
Odkąd tylko zacząłem interesować się drukiem 3D, zawsze chciałem mieć The Form 1… Uległem hype`owi na wszystko: spektakularną kampanię na Kickstarterze, nowoczesny design, z którym w latach 2012 / 2013 nie mogło równać się żadne inne urządzenie oraz niewiarygodną dokładność wydruków z warstwą na poziomie 0,025 mm przy przystępnej dla zwykłego śmiertelnika cenie. Oto drukarka 3D drukująca z żywicy światłoutwardzalnej, na którą stać użytkownika domowego (przynajmniej w USA i Europie Zachodniej). Gdy po długim czasie oczekiwania The Form 1 w końcu trafił do sprzedaży, pochwałom nie było końca!
Jednakże z czasem w wielkim słoju miodu zaczęły pojawiać się pierwsze łyżeczki dziegciu… Okazało się, że nie wszystkie drukarki 3D z Formlabs drukują równie dobrze – problemy z jakością wydruków, zrywanie wydruków w trakcie druku 3D czy wadliwe egzemplarze, wymagające kilkukrotnej interwencji serwisu (który był dostępny wyłącznie w USA). W końcu – dwuletni spór z 3D Systems, który wydawał się nie mieć końca. Mój entuzjazm związany z The Form 1 stopniowo gasł, a ja oddawałem się w całości technologii niskobudżetowego FDM.
Od czasu mojej początkowej fascynacji tym urządzeniem minęły grubo ponad dwa lata. Formlabs dogadał się z 3D Systems, wypuścił nową generację drukarek 3D – The Form 1+, otworzył oddział w Europie, którym od niedawna zaczął kierować założyciel i twórca sukcesu jednego z największych dystrybutorów drukarek 3D na Starym Kontynencie Michael Sorkin, z iGo3D. Wszystkie początkowe emocje opadły, a my ostatecznie pod koniec sierpnia tego roku podjęliśmy decyzję o zakupie własnego The Form 1+…

Zanim tego dokonaliśmy, przeprowadziłem kilka rozmów z osobami bądź to korzystającymi już z tej drukarki 3D, bądź znającymi się na druku 3D z żywic światłoutwardzalnych w celu zasięgnięcia ich opinii na ten temat. Były one dość mieszane… Kluczowym problemem okazywała się dość skomplikowana kwestia utrzymywania The Form 1+ w stanie niemalże sterylnej czystości, której brak może mieć wpływ na jakość wydruków. Innymi słowy, wystarczy najmniejsze zabrudzenie – czy to w pojemniku z żywicą czy na lustrze odbijającym światło lasera, a żywica nie zostanie poprawnie utwardzona powodując wadę wydruku.
Biliśmy się z myślami kilka dni, aż w końcu przeważył mój sentyment z dawnych lat… The Form 1+ trafił do nas za pośrednictwem iGo3D Polska, a my rozpoczęliśmy stopniowe wdrażanie się w technologię SLA.

Niniejszy tekst nie jest recenzją The Form 1+. Jest na to zdecydowanie za wcześnie… Mimo to, postanowiłem podzielić się z czytelnikami szeregiem przemyśleń jakie mam po pierwszych tygodniach korzystania z tej drukarki 3D, gdyż już na tym etapie pewne obserwacje mogą wydać się dość ważne dla osób, rozważających zakup tego urządzenia. Na recenzję z prawdziwego zdarzenia przyjdzie czas później… Powiedzmy za 2-3 miesiące.
1. Unboxing, czyli Formlabs naprawdę się postarał!
The Form 1+ przychodzi do nas w dwóch pudłach – w większym znajduje się drukarka 3D, a w mniejszym zestaw do post-processingu. Urządzenie jest zapakowane w naprawdę profesjonalny sposób – mimo, iż jest z założenia dużo bardziej „kruchą” konstrukcją od typowego, niskobudżetowego FDM`a, osoby odpowiedzialne za logistykę w Formlabs stanęły na wysokości zadania.

Zestaw do post-processingu jest również bardzo porządnie zapakowany. Składa się z:
- plastikowej stacji do post-processingu
- dwóch pojemników na alkohol izopropylowy (wstawiamy je w dwa z czterech miejsc w stacji)
- plastikowe sitko do kąpieli wydruku w pojemnikach
- pojemnika z rurką na alkohol izopropylowy, który jest pomocny do czyszczenia stołu i szpachelki z żywicy
- dwóch gąbek, na których będą schnąć wydruki (wstawiamy je do trzeciego slotu w stacji)
- dużej szpachelki (nadaje się do wyrzucenia – szczegóły poniżej…)
- szczypców (korzystałem z lepszych…)
- pincety
- dużego worka ze stylowymi, czarnymi rękawiczkami jednorazowego użytku
- ściereczek do czyszczenia obudowy oraz lustra sterującego światłem lasera (te ostatnie są zapakowane w folii z informacją, aby korzystać z nich wyłącznie po wcześniejszej konsultacji telefonicznej z supportem Formlabs).

Dodatkowo, na start otrzymujemy litr żywicy (możemy wybrać jej kolor przy zakupie).
2. Rzeczy, które musisz kupić samodzielnie
Pierwsza podstawowa rzecz, bez której nie należy rozpoczynać pracy to alkohol izopropylowy. My zakupiliśmy go w ilości 5 litrów i… zużyliśmy już ponad połowę. Nie jest złym pomysłem od razu zamówić 20-litrowy baniak z Allegro. Koszt jest relatywnie niewielki (szczególnie jeśli porównać go do innych kosztów eksploatacyjnych drukarki 3D), a większa ilość z pewnością się przyda.
Druga rzecz to dobra szpachelka. Ta dostarczona przez Formlabs – mimo iż ładna, absolutnie nie nadaje się do pracy z urządzeniem. Ma tępo zakończoną końcówkę, o grubości ok. 0,5 mm i pozbawioną jakiegokolwiek fazowania. Wystarczy, że lekko dotknie się nią stół roboczy, a pojawią się na nim piękne, głębokie rysy. My korzystamy z super ostrej szpachelki sprezentowanej nam swego czasu przez Mirka Jaskułowskiego z Printilii – nadaje się idealnie.
Trzecia rzecz to ręczniki papierowe i jednorazowe chusteczki higieniczne, które musicie mieć zawsze pod ręką. Jako, że mamy do czynienia z żywicą światłoutwardzalną, każde narzędzie, które będzie miało z nią styczność musi być w miarę szybko z niej oczyszczone, gdyż żywica wystawiona na światło UV stwardnieje i będzie później trudna do usunięcia. To samo tyczy się stołu roboczego, który w trakcie pracy jest zatopiony w żywicy i który również trzeba szybko oczyścić po skończonej pracy.
Czwarta rzecz to silikonowa szpachelka do usuwania (i wyławiania) nieudanych fragmentów wydruku z dna pojemnika na żywicę w drukarce 3D. Formlabs na swoich filmach robi to swoją szpachelką, ale widząc jak niszczy ona stalową powierzchnię stołu, nie miałem odwagi używać jej na niezwykle czułej i wrażliwej powierzchni pojemnika. Generalnie kupić silikonową szpachelkę nie jest łatwo. Ja zadowoliłem się tanią szpachelką… do nakładania fugi, kupioną w jednym z marketów budowlanych – sprawdza się znakomicie!
