

HP Multi Jet Fusion (MJF) to przełomowa technologia druku 3D opatentowana przez firmę Hewlett Packard. Polega na spajaniu proszków tworzyw sztucznych przy użyciu ruchomej, precyzyjnej głowicy termicznej oraz głowic drukujących nanoszących w procesie druku dwa rodzaje agentów wspomagających proces drukowania.
Stosowanie proszków poliamidowych PA 11/PA 12/PA 12GB (z 40% domieszką kulek szklanych) jako materiału modelowego pozwala na osiągnięcie znakomitych własności mechanicznych, spełniających wymagania konstrukcyjne w wielu gałęziach przemysłu (min. w branży automotive, lotnictwie, produkcji AGD/RTV i wielu innych). Proces druku 3D w technologii MFJ jest na tyle wydajny, że możliwe jest dzięki niemu wytwarzanie gotowych detali i elementów w seriach produkcyjnych.
Druk 3D HP MJF polega na warstwowej konsolidacji proszków tworzyw sztucznych. Odpowiednio przygotowany i wstępnie podgrzany proszek nakładany jest w obszarze roboczym przy użyciu rolki. Następnie, precyzyjna głowica drukująca nanosi dwa rodzaje agentów wspomagających proces druku przestrzennego. Pierwszy z tych środków – fusing agent, dozowany jest w obszarach modelowych, a jego własności powodują zwielokrotnienie absorpcji promieniowania cieplnego. Drugi z nich – detailing agent, nanoszony jest przy zewnętrznych konturach elementów, celem łatwiejszego oddzielenia niespieczonego proszku i zwiększenie dokładności odwzorowania pliku CAD/CAM. Agenty te nakładane są z rozdzielczością 1200 dpi w osiach X/Y.
Po zaaplikowaniu agentów, nad warstwą materiału przejeżdża specjalna głowica nagrzewająca powodująca przetopienie warstwy modeli, po czym proces jest powtarzany dla kolejnej warstwy, aż do uzyskania końcowej geometrii.

Jako partner Gali Rozdania Nagród Polskiej Branży Druku 3D, zostaliśmy poproszeni przez współorganizatora wydarzenia – Centrum Druku 3D o wydrukowanie 16 statuetek Cedryków. Przedstawimy Państwu poniżej krótką relację z procesu tworzenia statuetek – nagród dla zwycięzców poszczególnych kategorii w corocznym plebiscycie.

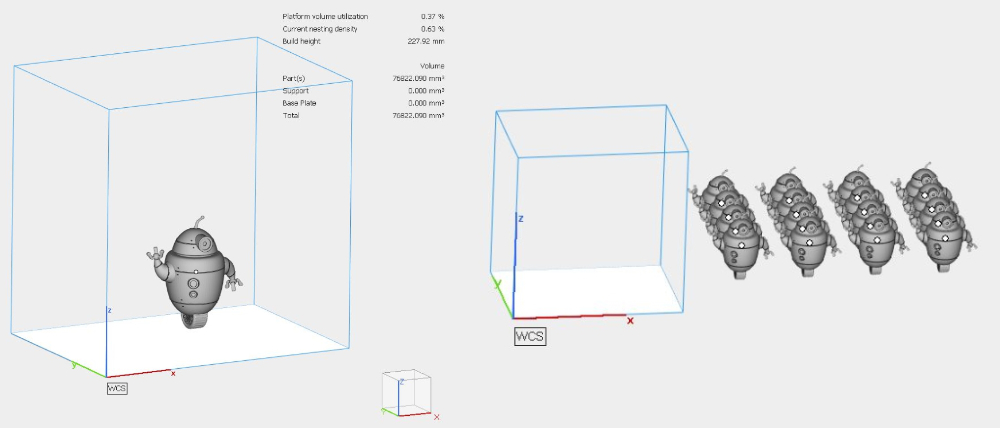
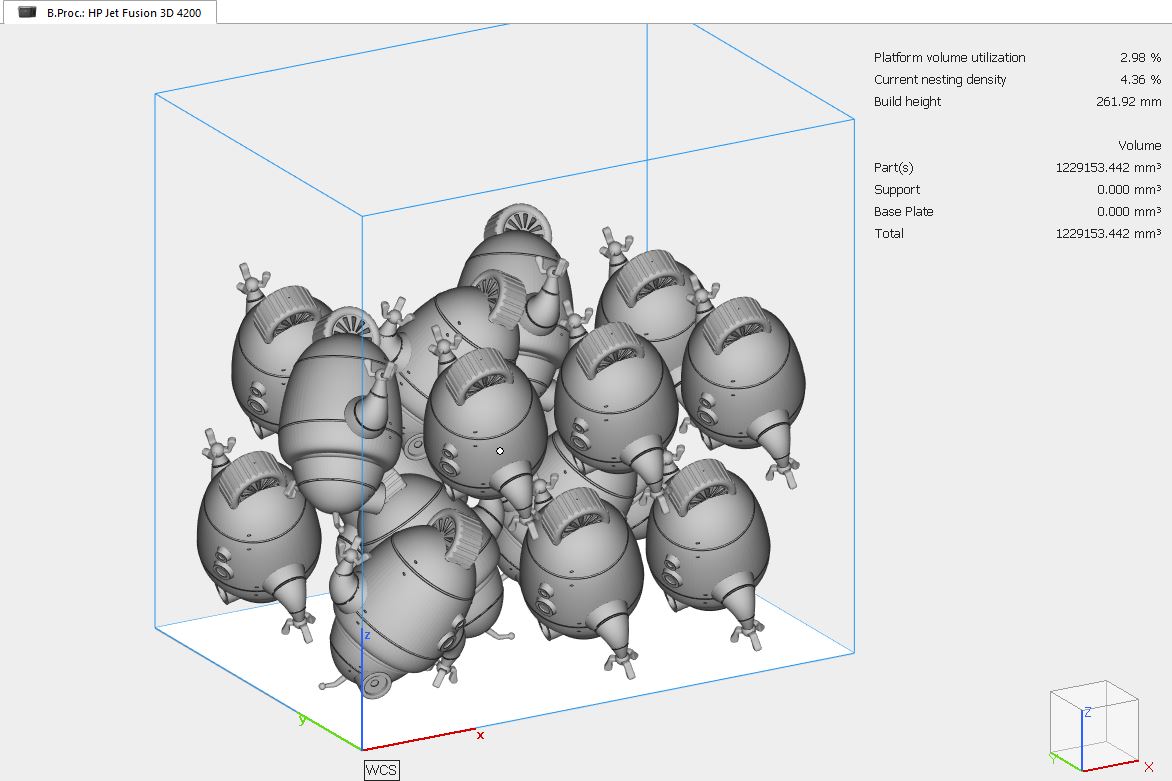
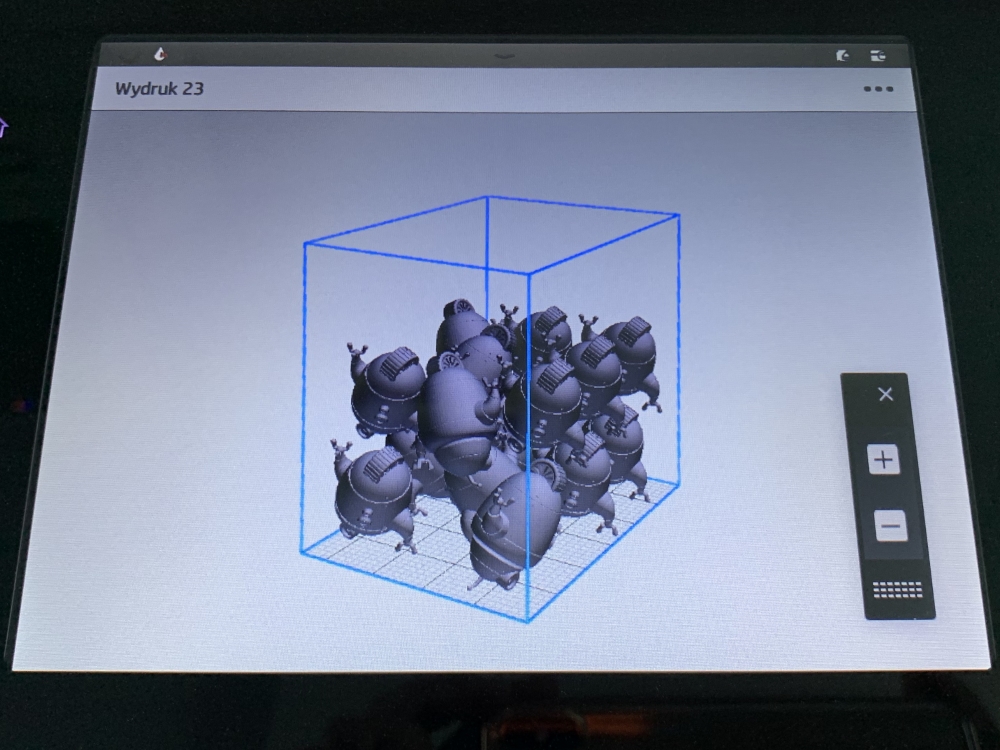
Materiał jaki wybraliśmy do produkcji statuetek to HP 3D HR PA12 (nylon). Obszar roboczy netto urządzenia HP MJF serii 4200 jaki mamy do dyspozycji to 380 x 284 x 380 mm, dzięki czemu 16 Cedryków o jednostkowym wymiarze 152 x 84 x 160 mm (każdy o objętości 76 cm3) udało się nam zmieścić w wysokości 258 mm (przy zachowaniu nestingu 4%).
