Od ostatnich ogłoszeń od Prusy minęło trochę czasu. W tym czasie warsztaty czeskiego producenta przygotowały długą listę poprawek, aktualizacji i rozszerzeń, a magazyny nie były w stanie nadążyć z realizacją zamówień. Lato dla Prusy okazuje się być wybitnie gorące.
Według Josepha firma codziennie wysyła ponad 800 paczek zawierających drukarki 3D, rozszerzenia do nich, części zamienne oraz filamenty, co – obrazowo przedstawiając – ma całkowicie wypełniać 5 samochodów dostawczych. Po trudnych i powolnych początkach obejmujących ręczne wklepywanie zamówień do arkusza w Google Docs nastąpiło przeorganizowanie sklepu, zatrudnienie większej liczby pracowników, negocjacje z firmami kurierskimi… wszystko w kilka tygodni.
Dział supportu dostał wsparcie w postaci nowych pracowników, a ponieważ oprogramowanie i instrukcje dostępne są już w kilku nowych językach (czeski, polski, niemiecki, włoski, hiszpański i ukraiński), w planach jest też zatrudnienie native speakerów mówiących w tych językach.
Poza realizacją ogromnej ilości zamówień dotyczących drukarek 3D i ich rozszerzeń, rozpoczęła się również wysyłka pokrywanych proszkowo stalowych arkuszy na stół. Pomimo początkowo licznych problemów z ich produkcją, związaną z odpowiednią szorstkością powłoki i kłopotami z jej przyleganiem do arkusza, obecnie firma ma być w stanie produkować kilka tysięcy sztuk proszkowych arkuszy miesięcznie. Czas realizacji zamówień dotyczących dostępnej już w sklepie wersji gładkiej arkusza (PEI) skrócił się do 3 dni. Chociaż większość wydruków wyjdzie poprawnie niezależnie od wybranego rodzaju arkusza, Joseph przypomina o zapoznaniu się z różnicami między wersją pokrytą proszkiem oraz wersją PEI przed zakupem. W skrócie, gładki arkusz PEI może się gorzej sprawdzać w przypadku druku 3D z gumy (trudniejsze odrywanie) i z PET-G (szybsze zużycie) niż arkusz szorstki.
Multi Material Upgrade 2.0, czyli nowa wersja rozszerzenia do druku 3D wielomateriałowego, będzie wkrótce wysyłana do wybranych beta testerów. Oznacza to niewielkie opóźnienie w stosunku do wcześniejszych obietnic – mowa była o realizacji zamówień z przedsprzedaży pod koniec maja. Opóźnienie wiąże się jednak z kilkoma zmianami w działaniu rozszerzenia. Przede wszystkim w Slic3r PE wprowadzono funkcję „wipe to infill” umożliwiającą wykorzystywanie mieszanek materiałów ze zmiany filamentu do druku wypełnień oraz opcję „waste object” służącą do wykonania zupełnie osobnego przedmiotu zamiast zwykłej wieży czyszczącej. Zmieniono też czujnik filamentu z laserowego na P.I.N.D.A. W najbliższym czasie ma pojawić się więcej informacji dotyczących MMU 2.0.