3. Instalacja drukarki 3D i rozpoczęcie pracy, czyli support Formlabs to mistrzostwo świata
Praca z żywicami światłoutwardzalnymi to zupełnie inny świat niż FDM. Całe dotychczasowe doświadczenie związane z drukowaniem z termoplastów jest zbędne – wszystkiego trzeba się tak naprawdę uczyć od nowa… Formlabs doskonale zdaje sobie z tego sprawę, dlatego przygotował najdoskonalszy dział supportu on-line, jaki widziałem. Wszystkie kolejne etapy rozpoczęcia pracy z urządzeniem są nie tylko doskonale opisane, lecz dodatkowo wzbogacone licznymi animowanymi gifami, które dokładnie obrazują nam co mamy zrobić?
Tutaj naprawdę nie sposób popełnić błędu – chyba, że jest się mało rozgarniętym? Na szczęście świadomość, iż pracujemy z urządzeniem wartym kilkanaście tysięcy PLN wprawia użytkownika w odpowiedni stan podwyższonej uwagi (przynajmniej mnie wprowadził…) i tak długo jak przestrzega się wyraźnych i klarownych instrukcji, wszystko będzie przebiegać jak należy.
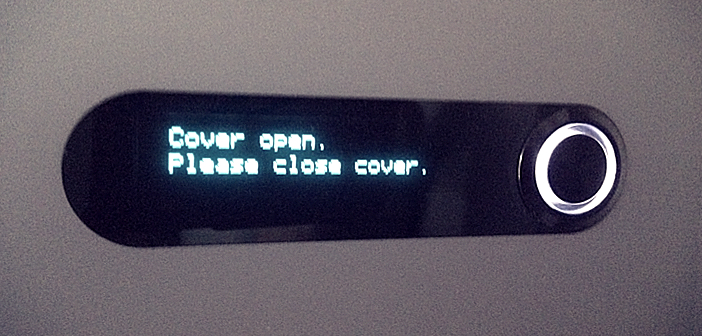
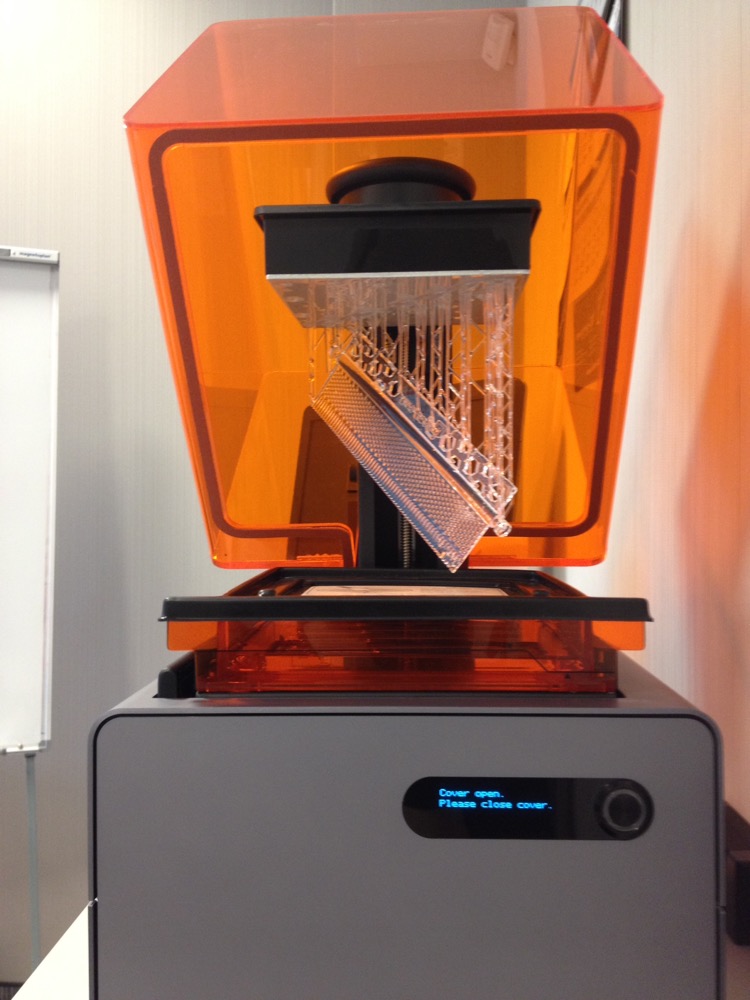
The Form 1+ jest pod względem obsługi „user friendly” do granic możliwości. Gdy włączymy drukarkę 3D i podniesiemy pomarańczową osłonę, nie wyłączymy jej dopóki jej nie zamkniemy (chyba, że wyciągniemy wtyczkę z prądu). Przed rozpoczęciem pracy, na wyświetlaczu wyświetlają się komunikaty nakazujące wykonanie określonych czynności (np. „sprawdź czy stół roboczy jest założony” lub „sprawdź czy żywica jest w kontenerze„).
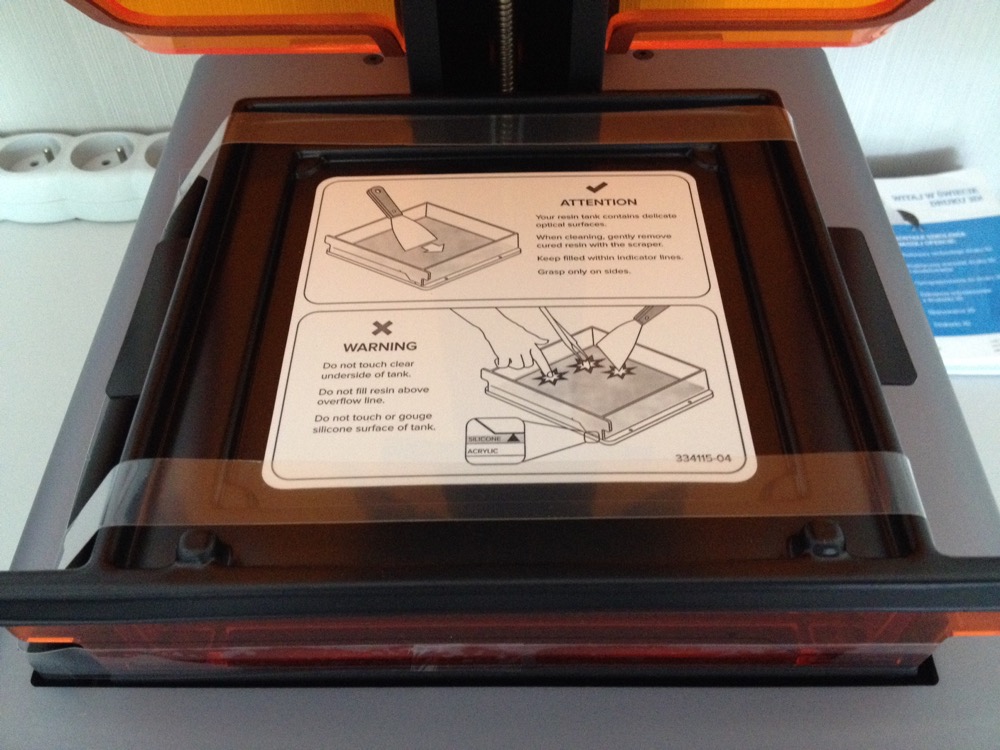
Gdy drukarka 3D jest podłączona, a oprogramowanie zainstalowane na komputerze, należy nalać żywicę do pojemnika. Posiada on po środku dwie kreski, które określają jej minimalny i maksymalny poziom. Żywicy nie może być ani za mało, ani za dużo. W tym drugim przypadku może dojść do uszkodzenia maszyny, gdy stół roboczy po zanurzeniu się w żywicy, spowoduje jej przelanie i zalanie wnętrza drukarki 3D. W takim przypadku Formlabs ostrzega, iż wiąże się to z utratą gwarancji.
