
Druk 3D z metalu to ta metoda przyrostowa, która wzbudza największe emocje i oczekiwania w szeroko pojętym przemyśle ciężkim. Możliwości jakie teoretycznie daje ta technologia są olbrzymie – na łamach Centrum Druku 3D wielokrotnie opisywaliśmy innowacyjne projekty i wdrożenia, jakich dokonano za jej pomocą – czy to w energetyce, czy w motoryzacji, czy w medycynie. Z drugiej jednak strony świadomość tego na czym dokładnie polega druk 3D z metalu oraz jak wygląda specyfika pracy z drukarką 3D tego typu jest bardzo niewielka i często brutalnie rozmija się z rzeczywistością.
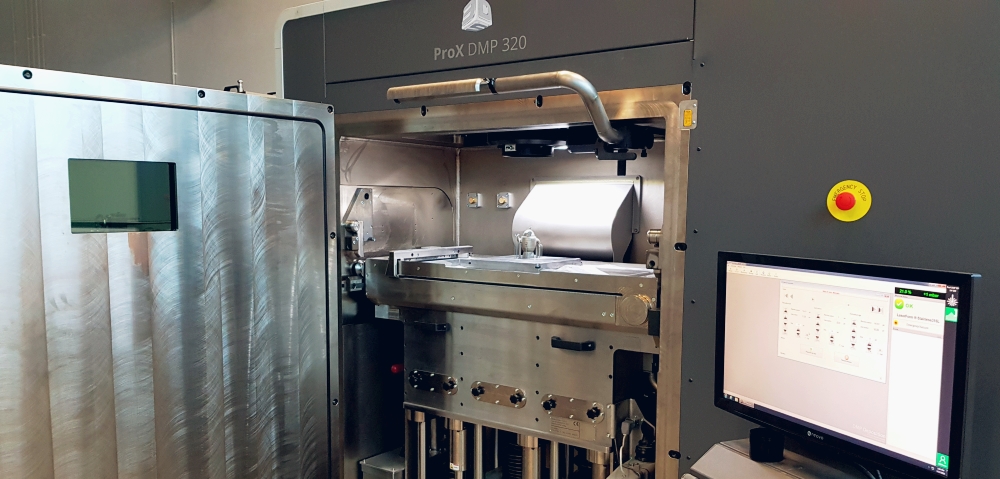
Od blisko roku mamy przyjemność współpracować z firmą 3D-TAL z Łagowa posiadającą jedną z najnowocześniejszych drukarek 3D do metalu w Polsce – 3D Systems ProX DMP 320. Przez ten czas niejednokrotnie mieliśmy bezpośrednią styczność z tą technologią i przekonać się na własne oczy, co oznacza praca z taką maszyną w rzeczywistości. Oto krótkie wprowadzenie w arkana druku 3D z metalu. Uwaga! To co poniżej zobaczycie i przeczytacie to jedynie niewielki wycinek tego czym jest ta metoda i nie należy tego traktować – broń Boże! – jako tutorialu czy przewodnika. Raczej jako przyczynek do dalszego zgłębiania wiedzy – o ile to co zobaczycie Was nie zniechęci i nie przerazi…
Na wstępie kilka słów teorii na temat tego, na czym polega druk 3D z metalu? Jest to technologia przyrostowa, posiadająca szereg odmian – jej najpopularniejszy rodzaj polega na selektywnym stapianiu sproszkowanego stopu metalu wiązką lasera. W zależności od producenta, występuje po różną nazwą: SLM (selective laser melting), DMP (direct metal printing), czy DMLS (direct metal laser sintering). Różnią się one niuansami technologicznymi, jednakże co do zasady działają tak samo. Pokrewną techniką jest EBM (electron beam melting), gdzie proszek metaliczny jest stapiany wiązką elektronu (twórcą tej autorskiej metody jest należąca do GE szwedzka firma Arcam).
