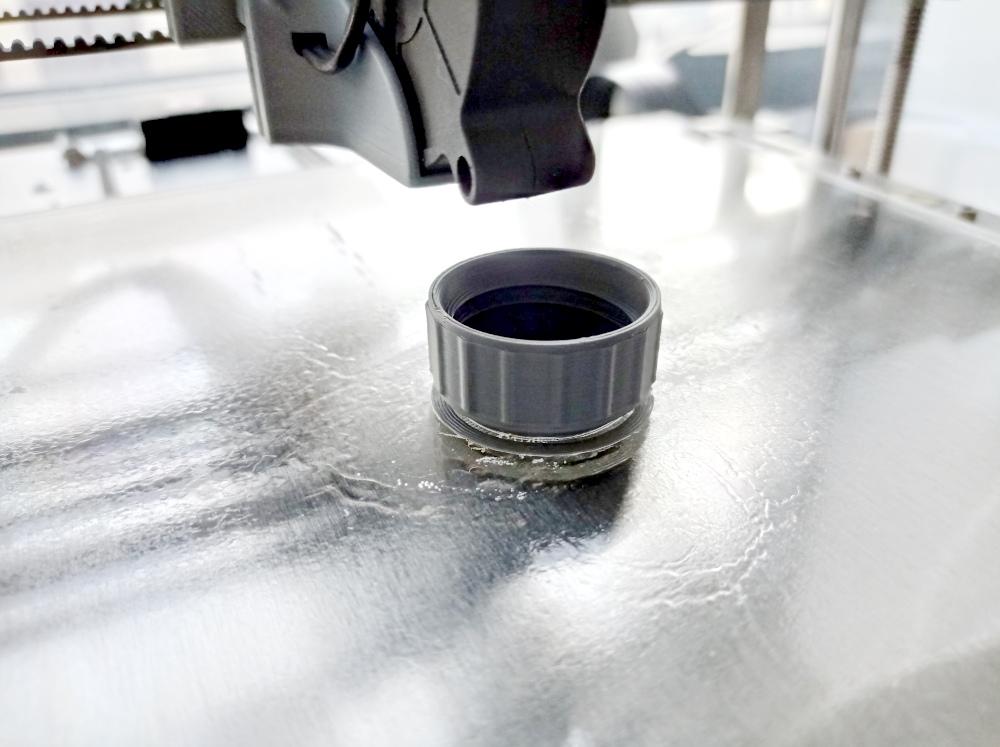
Jeśli chodzi o kolory materiału to do tej pory pracowaliśmy z naturalnym, czarnym, szarym, grafitowym i niebieskim. Jedyne problemy na jakie napotkaliśmy (tylko na Zortraxach) to blokowanie się szarego materiału w głowicy. Również estetyka wydruków wykonanych z szarego materiału była zdecydowanie najsłabsza. Najlepiej pod względem stosunku łatwości pracy do jakości otrzymanych wydruków PP prezentuje się w kolorach naturalnym (czyli bez jakiegokolwiek barwnika), czarnym i niebieskim.
Jak drukować z PP bez grzanego stołu…?