Żywica (przynajmniej przezroczysta, z której póki co korzystamy) jest bezwonna. Jej nalewanie nie jest większym problemem, ale warto mieć pod ręką ręcznik papierowy, którym wytrzemy szyjkę butelki z resztek kapiącej żywicy. Gdy żywica jest w kontenerze, zamykamy osłonę i przechodzimy do oprogramowania, gdzie przygotowujemy wydruk.
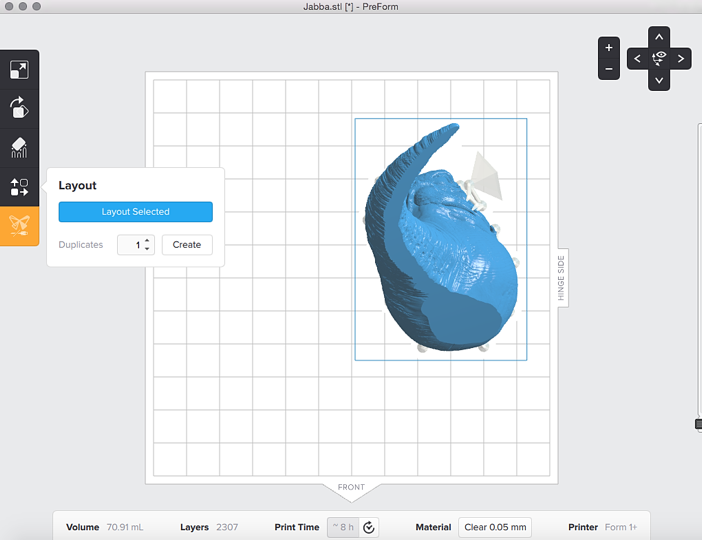
4. Oprogramowanie, czyli WIELKIE WOW!!!
A oprogramowanie Formlabs jest po prostu genialne! Nie jestem póki co w stanie ocenić jego rzeczywistej wartości pod kątem jakości cięcia modeli, czy generowania supportów, ale pod względem „usability” przebija nawet doskonałe programy Up!`a czy Zortraxa.
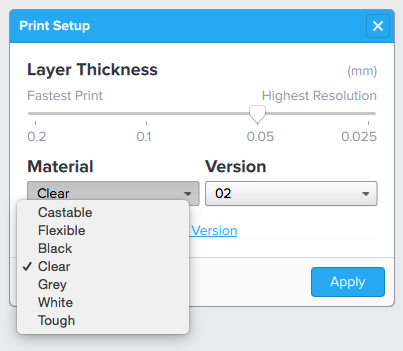
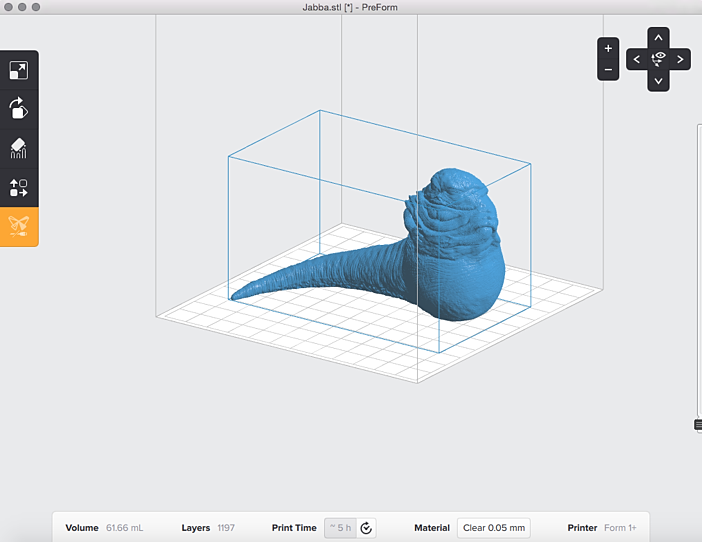
Na samym początku PreForm pyta nas z jakiej żywicy będziemy drukować (wybieramy je z listy rozwijanej) oraz na jakiej wysokości warstwy (0,025 / 0,05 / 0,1 / 0,2 mm)? Następnie przechodzimy do ekranu głównego…
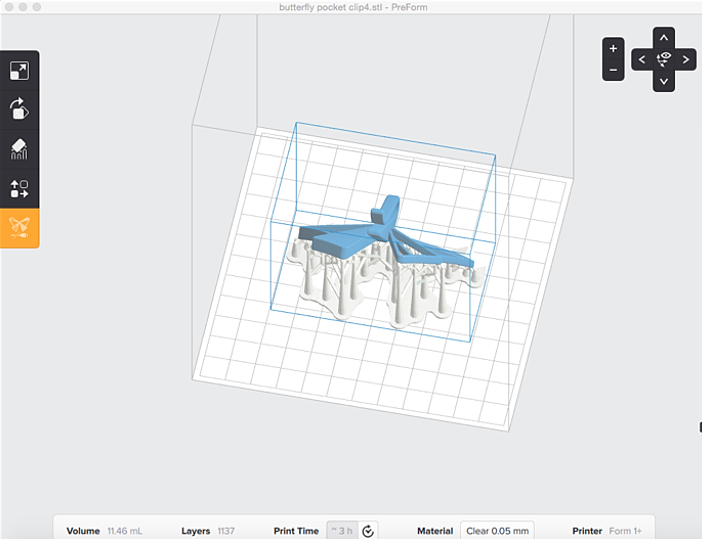
Wszystko co musimy zrobić aby wypuścić wydruk, to wgrać go, zwymiarować, zorientować względem stołu (wydruki z żywic drukują się pod kątem ok. 30º względem stołu, a nie prostopadle jak w przypadku FDM), wygenerować podpory, ustawić w odpowiednim miejscu na stole (o tym poniżej) i wcisnąć pomarańczowy przycisk START.
