Gdy w październiku zeszłego roku Ultimaker zaprezentował długo oczekiwaną, trzecią generację swoich drukarek 3D, zdania na jej temat były podzielone… Część osób ekscytowała się wprowadzonymi nowościami w postaci m.in. dwóch głowic drukujących, komunikacji przez WiFi, czy autokalibracji głowicy drukującej względem stołu roboczego – część zwracała uwagę na to, że te „nowości” nie są w gruncie rzeczy niczym nowym, gdyż funkcjonują od dłuższego czasu w wielu innych niskobudżetowych drukarkach 3D typu FDM.
Generalnie konkluzja była taka, że w „trójce” Ultimaker wprowadził po prostu to, co powinien uczynić już dawno temu… Postanowiliśmy sprawdzić to osobiście i przekonać się, czy nowa drukarka 3D wnosi cokolwiek nowego do rodziny Ultimakerów, czy jest to wyłącznie odcinanie kuponów od wcześniejszych sukcesów?
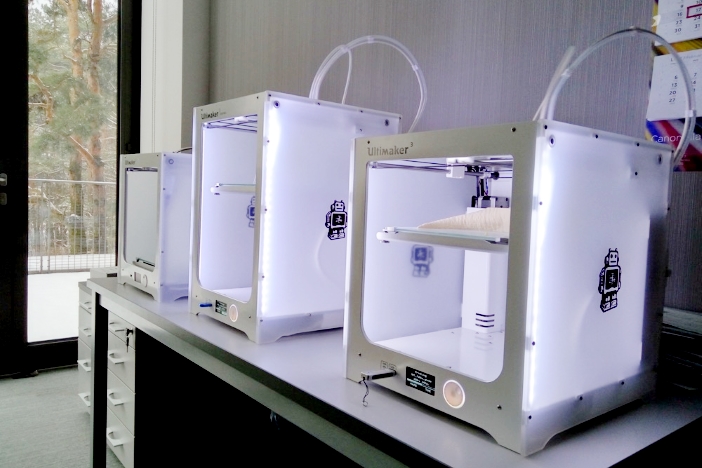
Pod koniec zeszłego roku – get3D, dystrybutor marki Ultimaker na Polskę, przekazał nam do testów Ultimakera 3. Przez pewien (krótki) czas, mieliśmy nawet okazję korzystać z trzech egzemplarzy urządzeń na raz – w tym z Ultimakera 3 Extended. Przez ponad dwa miesiące przedrukowaliśmy na drukarkach 3D kilka kg filamentu, skupiając się przede wszystkim na PLA i PVA – nowym filamencie podporowym, jaki pojawił się wraz z premierą nowej generacji urządzeń. Aktualnie testujemy dwa kolejne filamenty – nylon i ABS, a rezultaty naszych prac zaprezentujemy w kolejnym artykule.
Nie jest to pierwszy test Ultimakera 3 jaki prezentujemy na portalu – pod koniec grudnia Maciek Stoczkiewicz opisał swoje doświadczenia związane z obsługą aplikacji mobilnej Ultimakera, za pomocą której możemy sterować drukarką 3D. Z testem możecie zapoznać się tutaj.