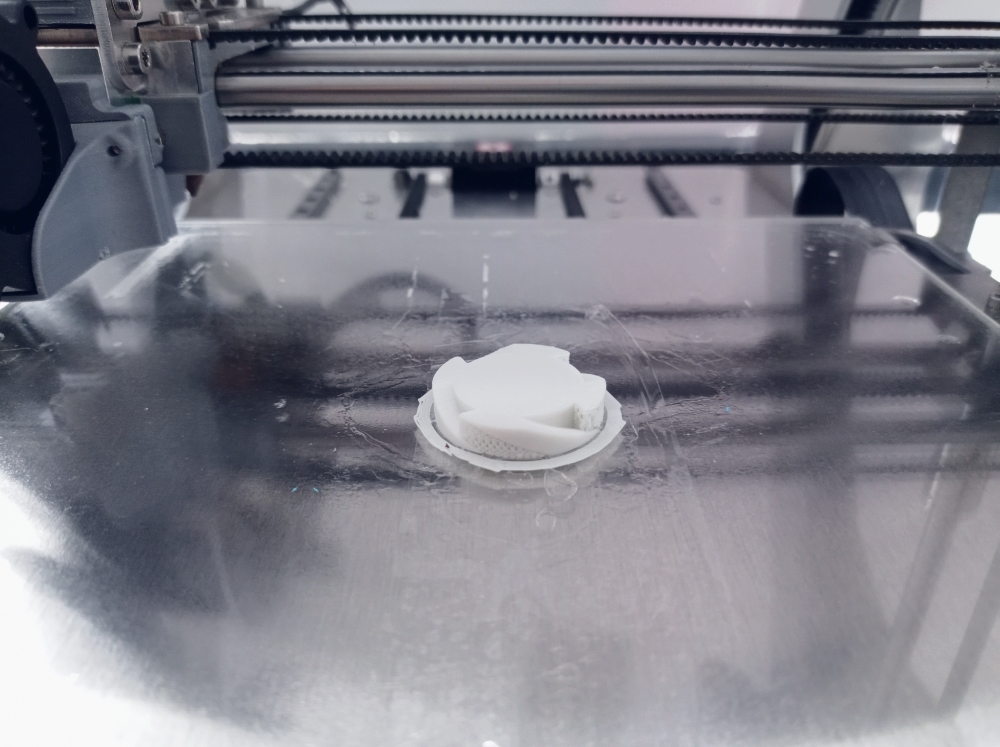
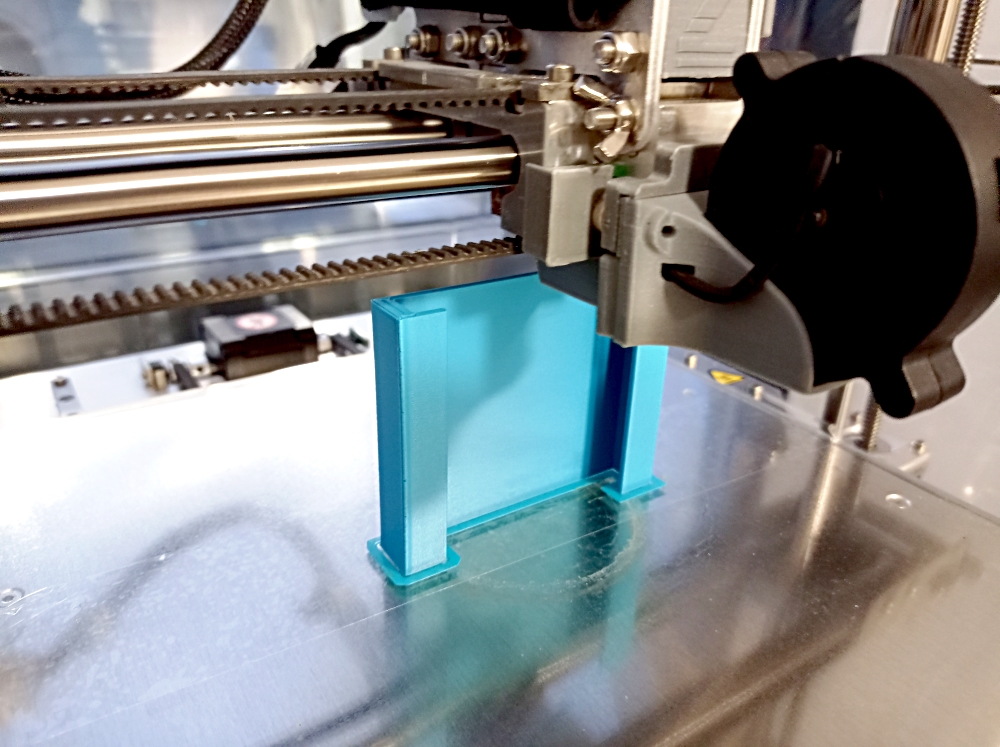
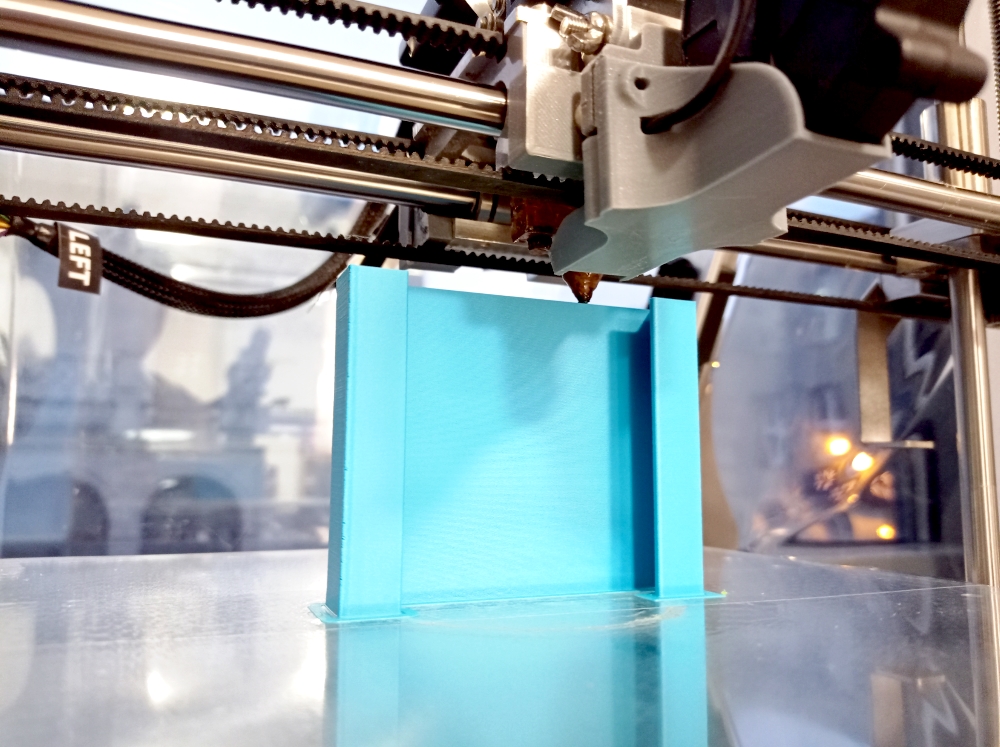
Jest na to bardzo proste i genialne w swojej prostocie rozwiązanie: na stole drukarki 3D należy nakleić zwykłą, przezroczystą taśmę biurową, która również wykonana jest z PP. Wydruki trzymają się jej doskonale i podgrzewanie stołu roboczego jest całkwicie zbędne – a nawet nie