Inne technologie, które klasyfikujemy jako druk 3D z metalu to Binder Jetting (selektywne spajanie proszku metalicznego lepiszczem i wygrzewanie w piecu), BMD (Bound Metal Deposition – druk 3D z metalu w formie druta, który jest następnie płukany i wypiekany), czy powszechnie stosowane napawanie, gdzie również możemy tworzyć obiekty przestrzenne metodą przyrostową (niestety jakość wydruków 3D – czy raczej „nadruków 3D” jest dość słabej jakości i niezbędna jest tutaj dodatkowa obróbka mechaniczna). Ciekawą i nowatorską techniką jest także NPJ (Nano Particle Jetting) rozwijane przez izraelską firmę XJet, gdzie mieszanina nanocząstek metalu i żywicy jest selektywnie natryskiwana przez głowice drukujące i utwardzana światłem UV, a następnie stapiana termicznie (żywica odparowuje a nanocząstki metalu stapiają się ze sobą).
Wszystkie powyższe metody mają jeden wspólny mianownik – są technologiami przemysłowymi i co za tym idzie, są bardzo drogie zarówno w kontekście zakupu samych maszyn jak i ich późniejszej eksploatacji. Minimalny koszt zakupu systemu do druku 3D z metalu wraz z całym oprzyrządowaniem i zestawem materiałów eksploatacyjnych na start to wydatek ok. 1 mln PLN, gdzie dotyczy to urządzeń o relatywnie niewielkim obszarze roboczym (np. walcu o średnicy i wysokości 10-14 cm). Jest to zatem coś całkowicie nieporównywalnego do cen popularnych, desktopowych drukarek 3D drukujących z plastiku czy żywic światłoutwardzalnych, gdzie ceny oscylują na poziomie kilku – kilkunastu tysięcy PLN (pomijamy produkty „drukarkopodobne” do samodzielnego montażu z Chin o wartości kilkuset PLN).