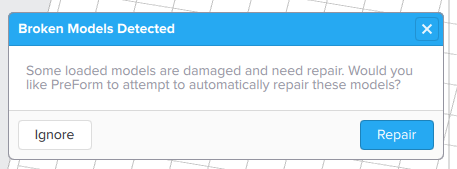
Jeżeli wydruk ma błędy, PreForm pyta nas czy je naprawić? Bywa, że po naprawie pojawiają się „some integrity issues” związane z naprawionymi błędami w modelu, ale na forum Formlabs wyczytałem, że nie należy się tym przejmować (czy słusznie – czas pokaże…?).
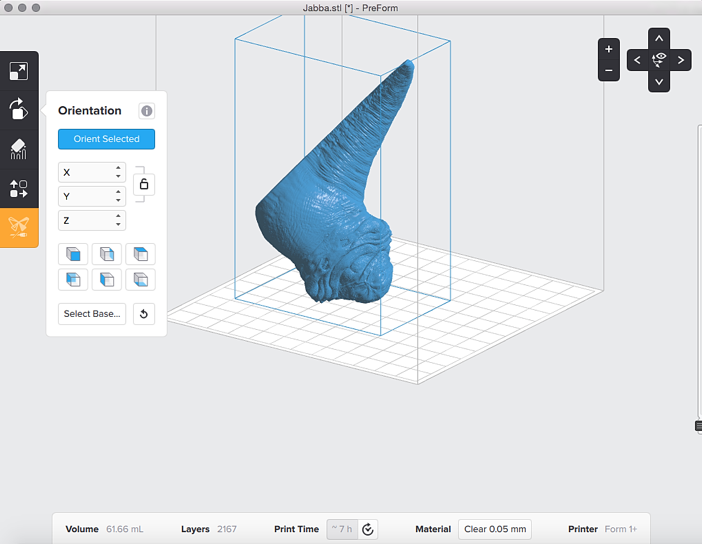
Orientacja wydruku względem stołu może odbyć się automatycznie, albo ręcznie. Jest to jeden z kluczowych aspektów drukowania 3D na The Form 1+ i mówiąc szczerze jeszcze nie czuję się w tym dobrze obeznany…? Póki co wiem tylko, że automatyczne orientowanie wydruku nie zawsze zdaje egzamin.
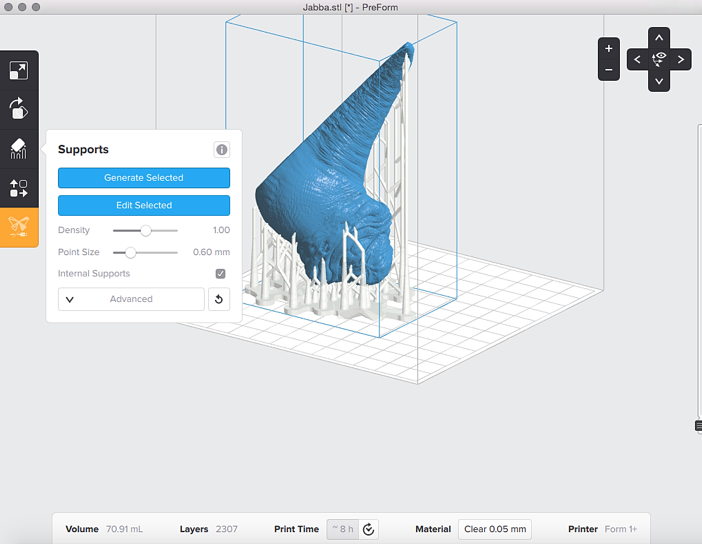
Podobnie wygląda kwestia generowania supportów – tutaj również niezbędne jest doświadczenie, które podpowiada, że np. dany model na 100% oderwie się w trakcie wydruku od automatycznie wygenerowanych podpór i że należy dobudować kolejne podpory ręcznie.
Ostatnia rzecz to ułożenie wydruku na powierzchni stołu w osiach XY. Wydruki nie powinny być drukowane zawsze w tym samym miejscu. Dlaczego? O tym poniżej…
5. Drukowanie 3D
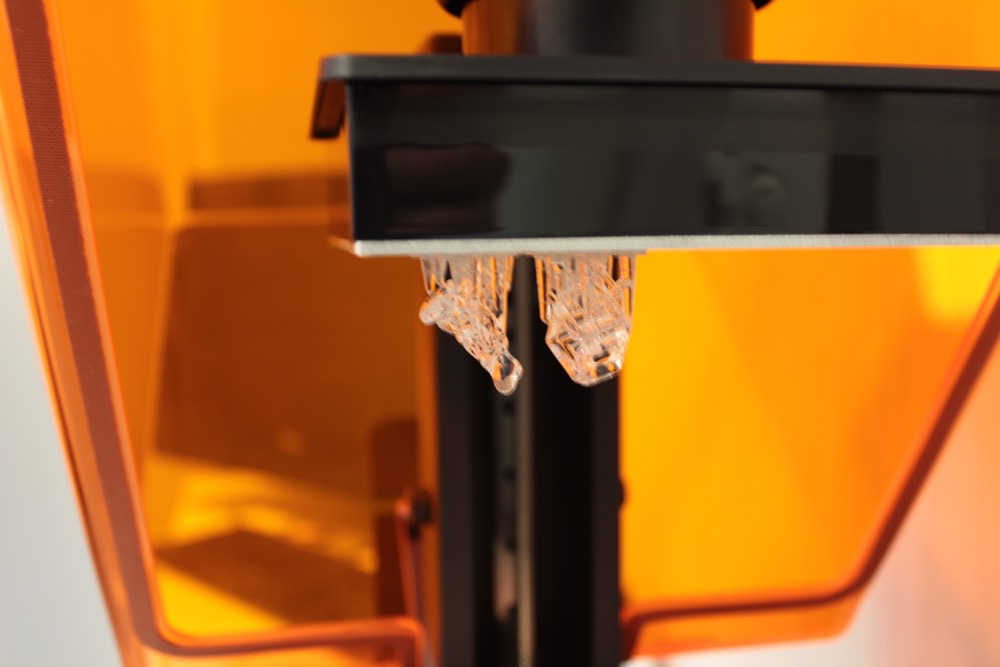
Drukowanie na The Form 1+ jest nudne… Stół zjeżdża na sam dół zanurzając się w komorze z żywicą, a laser utwardza kolejne warstwy modelu. Przez pierwszych kilkadziesiąt minut praktycznie nic się nie dzieje… Stół co chwila podnosi się i zanurza ponownie, a na dole coś sobie błyska. Z czasem jak wydruk wynurza się z żywicy wygląda to lepiej, ale… w dalszym ciągu nie jest to nic nadzwyczajnego. Nudniejszy jest chyba tylko SLS…?


Światło lasera utwardza żywicę na całej długości. Pierwsza warstwa przywiera do stołu roboczego, a kolejne do wydrukowanych wcześniej warstw. Lecz równocześnie, żywica przytwierdza się do podłoża kontenera z żywicą, dlatego po każdej warstwie stół podnosi się odrywając wydruk. W ten sposób powstają mikropęknięcia, które uszkadzają powłokę kontenera. Dlatego nie jest zalecanym aby cały czas drukować w tym samym miejscu, gdyż po jakimś czasie straci ono swoje nominalne właściwości i wydruki przestaną się tak dobrze utwardzać.