zalecane, ponieważ po skończonej pracy trzeba długo czekać aż stół roboczy ostygnie; przy zimnym stole wydruk można zdejmować (odklejać) natychmiast.
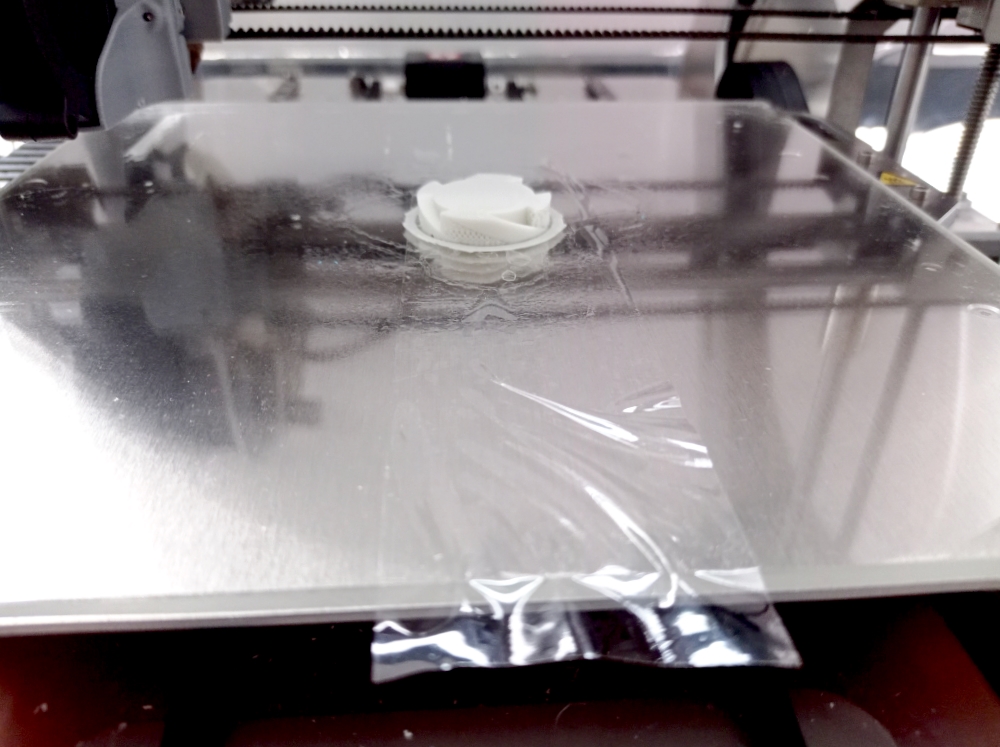
Jedyny drobiazg na jaki trzeba zwracać uwagę to równomierne wyklejenia taśmą stołu – wszelkie odkształcenia, zgrubienia wynikające z nałożenia się jednej taśmy na drugą odznaczą się na dolnej powierzchni wydruku.
