
Dzięki uprzejmości 3D Phoenix otrzymaliśmy do testów filament PLA-Y-SOFT. Jest to miękki materiał do druku 3D na bazie PLA od Kai Parthy’ego, twórcy szerokiej gamy filamentów o specyficznych właściwościach, takich jak LAYBRICK, LAYWOOD-D3, czy POROLAY. Sprawdziliśmy na czym polega wyjątkowość tego materiału oraz jak się z niego drukuje.
PLA-Y-SOFT to materiał, który w założeniu ma przypominać Ninjaflex, ale jednocześnie nie sprawiać tylu problemów przy druku. W efekcie jest on nieco twardszy niż wspomniany Ninjaflex (PLA-Y-SOFT: twardość 92 °Sh A, Ninjaflex: twardość 85 °Sh A) i właśnie z tego powodu jest polecany użytkownikom drukarek z ekstruderem Bowdena, którzy chcą drukować z materiału miększego niż klasyczne filamenty PLA czy ABS. Materiał dostępny jest tylko w jednym kolorze: gipsowej bieli. Zalecana temperatura głowicy to 210 – 225°C,
Pierwsze wrażenie z kontaktu z filamentem PLA-Y-SOFT jest bardzo obiecujące: materiał jest rzeczywiście miękki, bardzo przyjemny w dotyku, przypomina nieco ludzką skórę. Filament nie spężynuje i nie plącze się na szpuli. Zaprowadzenie go na drukarce 3D (Monkeyfab PRIME) nie sprawia problemu.
Załączam pierwszy wydruk – model miasta Winterfell wzorowany na czołówce serialu „Gra o Tron„. Temperaturę głowicy ustawiam na 210°C, warstwa 0.2 mm, prędkości odpowiednio: zewnętrzny obrys – 20 mm/s, wewnętrzny obrys – 40 mm/s, warstwa spodnia – 40 mm/s, wypełnienie – 50 mm/s, przejazdy – 80 mm/s. Stół spryskuję Dimafixem i podgrzewam do 70°C.
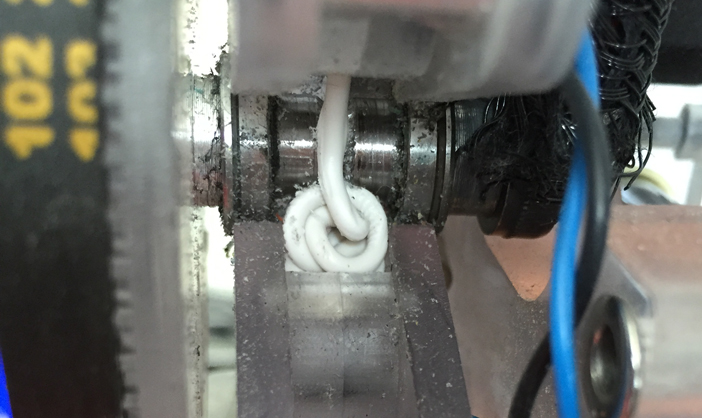
Niestety niemal od razu przekonuję się, że druk z PLA-Y-SOFT nie jest wolny od typowych trudności charakterystycznych dla miękkich filamentów. Już na pierwszej warstwie filament przestaje wypływać z głowicy, a w ekstruderze, na krótkim, około centymetrowym odcinku między śrubą radełkowaną a rurką teflonową gromadzi się ogromna ilość poplątanego, ściśniętego filamentu.
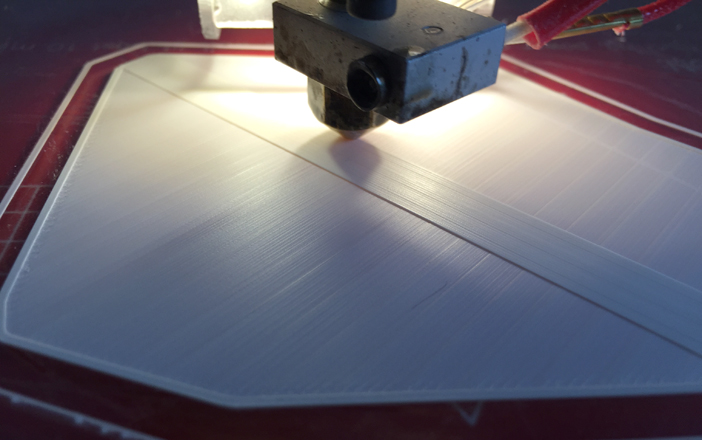
Puszczam ten sam gcode jeszcze raz, tym razem na prędkościach zmniejszonych o połowę, a więc już bardzo wolnych. Chociaż z początku wydruk wygląda bardzo atrakcyjnie, dwie pierwsze warstwy są idealnie gładkie, po chwili sytuacja się powtarza. Przy okazji zrywania nieudanego wydruku ze stołu przekonuję się, że połączenie PLA-Y-SOFT z Dimafixem jest niezwykle trudne do usunięcia z szyby stołu.