Ultimaker 3
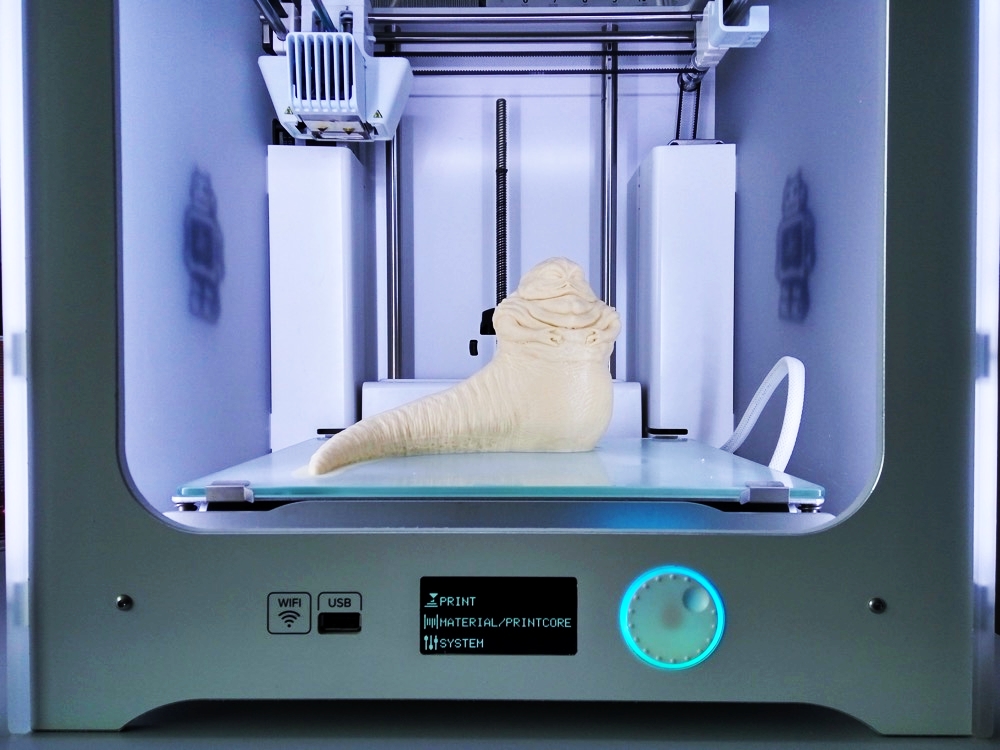
Na pierwszy rzut oka Ultimaker 3 nie różni się niczym od swojego poprzednika – Ultimakera 2+. Po dokładniejszym zapoznaniu się z urządzeniem dostrzeżemy jednak kilka (na pozór!) kosmetycznych zmian. Obudowa drukarki 3D jest odrobinę bardziej zaokrąglona, a jej krawędzie są białe. W rogu komory roboczej pojawiła się kamera. Z tyłu urządzenia dodano drugi podajnik filamentu, wydłużono także ramię tak, aby zmieściły się na nim dwie rolki materiału. Z przodu slot na kartę SD zmieniono na port USB.

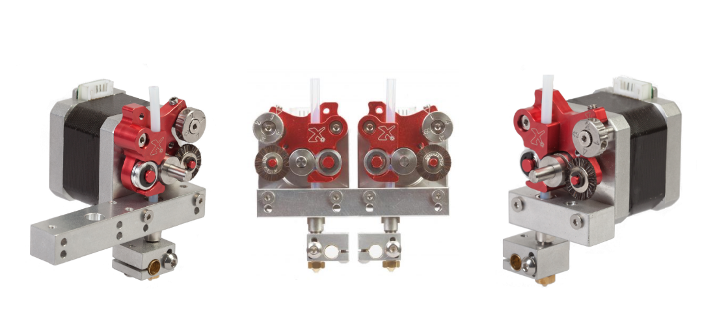
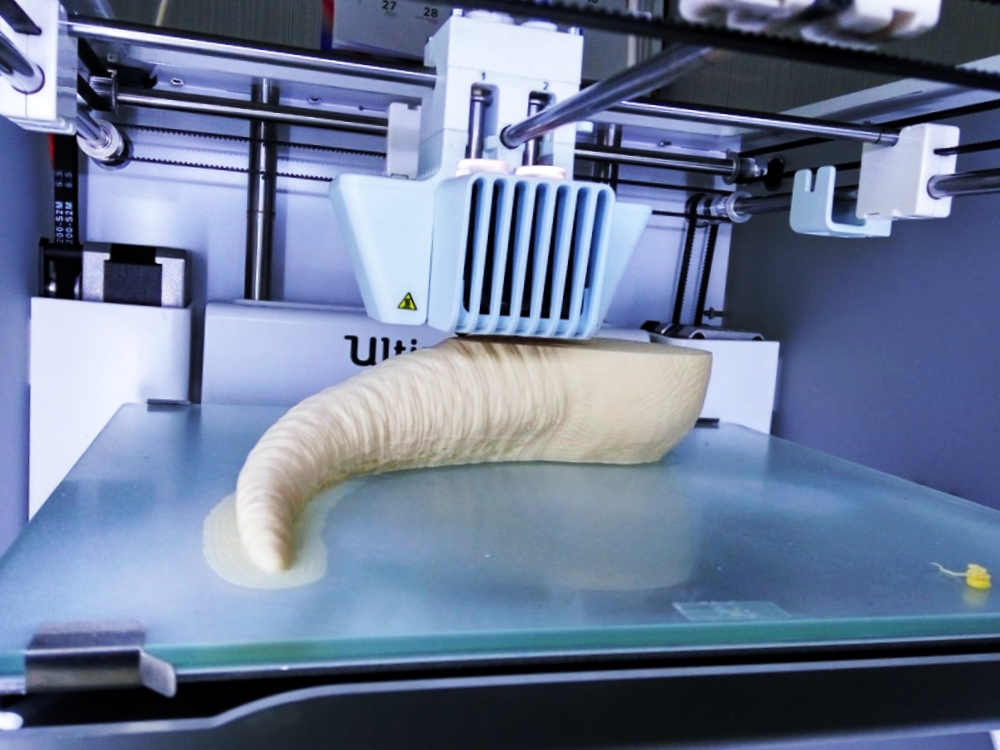
Na koniec najważniejsza zmiana, czyli moduł drukujący, składający się z dwóch nowych głowic – tzw. „print-core’ów” oraz zmodyfikowanego systemu chłodzenia. Do tego niepozorny, biały element z prawej strony obudowy, za pomocą którego drukarka 3D zmienia głowice w trakcie drukowania. Teoretycznie nie wygląda to na jakąś istotną modyfikację – w praktyce moduł drukujący Ultimakera 3 czyni z urządzenia zupełnie inną maszynę od poprzedników.

Przypomnijmy – nowe funkcjonalności Ultimakera 3 względem wcześniejszych modeli to:
- nowy system dwóch głowic drukujących o nazwie PRINT CORE
- aktywne poziomowanie stołu
