
Jak wynika za raportów dotyczących najnowszych technologii, post-processing jest wciąż istotną przeszkodą w popularyzacji druku 3D w przemyśle. Nie jest zaskoczeniem że firmy z branży druku 3D intensywnie szukają rozwiązań, które zoptymalizują proces obróbki końcowej gotowych detali. Jedną z nich jest ExOne, przedsiębiorstwo będące najważniejszym dostawcą urządzeń pracujących w technologii Binder Jetting.
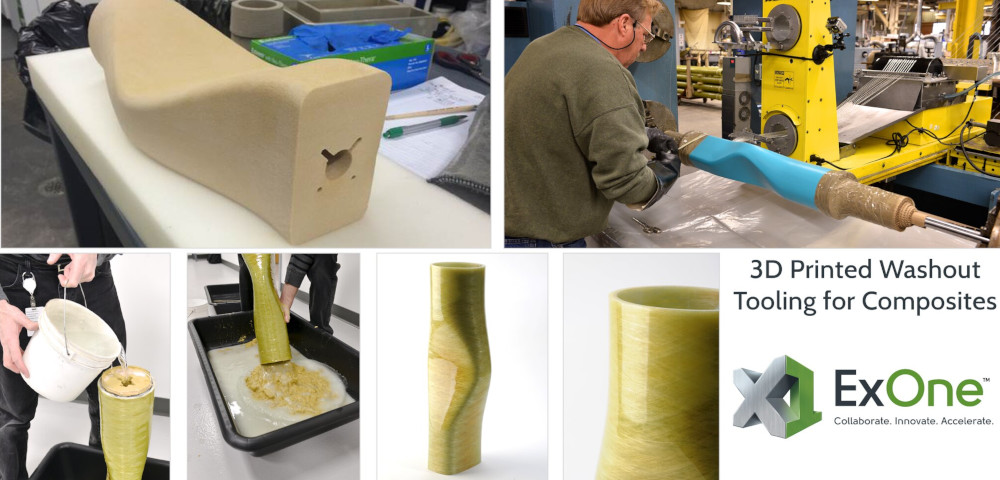
Proponowana przez nich aplikacja Washout Tooling ułatwia standardowy post-processing elementów, które muszą pozostać puste w środków, a oprócz niskiej wagi muszą charakteryzować się odpowiednią wytrzymałością mechaniczną. Opracowana przez nich metoda druku 3D rozpuszczalnych w wodzie rdzeni ułatwia formowanie elementów z materiałów kompozytowych (takich jak włókno węglowe czy szklane). Jak dotąd, proces oczyszczania wydruków z pozostałości materiałów był czasochłonny i wymagał różnorodnych środków – od rozpuszczalników i detergentów agresywnych chemicznie po standardowe narzędzia do mechanicznego usuwana niespojonego materiału.
Zespołowi badawczo-rozwojowemu z ExOne udało się znaleźć alternatywę dla standardowych metod post-processingu, stosowanych w przypadku ich autorskiej, proszkowej technologii przyrostowej. Ich aplikacja Washout Tooling umożliwia rozpuszczanie drukowanego 3D rdzenia pod bieżącą wodą, bez konieczności stosowania chemicznie agresywnych środków. Rozwiązanie jest obecnie wykorzystywane do tworzenia struktur z wzbogacanych włóknem węglowym i szklanym przez firmę Lockheed Martin.
Inżynierowie ExOne opracowali metodę tworzenia wydruków 3D z piasku z wykorzystaniem spoiwa, innego niż w przypadku klasycznych wydruków piaskowych, które z powodzeniem można oczyścić pod bieżącą wodą. Jak wygląda proces postępowania w przypadku aplikacji Washout Tooling?
Gotowy model rdzenia jest drukowany 3D i oczyszczany z części niespojonego proszku. Rdzeń owijany jest warstwą taśmy teflonowej, a następnie nakładany jest na nią plastyczny materiał kompozytowy. Taśma teflonowa jest stosowana, aby zapobiec przenikaniu w głąb wydruku 3D żywicy, która stanowi matrycę dla włókna węglowego lub szklanego. Potem, całość umieszczana jest w autoklawie w celu nadania materiałowi kompozytowemu odpowiedniego kształtu. W dalszym etapie z wnętrza elementu, strumieniem bieżącej wody dokładnie wypłukuje się pozostałości piasku z wnętrza detalu. Poniżej film ilustrujący cały proces:
W klasycznym podejściu takie rdzenie są albo wypalane (np. rdzenie z tworzyw sztucznych, pianek) albo wypłukuje się je agresywną chemią, co w obu przypadkach powoduje osłabienie geometrii kompozytu. W skrajnych przypadkach, kiedy środek nie musi zostać pusty po prostu zostawia się je na stałe, godząc się jednocześnie na podwyższenie wagi gotowego elementu.
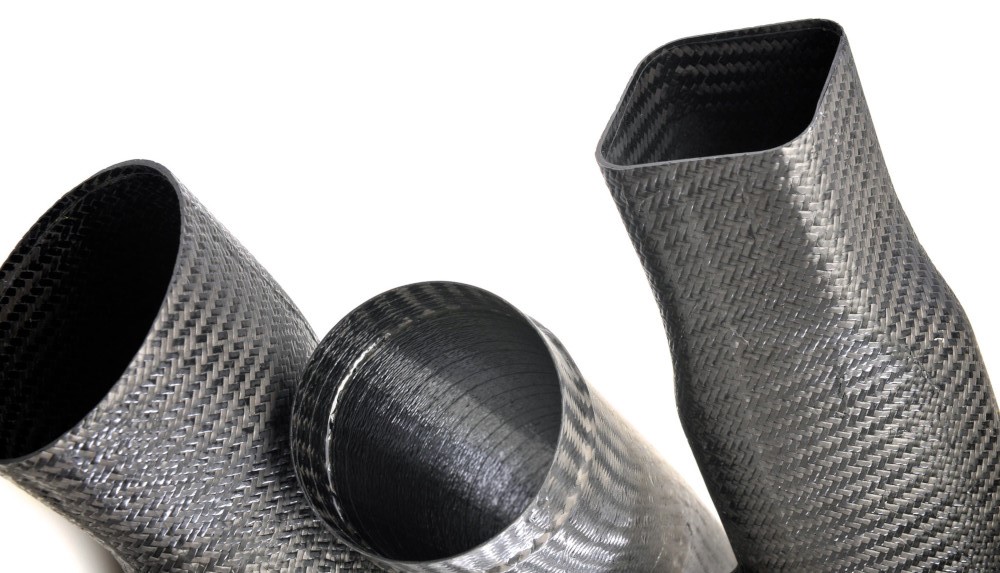
Rozwiązanie proponowane przez ExOne pozwala nie tylko na tworzenie kompozytowych detali o lepszych właściwościach mechanicznych, ale również daje możliwość tworzenia zamkniętych geometrii o bardzo skomplikowanych i nieregularnych kształtach.
Oficjalnym dystrybutorem urządzeń ExOne w Polsce jest firma COLMEX
Źródło: Manufacturing Engineering, December 2019