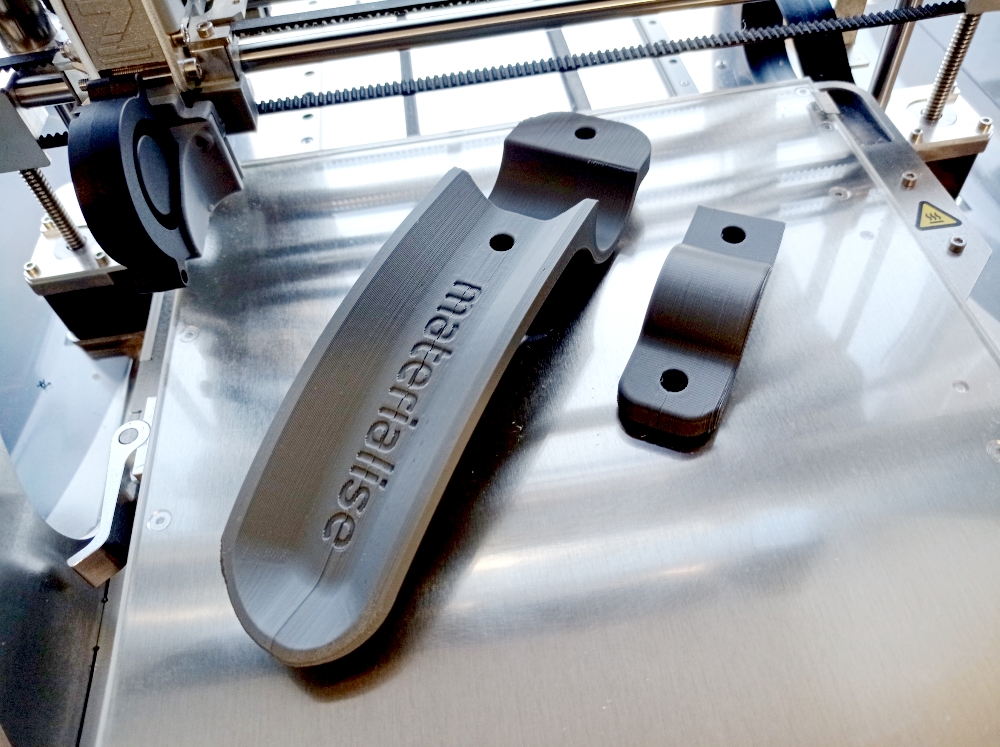
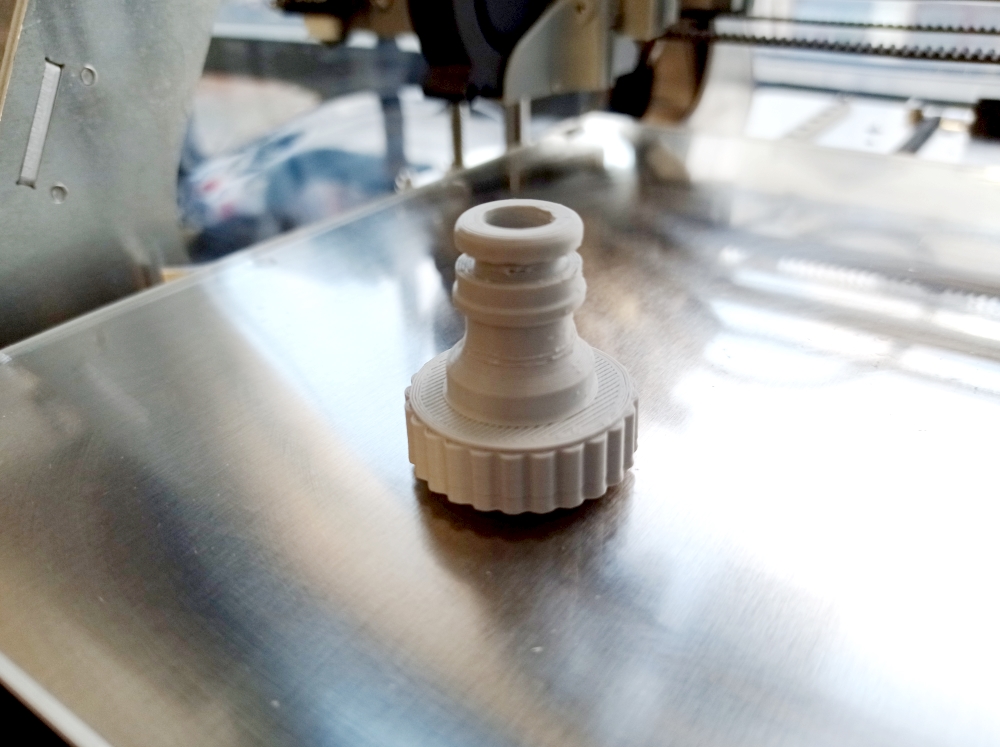