Oprogramowanie przesyła plik do drukarki 3D przez kabel USB. Drukowanie zaczyna się jeszcze w trakcie transferu pliku na kartę mikro-SD, zatem nie musimy czekać, aż model składający się np. z 2500 warstw wgra się w całości do pamięci drukarki 3D. Gdy model zostanie w całości przesłany, The Form 1+ można odłączyć od komputera.
Po zakończonym drukowaniu, stół jedzie na samą górę. Otwieramy pomarańczową osłonę drukarki 3D, zakładamy oddzielną osłonę na kontener i zdejmujemy stół z wydrukiem przechodząc do etapu post-processingu.
6. Post-processing, czyli prawdziwa zabawa z żywicami dopiero się zaczyna…
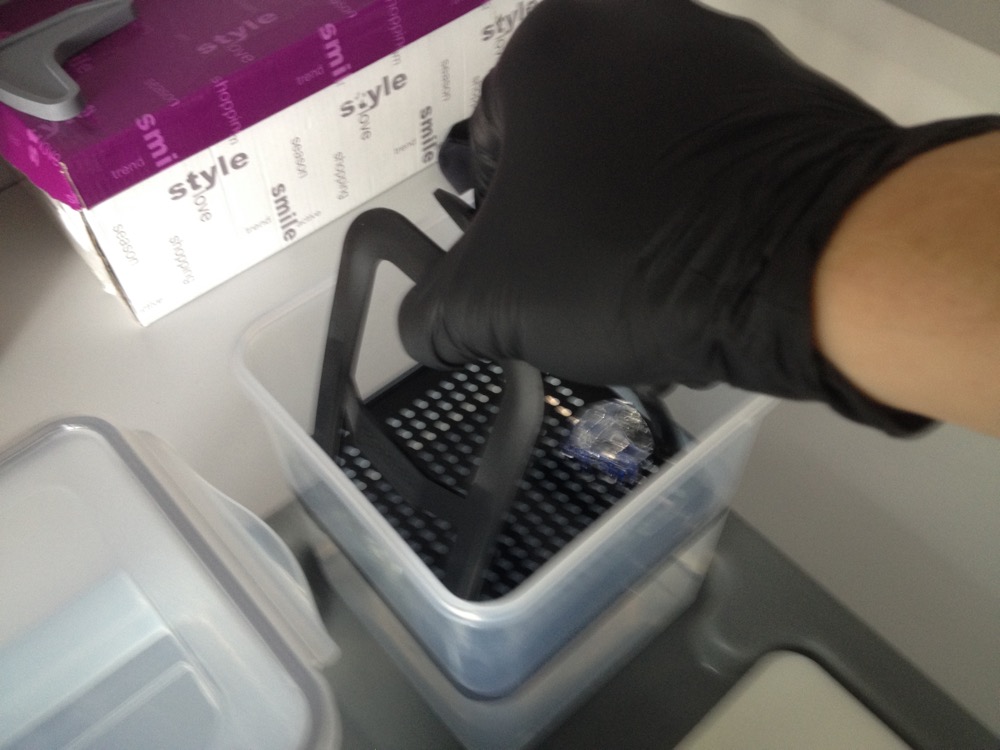
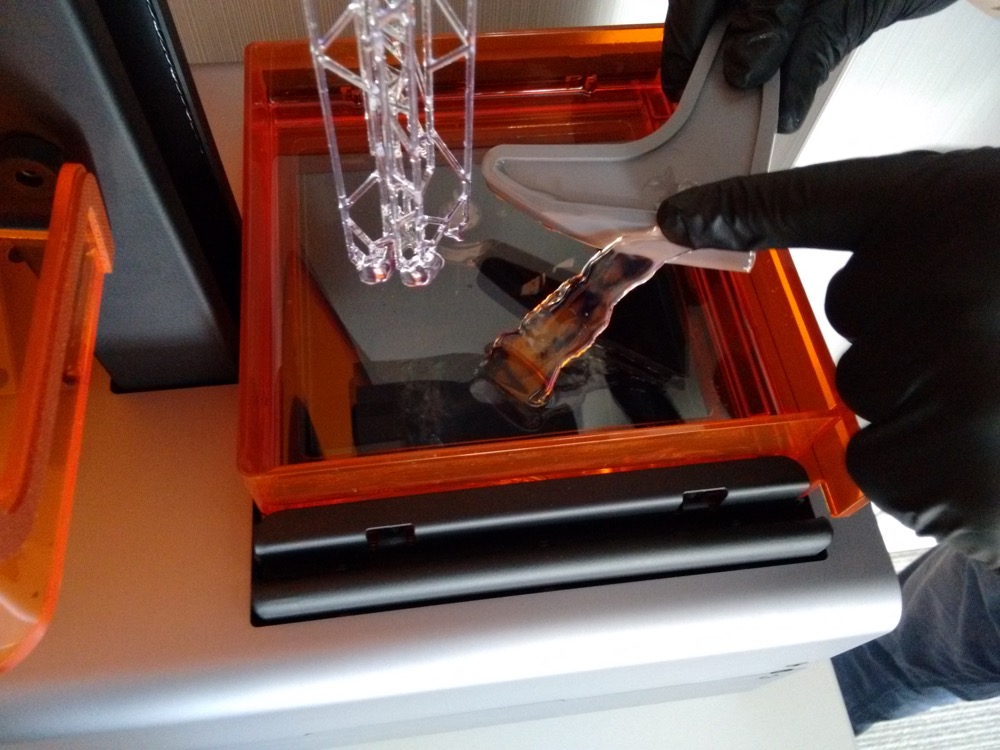
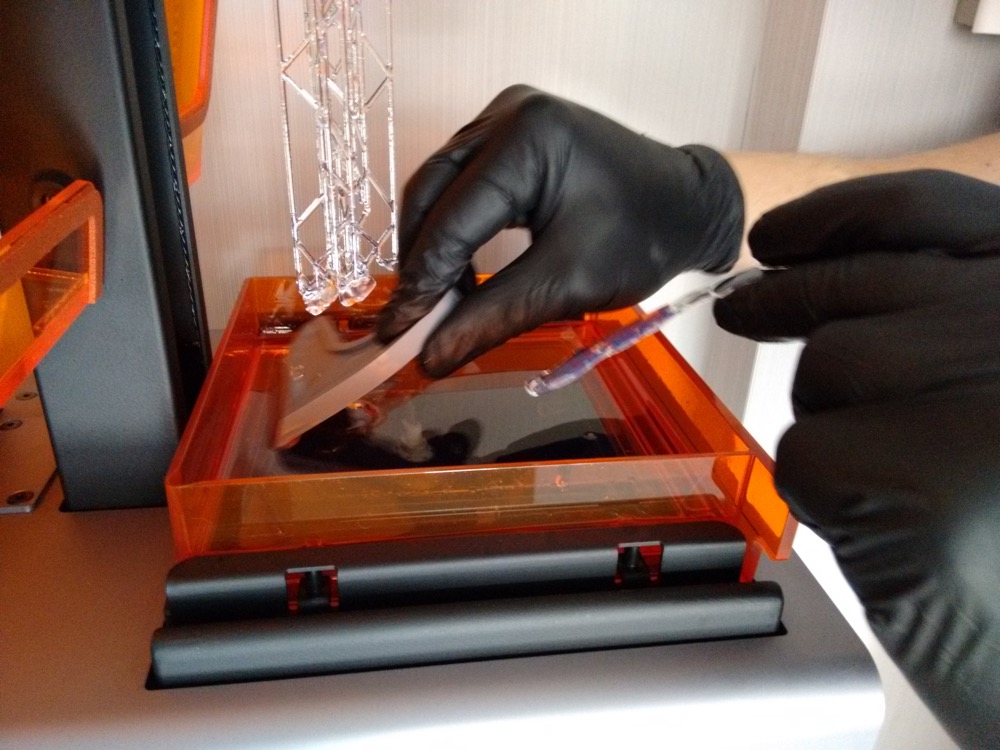
W niskobudżetowym druku 3D w technologii FDM, post-processing to co najwyżej oderwanie podpór i oszlifowanie krawędzi. W SLA jest to dużo bardziej złożony proces. Najpierw… zakładamy rękawiczki (w sumie powinniśmy je mieć na sobie już przy zdejmowaniu stołu z drukarki 3D). Nie chodzi o to, że żywica jest żrąca i poparzy nam ręce (chociaż może dojść do jakiegoś podrażnienia skóry), tylko o to, że jak nie będziemy uważni, upaprzemy się żywicą a potem wszystko dookoła.