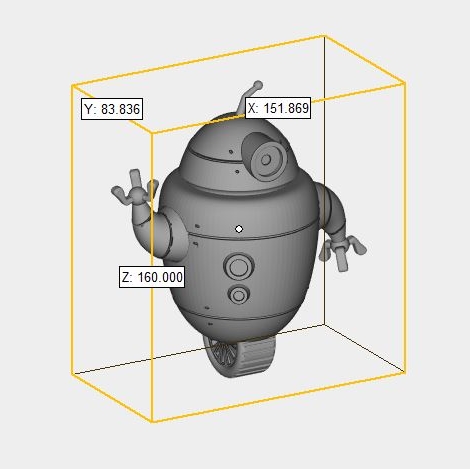
Pracę nad powierzonym nam projektem rozpoczęliśmy od oprogramowania Magics firmy Materialise, w którym przygotowaliśmy modele do druku 3D.
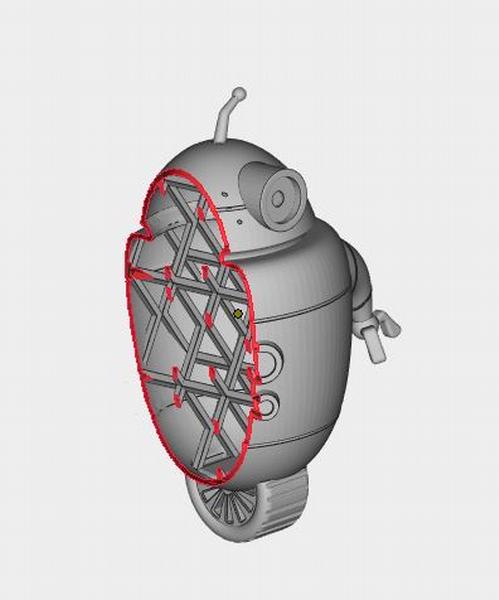
Istotnym dla nas było odchudzenie konstrukcji statuetek, dzięki pracy naszego inżyniera aplikacji z pierwotnych 480 cm3 udało nam się uzyskać 76 cm3. Co istotne, dokonana optymalizacja topologiczna w żaden sposób nie wpłynęła na właściwości mechaniczne statuetek!