Druk 3D z metalu w opisanym na wstępie, najpopularniejszym wydaniu (czyli spajanie proszku wiązką lasera), jest w gruncie rzeczy procesem spawalniczym. Jest to o tyle istotne, że wiąże się z tym szereg opisanych poniżej niuansów i wymogów oraz że pod żadnym pozorem nie należy łączyć tej techniki z drukowaniem 3D z termoplastów w formie żyłki lub żywic. Jedyną pokrewną metodą jest SLS (selektywne spiekanie wiązką lasera), gdzie zamiast proszków metalicznych używamy poliamidowych (czyli tworzyw sztucznych).

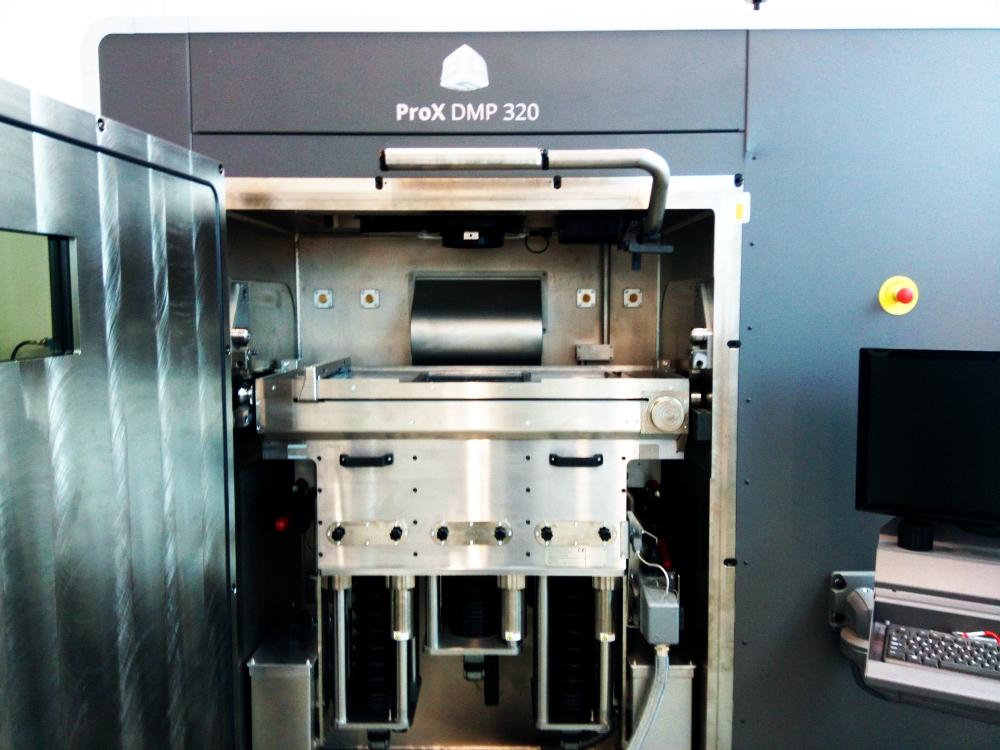
Firma 3D-TAL używa w pracy drukarki 3D Systems – ProX DMP 320, o komorze roboczej na poziomie 275 x 275 x 420 mm. Firma wykorzystuje w pracy przede wszystkim dwa stopy metali – stal 316L oraz aluminium AlSi10Mg, jednakże sama maszyna może realizować wydruki także z tytanu TiGr1, TiGr5 i TiGr23, niklu Ni625, Ni718 i chromo-kobaltu CoCrF75.
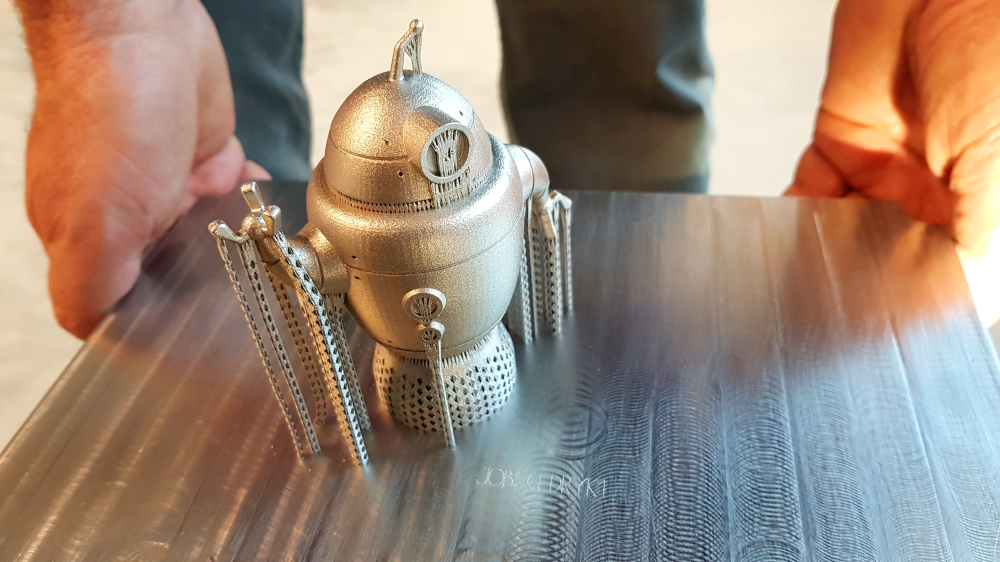
Na potrzeby niniejszego artykułu 3D-TAL wydrukował model Cedryka – robota z logo CD3D. Robot powstał ze stali nierdzewnej 316L i mierzy w osi Z 10 cm. Jego waga to ponad 1 kg! Wartość rynkowa to… kilka tysięcy PLN! Generalnie nie jest to rzecz, jaką drukuje się zwykle na tego typu sprzęcie.

Pracę rozpoczynamy w oprogramowaniu 3D Xpert autorstwa 3D Systems, gdzie przygotowujemy model do druku 3D.