Stół stawiamy na stacji do post-processingu. Szpachelką delikatnie zdejmujemy wydruk ze stołu (nie trzeba używać tu siły jak w przypadku FDM) i wkładamy go do pierwszego pojemnika z alkoholem izopropylowym. Za pomocą sitka płuczemy wydruk przez ok. 2 minuty. Potem wyjmujemy go i kładziemy na gąbce do osuszenia na ok. 10 min. Potem ponownie płuczemy go w drugim pojemniku przez kolejnych 8 minut tak, aby cały proces zajął 20 minut. Po drugiej kąpieli wyjmujemy wydruk do ponownego osuszenia, aż w końcu przystępujemy do usuwania supportów.


Supporty odchodzą bardzo łatwo, ale trzeba do tego użyć dobrych szczypiec (oryginalne szczypce Formlabs raczej się do tego nie nadają). Przy ich odcinaniu warto mieć założone okulary ochronne, gdyż kawałeczki żywicy potrafią wystrzelić z prędkością światła w bardzo przypadkowych kierunkach. Gdy model zostanie „obrany” z supportu, na jego powierzchni pozostają mikroślady w miejscach łączenia modelu z podporami. Formlabs przedstawił fantastyczny tutorial jak należy je usuwać, ale mówiąc szczerze, jeszcze nie doszliśmy do tego etapu…
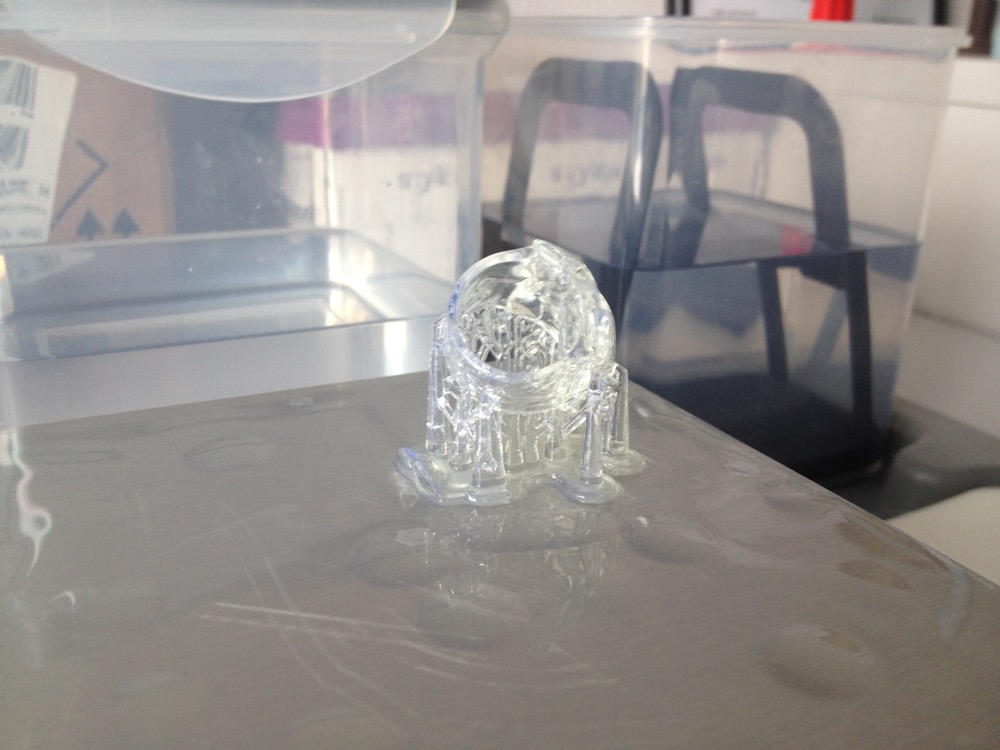