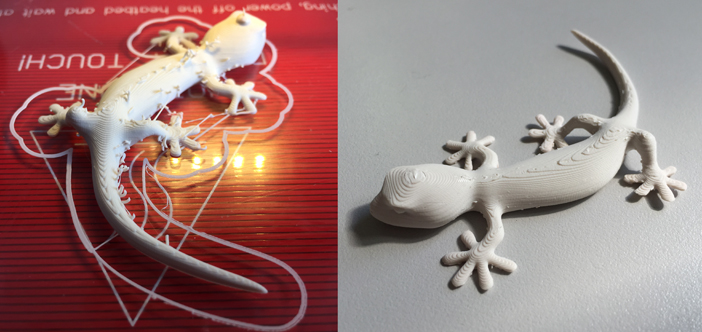
Zmieniam model na nieco mniejszy i prostszy – kilkucentymetrowy gekon. Tym razem drukuję na czystym stole (70°C), prędkości jeszcze niższe (40% początkowych), temperatura 205°C, warstwa 0.2 mm, wypełnienie 17%. Na pierwszej warstwie filament w ekstruderze ponownie się zbija w kołtun. Nie daję jednak za wygraną i w biegu próbuję naprawić sytuację i rozprostować filament. Udaje mi się, a wydruk, o dziwo drukuje się do końca już bez większych dramatów. Odrywanie wydruku od stołu nie jest proste, ale idzie łatwiej niż przy zastosowaniu Dimafixu. Jakość gekona nie jest jednak zachwycająca, a od spodu widoczne są ślady walki z kołtunem:
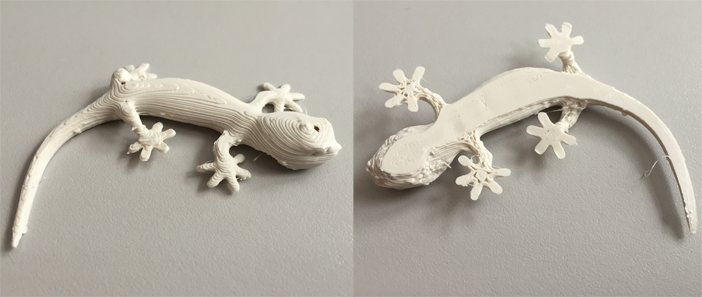
Do kolejnego wydruku gekona podchodzę inaczej: wszystkie prędkości druku ustawiam na taką samą wartość (25 mm/s) i wyłączam całkowicie retrakcję. Temperatury pozostawiam bez zmian, wysokość warstwy zmniejszam do 0.15 mm. Taka kombinacja daje dobry efekt: gekon drukuje się od początku do końca bez problemów, a po usunięciu licznych nitek powstałych na skutek braku retrakcji, gekon prezentuje się przyzwoicie:
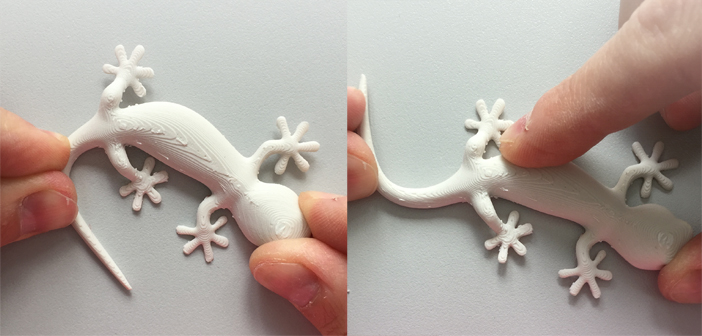
Zachęcona rezultatem, puszczam jeszcze jednego gekona, pozostając przy poprzednich ustawieniach prędkości, ale włączając ponownie retrakcję. Wydruk kończy się jednak przy drugiej warstwie kołtunem w ekstruderze. Na tym etapie wyciągam filament z drukarki i chowam na dnie szafy z filamentami. Być może kiedyś jeszcze do niego wrócę, materiał jest niewątpliwie bardzo atrakcyjny – ma przyjemny wygląd i jest na tyle miękki, że gekonowi można wyginać łapki i ogon. Filament mógłby znaleźć zastosowanie przy realizacji wielu ciekawych projektów, niestety drukowanie z niego jest trudne i wymaga dużej dozy cierpliwości – czy to przy oczekiwaniu na drukujący się ze ślimaczą prędkością wydruk, czy przy wykańczaniu modelu, a dodatkowo w każdej chwili trzeba się spodziewać problemów w ekstruderze. Ale skoro da się z niego wydrukować kilka ładnych warstw, powinno być możliwe również okiełznanie materiału na tyle, żeby udawały się z niego i całe wydruki.
A może nasi czytelnicy mają swoje sposoby na druk z miękkich filamentów i zechcą się nimi podzielić w komentarzach poniżej?