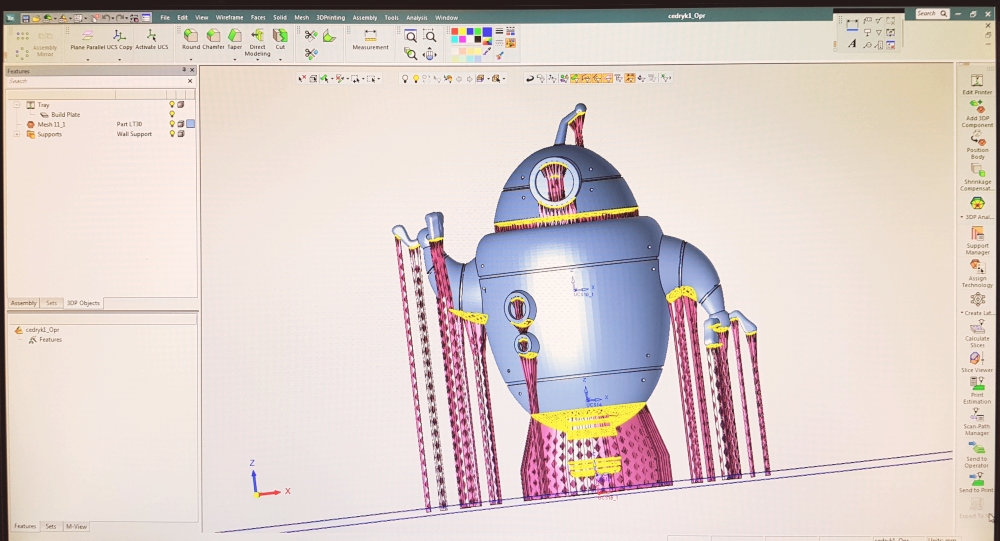
Jest to jeden z najważniejszych i najtrudniejszych zarazem etapów całego procesu. Operator drukarki 3D musi nie tylko wiedzieć jak ułożyć detal w komorze (oraz względem innych detali, jeżeli drukujemy więcej niż jedną rzecz), lecz przede wszystkim jak wygenerować właściwe podpory?
Generalnie w technologiach proszkowych (CJP, Binder Jetting, SLS) nie stosuje się podpór, gdyż ich rolę spełnia niespojony / niespieczony proszek (w metodzie SLS podpory stosuje się jedynie w przypadkach gdy wymaga to geometria modelu lub rozłożenie modeli względem siebie w komorze). Druk 3D z metalu jest tutaj wyjątkiem!
Z uwagi na to, że metale mają wysoką kurczliwość gdy są poddawane obróbce cieplnej, podpory są niezbędne aby z jednej strony utrzymać detal na stole, a z drugiej odprowadzać ciepło jakie kumuluje się na tworzonej warstwie w dół, ku stołowi roboczemu. W ten sposób redukowany jest problem skurczu (ale nie eliminowany) – niestety w konsekwencji nie jest możliwe piętrowanie wydruków 3D w komorze jak np. w technice SLS. Liczba wydruków 3D jaka zmieści się w drukarce 3D jest zatem zdeterminowana przez powierzchnię stołu XY.
Co się stanie jak podpory zostaną źle zaprojektowane? W najlepszym wypadku model się odkształci. W najgorszym odkształci się na tyle, że o jego krawędź zaczepi ramię rozprowadzające i wyrównujące proszek, zerwie wydruk ze stołu i uszkodzi maszynę. Ten wariant jest oczywiście najbardziej ekstremalny, ale nie niemożliwy. Oczywiście istnieje też wariant pośredni – podpory umożliwią wykonanie prawidłowego wydruku 3D, ale ich późniejsze usunięcie okaże się niemożliwe (podpory są wykonane z metalu i usuwa się je mechanicznie).
Gdy model jest przygotowany i wysłany do maszyny, komora zasypywana jest proszkiem metalicznym. Sporym zaskoczeniem dla początkujących może być odkrycie, jak ile ona waży…? W zależności od wysokości zasypu i gatunku metalu, waga oscyluje w granicach kilkudziesięciu – ponad 100 kg! Do wprowadzenia komory do wnętrza maszyny przydatny jest stosowny podnośnik.