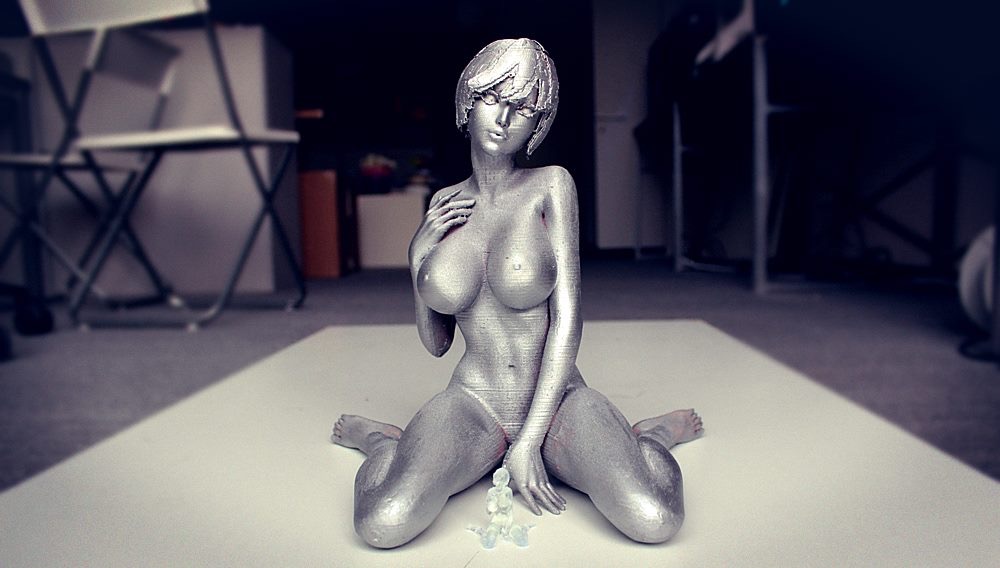
7. Pierwsze wydruki, czyli „WIELKIE WOW!!!” nie ustaje…
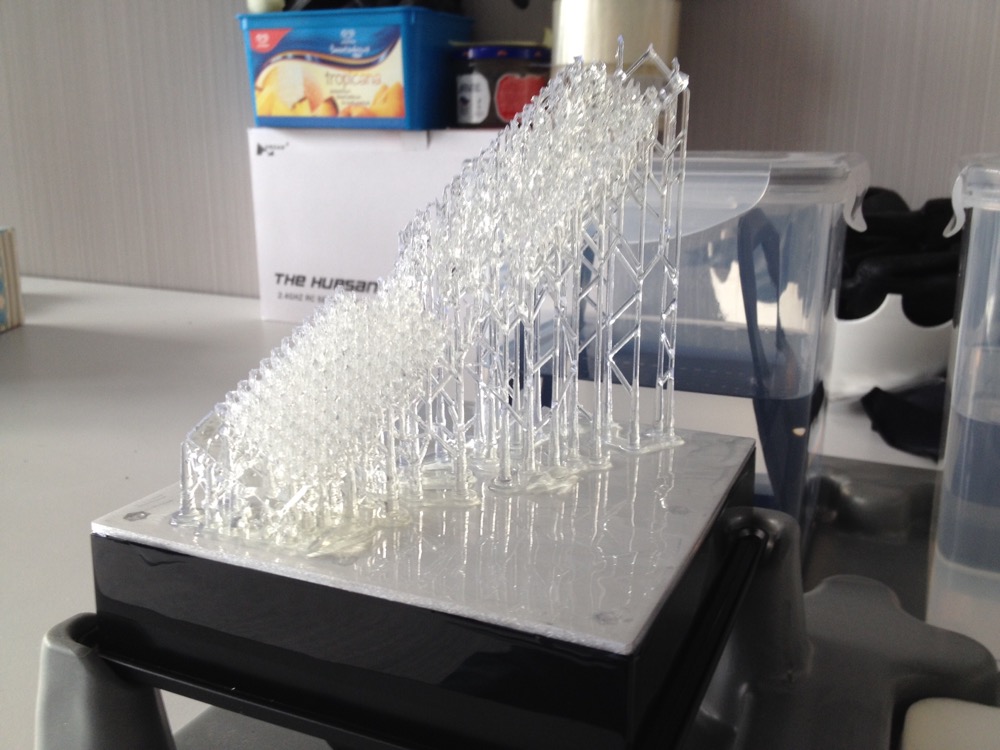
Pierwsze wydruki na The Form 1+ to dla osoby przyzwyczajonej do jakości jaką daje niskobudżetowy FDM „prawdziwy szok i niedowierzanie„. Zwykle początkujący użytkownicy zaczynają od prostych, łatwych i małych rzeczy (w końcu to żywica!), więc efekt końcowy jest olśniewający. My zrobiliśmy tak samo – chwaliliśmy się tym nawet na naszym FB:


8. Zatopiony w żywicy, czyli „im dalej w las, tym więcej drzew”…
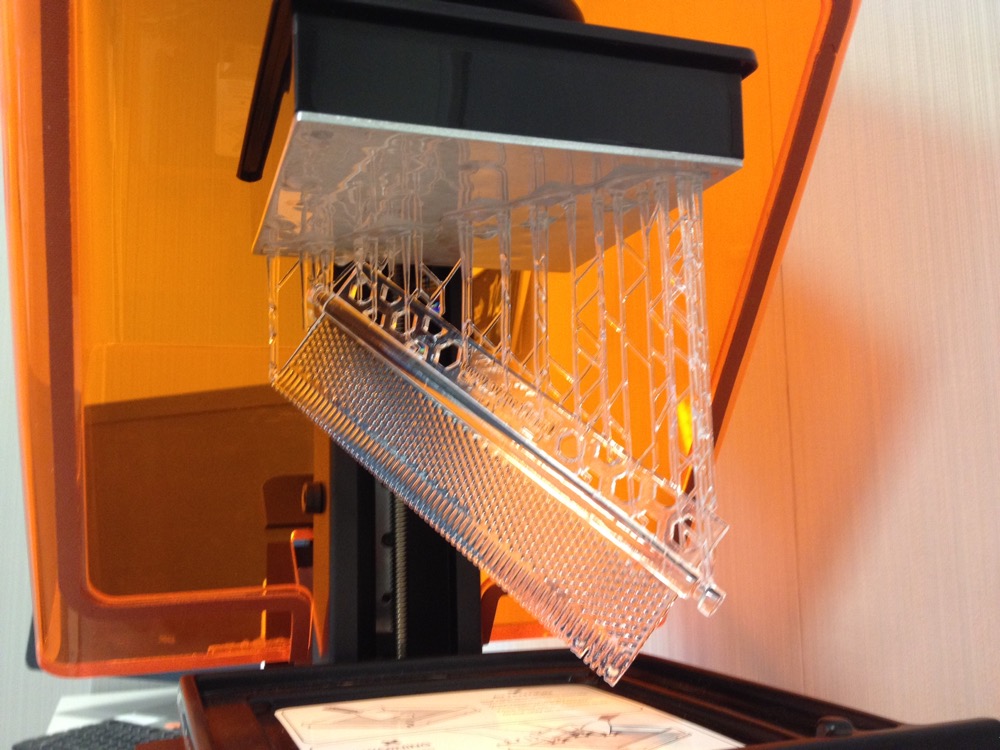
Niestety później jest już nieco gorzej… Gdy skończymy drukować malutkie figurki, zegarmistrzowskie kółeczka zębate oraz wszelkiego rodzaju pierścionki i sygnety, nachodzi nas ochota na zrobienie czegoś dużego i/lub skomplikowanego. Moim pierwszym dużym wydrukiem, był specjalnie zaprojektowany „grzebień” do przeczesywania żywicy w kontenerze w poszukiwaniu zanieczyszczeń (drobinek kurzu, lub resztek utwardzonego materiału). Wyszedł fantastycznie, co było zasługą doskonale zaprojektowanych supportów (model był od razu w nie wyposażony).