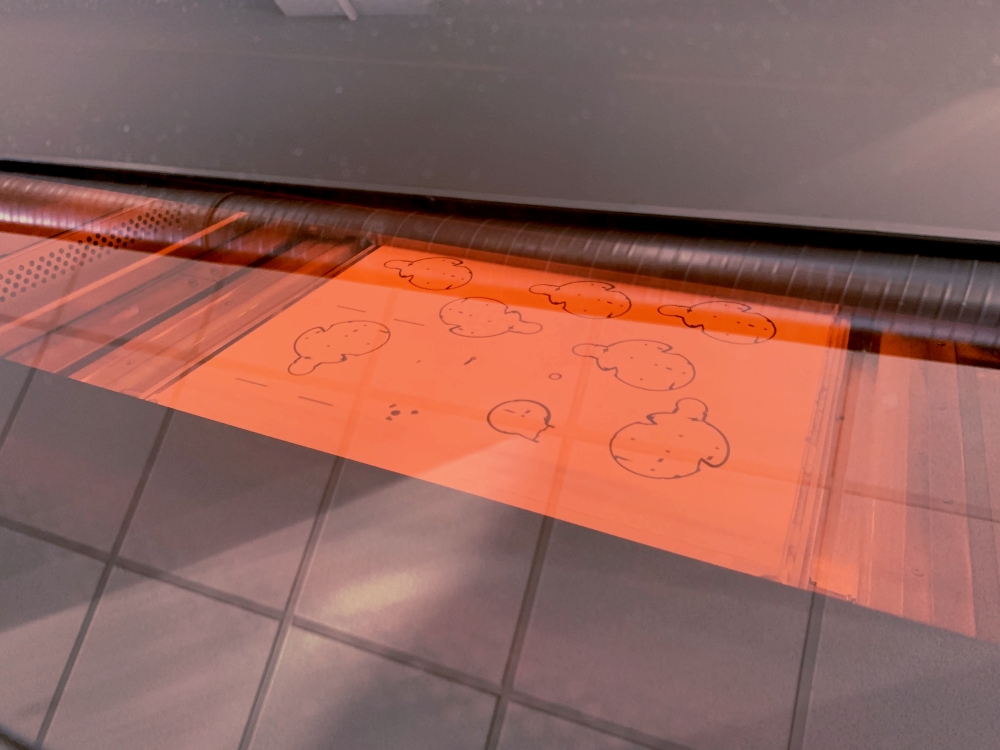
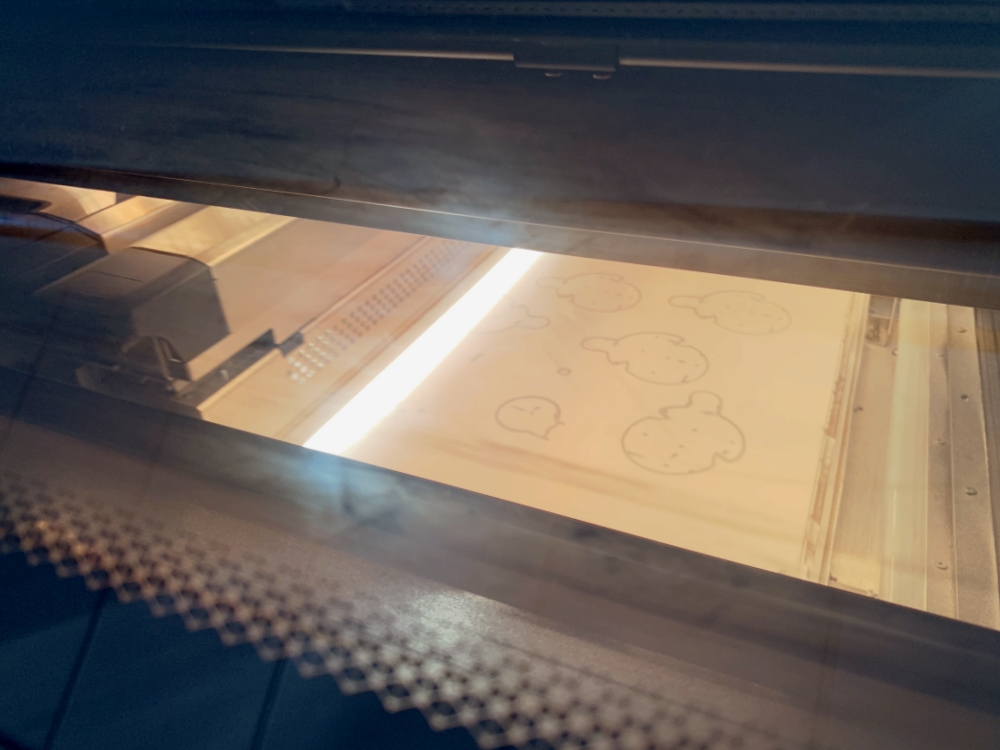
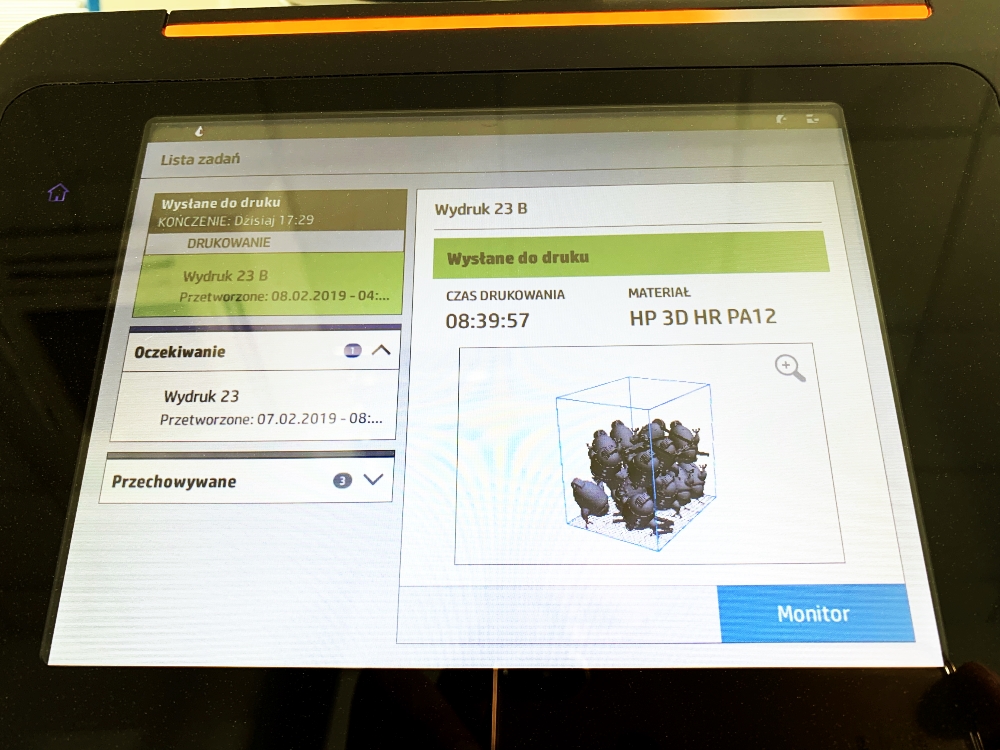
Drukowane statuetki zostały zorientowane w komorze roboczej pod kątem 25 stopni, aby maksymalnie zniwelować charakterystyczne dla procesu tworzenia warstwice. Przygotowane w ten sposób modele zostały eksportowane do drukarki 3D, czas jaki potrzebowaliśmy na przygotowanie urządzenia do pracy (rozgrzanie komory roboczej do temperatury 164°C) to niewiele ponad pół godziny. Czas pracy drukarki to 8 godzin i 39 minut, co w przełożeniu na 3315 warstwy generujące wytworzenie 16 sztuk Cedryków daje nam prędkość wydruku na poziomie 6,38 sekundy na warstwę o grubości 7 mikronów. Musicie przyznać że jest to zawrotna prędkość druku!