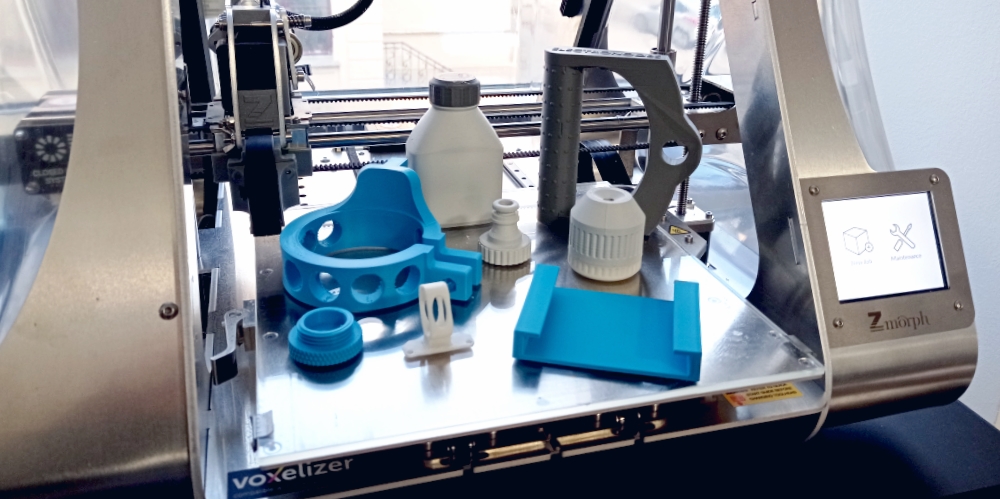
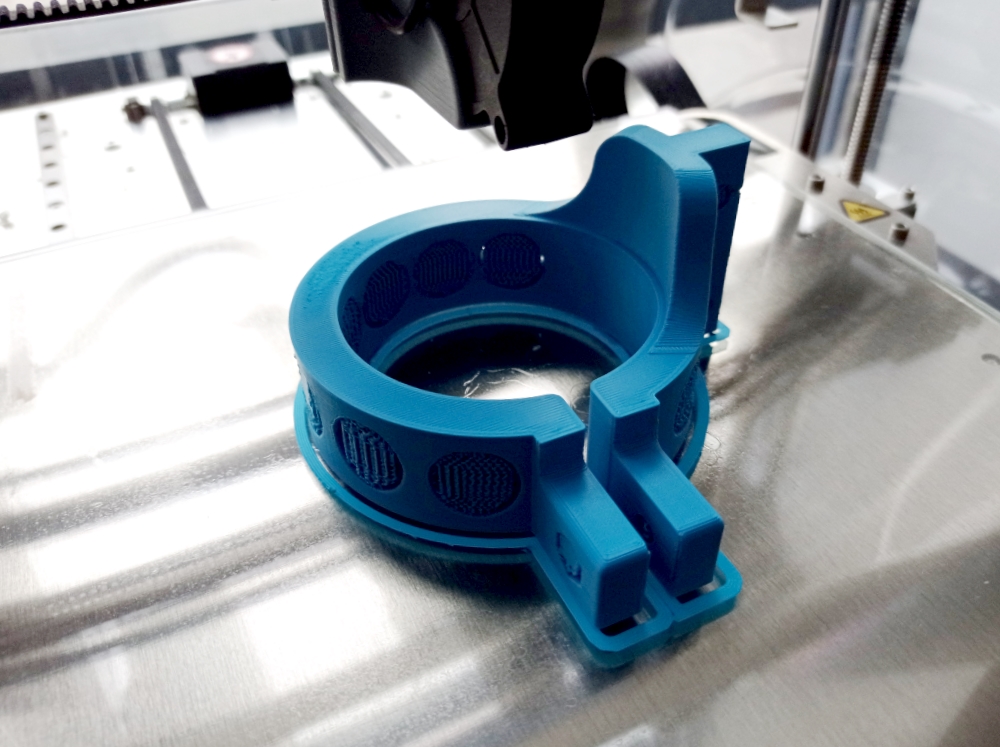