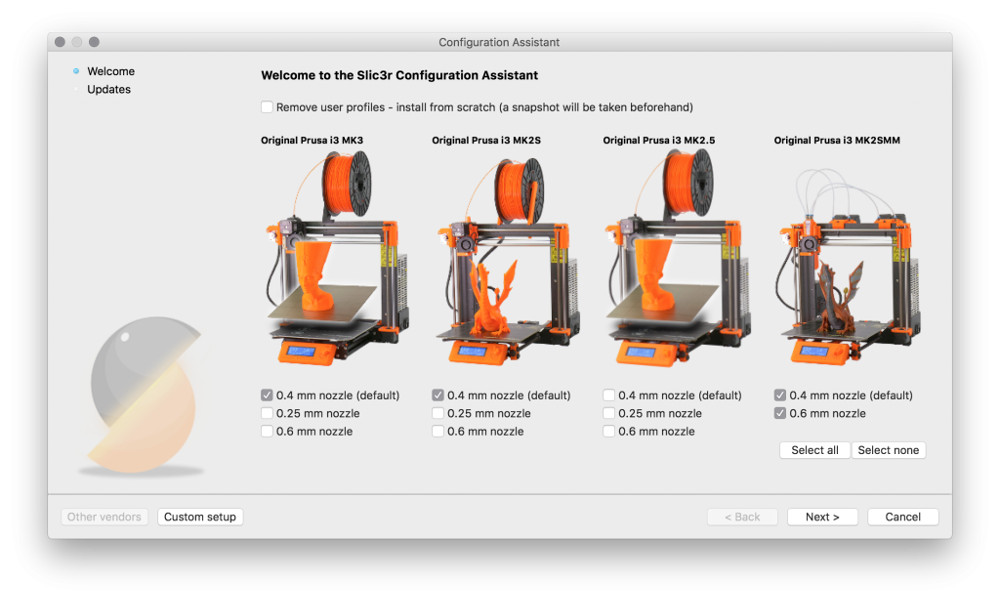
Slic3r PE doczekał się zresztą też innych zmian. Grupa odpowiedzialna za slicera zwiększyła się do 7 pełnoetatowych pracowników. Cały system ustawień został przepisany z Perla na C++. Pojawił się nowy asystent konfiguracji, nowe aktualizacje są pobierane automatycznie, częścią slicera stała się też aplikacja do aktualizacji firmware. Slic3r PE jest teraz w pełni przetłumaczony na czeski, angielski francuski, niemiecki, włoski, polski, hiszpański oraz ukraiński. Od wersji 1.40.0 wprowadzona została hierarchia profili druku. Utworzone przez użytkownika profile będą podlegały aktualizacji wraz profilami systemowymi. Trwają prace nad zwiększeniem dokładności, z jaką slicer szacuje czas trwania druku.
Użytkownicy Prus i3 MK3 wielokrotnie zgłaszali problemy z bliżej nieokreśloną nierówną ekstruzją. Prusa Research postanowiło więc pochylić się nad problemem, przez kilka miesięcy poszukując przyczyny. Jak się okazało, to co było przez niektórych nazywane nierówną ekstruzją, okazywało się być zwyczajnym efektem kiepsko złożonej, wadliwej lub niewłaściwie skalibrowanej drukarki. Z tego powodu Prusa przygotował listę rzeczy, na które trzeba zwrócić uwagę. Lista obejmuje zarówno sprawdzenie poprawności złożenia drukarki, jak i ocenę jakości i zawilgocenia używanego filamentu, a nawet sprawdzenie, czy nie wykorzystuje się ustawień dla MK2.
Powyższe jednak nie wyjaśnia wszystkich zgłaszanych przypadków nierównej ekstruzji. Zespół sprawdził firmware, płyte główną, ramę drukarki oraz paski. Żeby w pełni wykluczyć winę samej konstrukcji, przeniesiono ekstruder do innego urządzenia – wszystko to bez skutku. Problem występował w zasadzie na wszystkich drukarkach 3D znajdujących się w posiadaniu Prusa Research, od tanich modeli, po te z wyższej kategorii cenowej, nawet na nowym Ultimakerze 5S. Wydaje się więc, że niektórzy użytkownicy MK3 mają zbyt wysokie wymagania do samej technologii FFF w ogóle. Co nie znaczy, że Prusa nie podejmie prób rozwiązania problemu.
Sporej liczby aktualizacji doczekał się też firmware. Od wersji 3.2.0 przywrócono funkcję Linear Advance, dodano czasomierz wyłączający grzanie, jeśli nagrzana drukarka nie rozpocznie druku oraz ulepszono proces kalibracji XYZ. W wersji 3.3.0 dodano wsparcie dla teoretycznie nieskończenie dużej liczby języków (na razie dostępne są angielski, czeski, niemiecki, hiszpański, włoski i polski) oraz wsparcie dla funkcji pokazującej pozostały do końca czas trwania druku 3D. To tylko niektóre z ulepszeń, a od kilku dni dostępna jest już wersja 3.3.1. W planach jest ujednolicenie oprogramowania dla MK2, MK2,5 oraz MK3.
Zmianie uległa budowa ukośnego uchwytu na wentylator, zapewniając równomierniejsze i efektywniejsze chłodzenie wydruku, jak i budowa ekstrudera, poprawiając chłodzenie radiatora. Pliki STL do tych ulepszeń można pobrać do samodzielnego wydrukowania z ABS lub PET-G – koniecznie w kolorze czarnym, jeśli czujnik filamentu ma w dalszym ciągu działać poprawnie.
Ostatnim newsem jest otworzenie w Pradze PrusaLab, łączącego w sobie makerspace i hackerspace o powierzchni 350 m2.
Źródło: www.prusaprinters.org