Po zakończonym procesie druku 3D, build unit (wózek z komorą roboczą, gdzie drukowane były detale) trafił do stacji przetwarzania HP, gdzie dzięki funkcji szybkiego chłodzenia statuetki w ciągu 6 godzin i 5 minut wytraciły temperaturę.

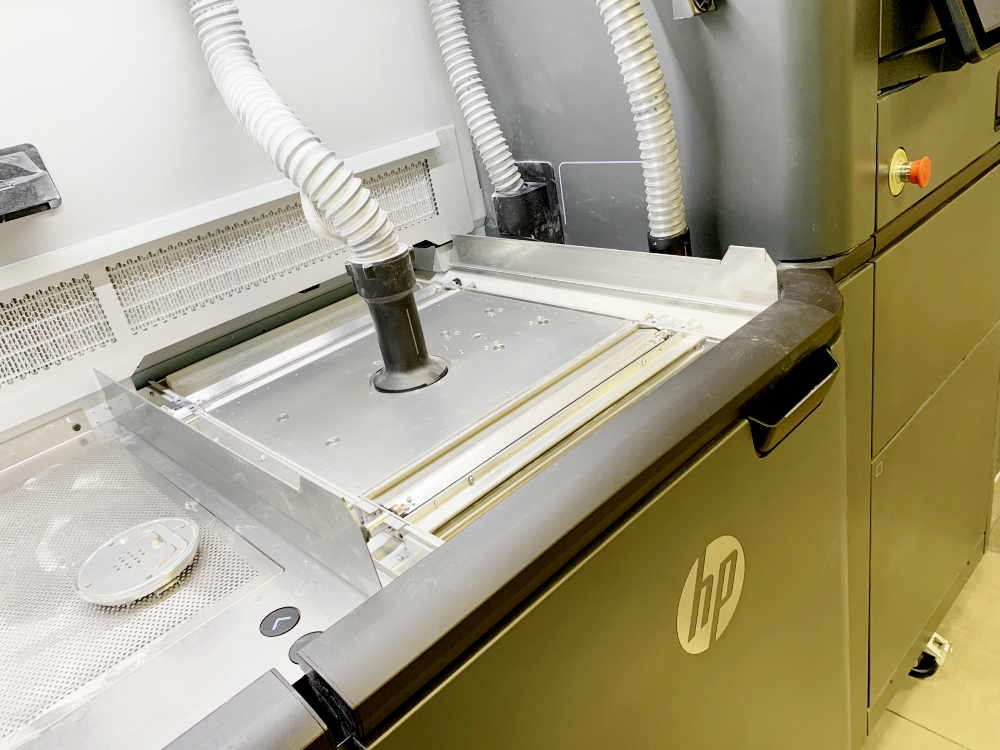

Proces szybkiego chłodzenia polega na sukcesywnym podnoszeniu stołu roboczego z równoległym wzbudzaniem go w wibracje i odsysaniem niespieczonego prochu. Kolejnym procesem było wstępne oczyszczenie statuetek w stacji przetwarzania HP, tak aby jak największa ilość niespieczonego prochu mogła trafić do miksera przygotowującego