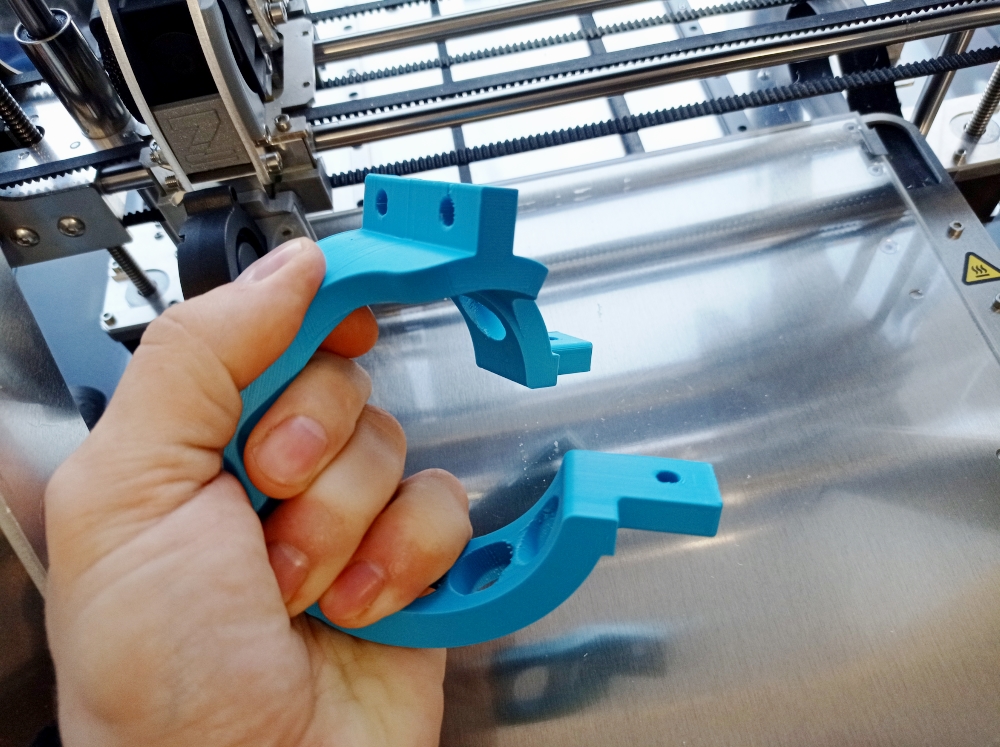
Efekty pracy:
Tak wyglądają wydruki 3D wykonane z PP…