Gdy komora jest załadowana, zamykamy drzwi – czy raczej ciężkie, atomowe wrota, i skręcamy je do licznymi śrubami.

Gdy maszyna jest już szczelnie zamknięta, z wnętrza komory roboczej zostaje usunięty tlen, a następnie w powstałą próżnię zostaje wtłoczony argon. Najważniejszą właściwością chemiczną argonu jest jego obojętność chemiczna, co redukuje wystąpienie zanieczyszczenia wydruku 3D oraz pełni rolę osłonową w procesie stapiania (spawania) proszku metalu.
Aby drukować z metalu należy zaopatrzyć się m.in. w gaz przemysłowy i kompresor potrzebny do wtłoczenia go do komory drukarki 3D.
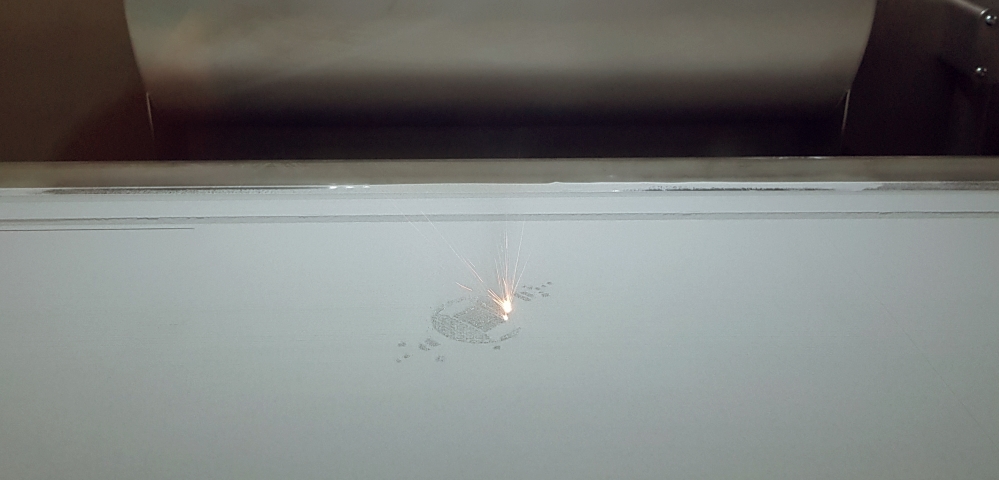
Sam proces druku 3D jest mało spektakularny. Ramię rozprowadza i wyrównuje warstwę proszku, a wiązka lasera „tańczy” po jego powierzchni stapiając / spawając kolejne warstwy modelu przestrzennego.
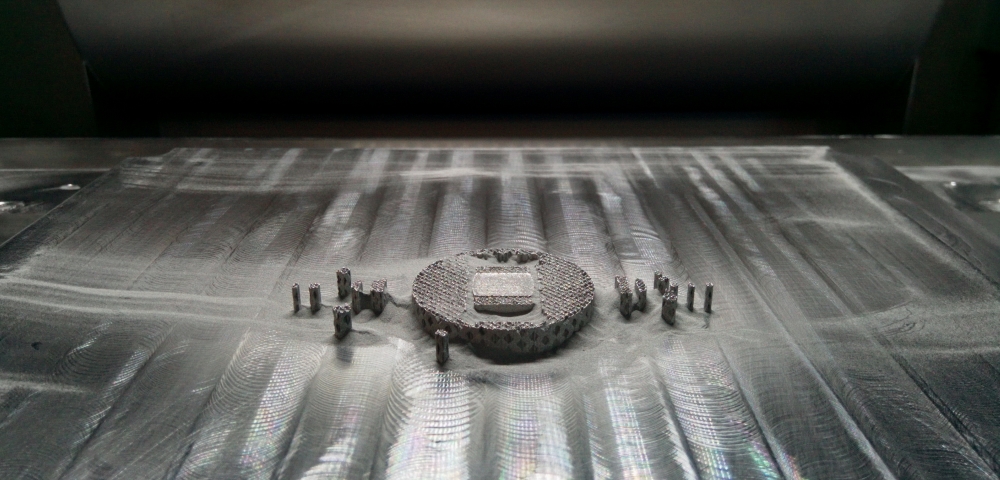