po dodaniu 20% nowego prochu mieszankę materiałową do kolejnego wydruku. W efekcie, aż 80% prochu wykorzystanego we wcześniejszym procesie wraca do ponownego użycia.
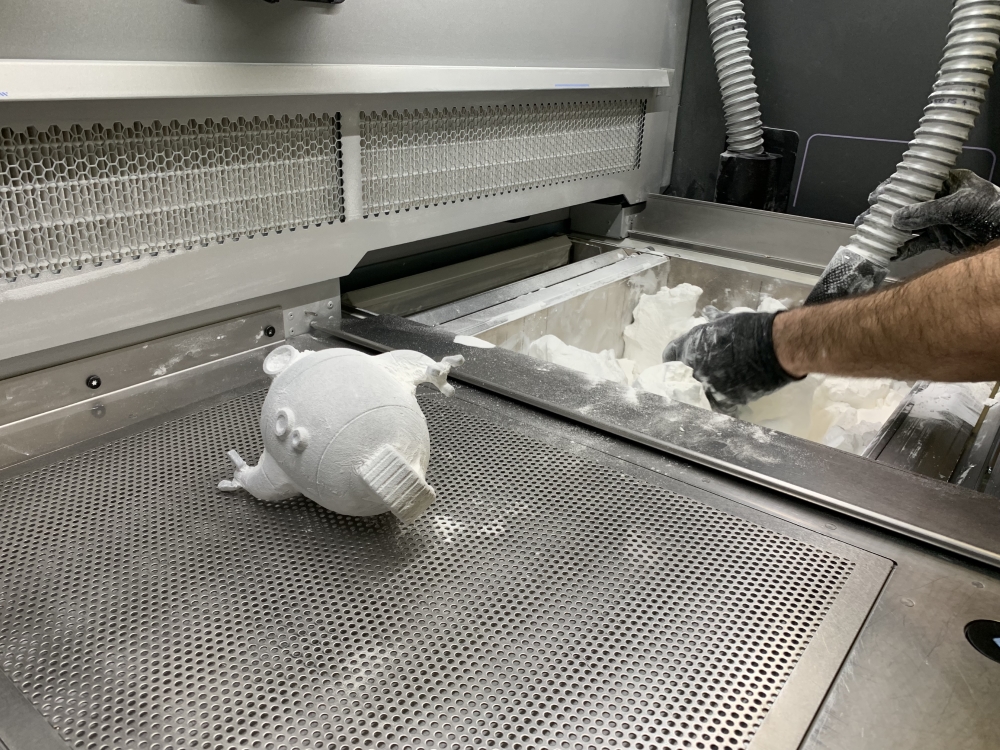


Ostatnim etapem, jak zawsze w technologiach proszkowych, było oczyszczenie detali w piaskarce. Aby drukowane przez nas Cedryki nabrały szlachetnego wyglądu, pozwoliliśmy sobie na dodanie do piaskowania odrobiny grafitu.

W podsumowaniu, czas jaki potrzebowaliśmy na produkcję 16 sztuk Cedryków to niespełna 15 godzin, wliczając w to również czas potrzebny na niezbędny post-procesing.

Mamy nadzieję że tegoroczna edycja Cedryków przypadnie wszystkim laureatom do gustu.