- komunikacja przez WiFi / Ethernet
- technologia NFC i automatyczne rozpoznawanie oryginalnych filamentów Ultimakera
- kamera video i transmisja z pracy drukarki 3D w Curze w czasie rzeczywistym
- aplikacja mobilna pod iOS i Android
- nowa elektronika sterująca (a dokładnie trzy: poprzednia zmodyfikowana, jednopłytkowy kompletny komputer Olimex z Linuxem na pokładzie oraz osobny moduł WiFi).

Specyfikacja techniczna urządzenia:
- obszar roboczy: 215 x 215 x 200 mm dla U3 i 215 x 215 x 300 mm dla U3 Extended (przy druku 3D z dwóch głowic obszar wydruku jest odrobinę mniejszy)
- rozdzielczość drukowanej warstwy: do 20 mikronów przy głowicy o średnicy 0,4 mm
- średnica filamentu: 2,85 /3 mm
- maksymalna temperatura druku 3D: 280˚C
- podgrzewany stół roboczy.
Ceny drukarek 3D w Polsce:
- Ultimaker 3: 15.999 PLN brutto
- Ultimaker 3 Extended: 19.899 PLN brutto.
W pakiecie z drukarką 3D otrzymujemy dwie rolki filamentu PLA i PVA o wadze 350g, dodatkową, drugą głowicę AA (szczegóły poniżej…) i standardowy komplet narzędzi oraz kable zasilające i do komunikacji. Jak zawsze w przypadku Ultimakera, urządzenie jest bardzo estetycznie i solidnie zapakowane w szary styropian i pas, którym jest spinane w transporcie.