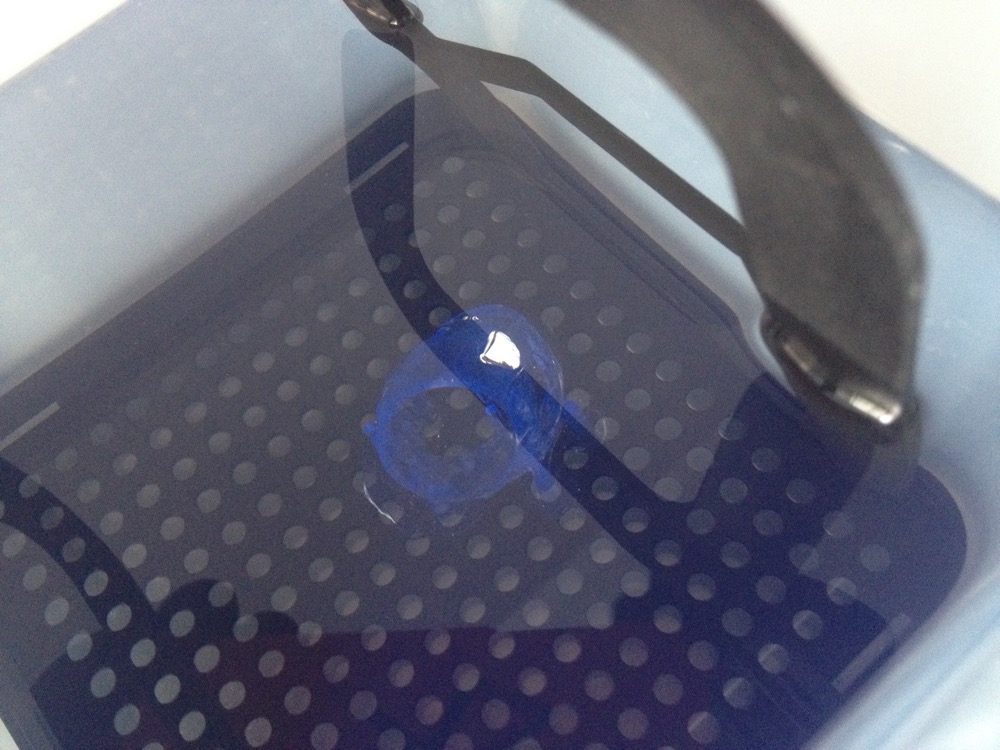
Kolejne dwa duże wydruki zakończyły się klęską… W obydwu przypadkach supporty generowałem automatycznie i w obydwu przypadkach wydruk odrywał się w trakcie druku 3D lądując w żywicy. Następnego dnia musiałem odklejać jego resztki od dna kontenera (przydaje się do tego wspomniana wyżej silikonowa szpachelka) i przeczesywać żywicę w poszukiwaniu zanieczyszczeń.






To wszystko sprawiło, iż pozostała żywica w kontenerze jest w mniejszym lub większym stopniu zanieczyszczona kurzem, dlatego kolejne wydruki nie wychodziły już w tak nieskazitelny sposób jak na początku. Potwierdzają się tu słowa ekspertów, z którymi konsultowałem zakup The Form 1+. Kluczem do poprawnego drukowania na tej drukarce 3D jest umiejętność utrzymania jej w maksymalnie wysokiej czystości.
9. Pierwsze trzy tygodnie za mną, a ja „wiem, że nic nie wiem”…
Druk 3D z żywic światłoutwardzalnych to całkowicie inna technologia niż FDM. Brzmi to jak truizm, ale tak po prostu jest… Po trzech tygodniach pracy z The Form 1+ dostrzegam szereg niezależnych czynników decydujących o powodzeniu danego projektu. Wydruk może nie wyjść tak jak trzeba ponieważ:
- plik, który drukujemy jest wadliwy bądź nie nadaje się do druku 3D w tej technologii
- źle zorientowaliśmy model względem stołu
- źle wygenerowaliśmy supporty (bądź było ich zbyt mało)
- żywica jest zanieczyszczona i w miejscu gdzie obiekt miał być utwardzony pojawiła się drobinka kurzu, która to uniemożliwiła
- model przerasta możliwości technologiczne The Form 1+ (pamiętajmy, że bądź co bądź jest to wciąż urządzenie niskobudżetowe).
Aby wdrożyć się w technologię SLA potrzeba wielu wydruków i wielu litrów żywicy. Mimo, iż urządzenie jest banalne w obsłudze, a praca z nim to prawdziwa przyjemność (nawet etap post-processingu nie jest wbrew pozorom wcale taki uciążliwy), w momencie gdy chcemy zacząć realizować poważniejsze projekty, stajemy w obliczu szeregu problemów do rozwiązania. Umiejętność ich identyfikacji i radzenia sobie z nimi wymagają dużej praktyki i doświadczenia…


Stąd też decyzja, aby nie tylko nie oceniać na tym etapie tej drukarki 3D, ale rozpocząć publikację cyklu artykułów, w których będę prezentował nasze zmagania z The Form 1+ oraz technologią SLA w ogóle. Wydaje mi się, że w ten sposób wspólnie z czytelnikami CD3D odkryjemy prawdziwą wartość tego urządzenia, jak również odpowiemy sobie na pytanie, czy druk 3D z żywic światłoutwardzalnych jest faktycznie tak niesamowity, jak może się to wydawać na podstawie oglądania zdjęć wybranych wydruków w internecie?
10. „Ukryte” koszty eksploatacji
Na koniec kilka słów na temat rzeczywistych kosztów eksploatacji The Form 1+. W śródtytule użyłem słowa „ukryte„, chociaż tak naprawdę są one dokładnie opisane na stronach Formlabs. Po prostu trzeba to wszystko doczytać i sobie uświadomić.
Drukarka 3D kosztuje 18.930 PLN brutto (cena iGo3D Polska), a żywice 700 – 800 PLN brutto za 1 litr (ceny zależą od gatunku). Do tego trzeba dodać koszt kontenera na żywicę – ok. 388 PLN brutto (Formlabs zaleca jej wymianę co 2-3 litry zużytej żywicy) oraz utratę samego materiału w procesach post-processingu oraz eksploatacji drukarki 3D. Na czym to polega?
Otóż przed każdym wydrukiem, należy „wymieszać” żywicę szpachelką, sprawdzając przy okazji, czy w komorze nie zostały resztki utwardzonego materiału lub inne zanieczyszczenia? Żywica pozostaje na szpachelce, więc trzeba ją wytrzeć. W ten sposób traci się materiał, z którego z powodzeniem można by wydrukować jakiś drobiazg. Stół roboczy drukarki 3D jest po zakończonym wydruku oblepiony żywicą, którą również usuwamy. Tutaj utrata materiału jest jeszcze większa. Można to porównać do raftu i brimu w technologii FDM, jak również wyekstrudowanego plastiku gdy zmieniamy filament. Problem polega na tym, że filament kosztuje 50-150 PLN brutto za 1 kg, a żywica do The Form 1+ 700-800 PLN brutto za 1 litr…
Oczywiście to nie jest tak, że Formlabs wymyślił sprytny sposób na to, aby obciążać użytkowników dodatkowymi kosztami. Jest to po prostu specyfika tej technologii. W profesjonalnych drukarkach 3D Systems wygląda to jeszcze gorzej (czyt. drożej). Technologia SLA nie jest technologią tanią – nawet jeśli za drukarkę 3D płacimy relatywnie małe pieniądze. Trzeba mieć to na uwadze chcąc rozpocząć przygodę z The Form 1+, lub jakąkolwiek inną drukarką 3D tego typu.