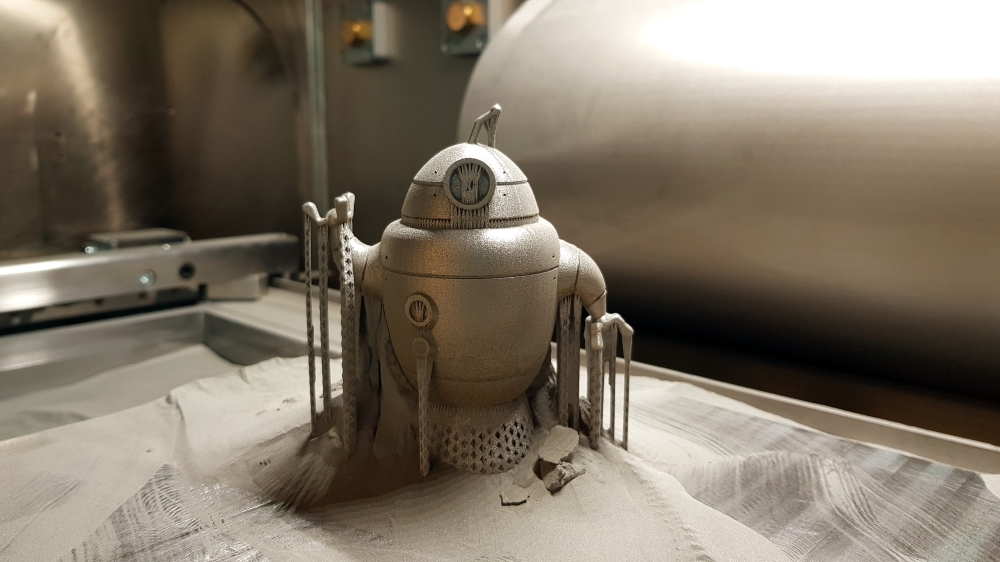
Gdy wydruk 3D jest skończony, model należy oczyścić z niestopionego proszku. Jego konsystencja jest tak drobna, że nie powinno się pracować przy nim bez rękawiczek ochronnych (sproszkowany metal wchodzi nawet pomiędzy linie papilarne palców!) i maski (niewiele jest równie niezdrowych rzeczy na świecie, jak zaciągnięcie się mgiełką metalowego proszku).

Proces wydobywania detalu z proszku to archeologia XXI wieku…





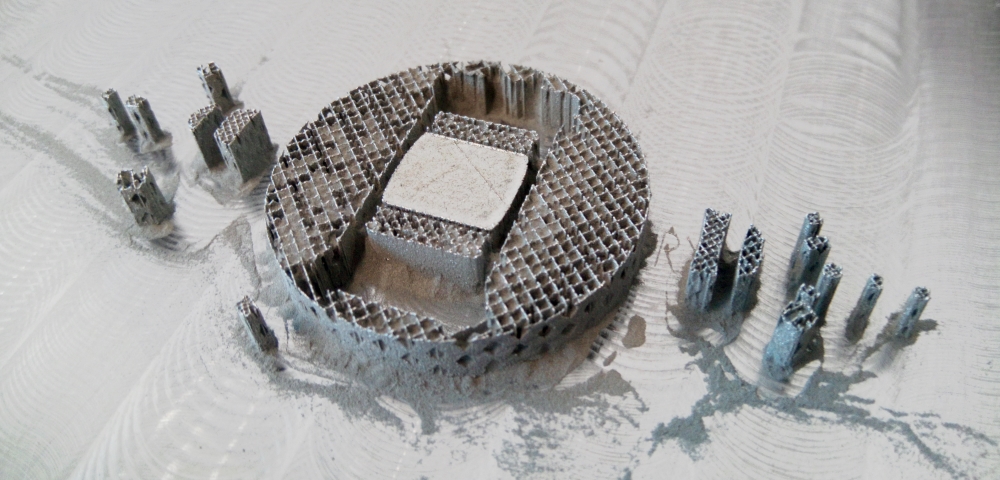
Gotowy wydruk nie jest niestety jeszcze gotowy do użytku… Najpierw należy odciąć go z powierzchni stołu. Zwykle wiąże się to z późniejszym wyrównaniem (sfrezowaniem) powierzchni samego stołu. Mechanicznie należy usunąć także podpory (w przypadku modelu Cedryka, ręcznie da się usunąć jedynie te znajdujące się przy palcach – reszta wymaga użycia narzędzi).
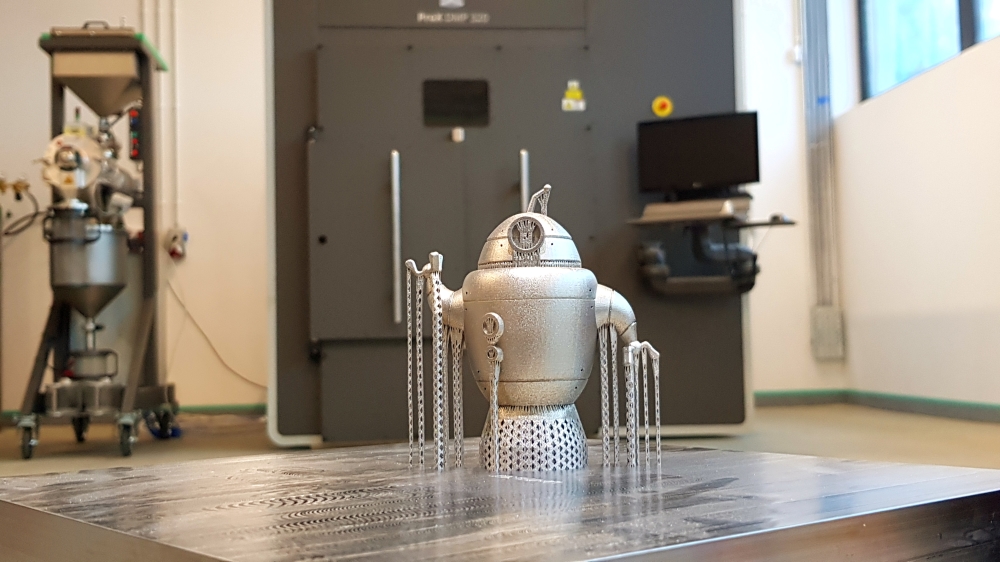
Z uwagi na to, że wykorzystujemy ten model w celach szkoleniowych, zdecydowaliśmy się, że podpory nie zostaną usunięte.
Powierzchnia wydruku 3D jest ziarnista – to również specyfika technologii proszkowych. Aby ją wygładzić detal musi przejść proces szlifierski / polerski.
Obsługa maszyny jest relatywnie prosta – to co jest skomplikowane to odpowiednie przygotowanie modelu do druku 3D, przestrzeganie wszystkich procedur w przygotowaniu maszyny do pracy i umiejętność radzenia sobie z ewentualnymi kłopotami (kiedyś doświadczyliśmy problemu ze zbyt niskim ciśnieniem argonu w układzie, wywołany jakimś drobiazgiem w procedurze przygotowawczej, co skutkowało pauzowaniem się wydruku 3D). Do tego dochodzi post-processing, który wymaga użycia ciężkiego sprzętu mechanicznego.

I jedna kluczowa uwaga na koniec – tak na wypadek, gdyby powyższe zdjęcia nie do końca przekonywały… Druk 3D z metalu to proces przemysłowy, który zdecydowanie nie nadaje się do użytku biurowego.