Praca z drukarką 3D
Cóż, jeśli chodzi o pracę, to Ultimaker 3D jest jedną z najbardziej „bezobsługowych” drukarek 3D z jaką miałem styczność. Po podłączeniu urządzenia do prądu, zamocowania z tyłu ramienia na filament i założenia na nim rolki / rolek filamentu jedyna rzecz, która „teoretycznie” może sprawić jakiekolwiek problemy początkującym użytkownikom, to pierwsza, ręczna kalibracja stołu roboczego. W rzeczywistości jest to banalna operacja – wszystko co trzeba zrobić, to uruchomić ją i postępować zgodnie z instrukcjami pojawiającymi się na ekranie. Później w trakcie drukowania, załatwia nam to już tzw. „aktywne poziomowanie stołu„.
Rozpoczęcie pracy
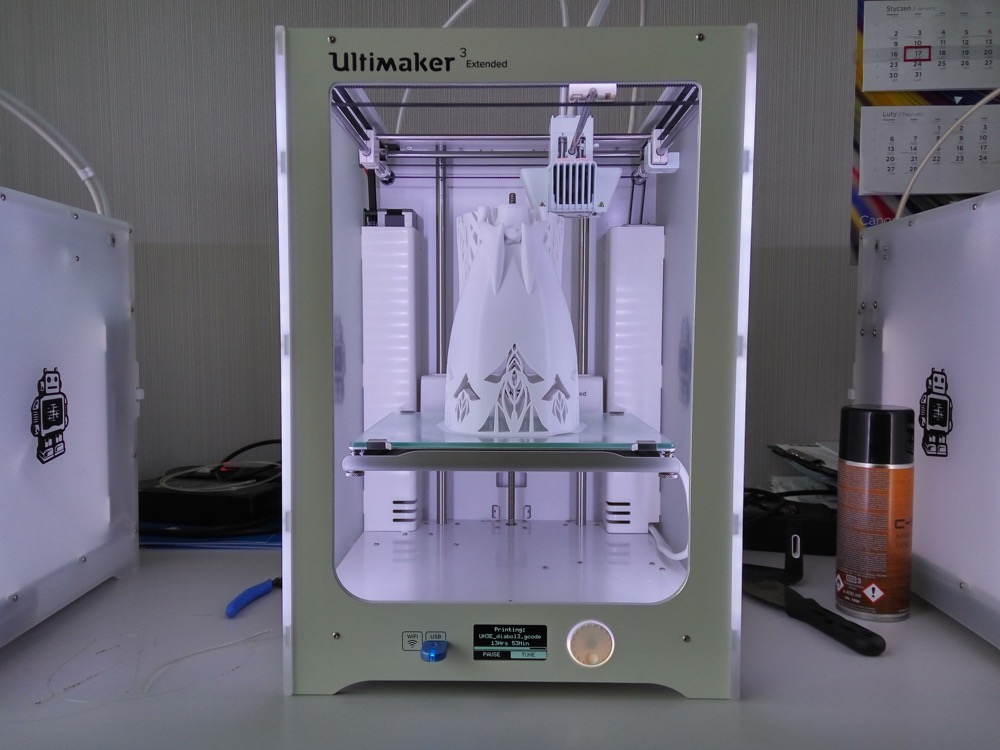
Po włączeniu Ultimakera 3 musimy chwilę poczekać – wewnątrz nie mamy już typowej elektroniki, jaka jest montowana w większości drukarek 3D, tylko komputer oparty o architekturę ARM, działający pod Linuxem. Trwa to niespełna minutę – warto zauważyć, że jeżeli pracujemy z drukarką 3D codziennie, to nie ma potrzeby jej często wyłączać. Testowany przez nas egzemplarz chodził non-stop przez ok. dwa tygodnie, drukując w tym czasie m.in. blisko czterodniowy wydruk 3D.
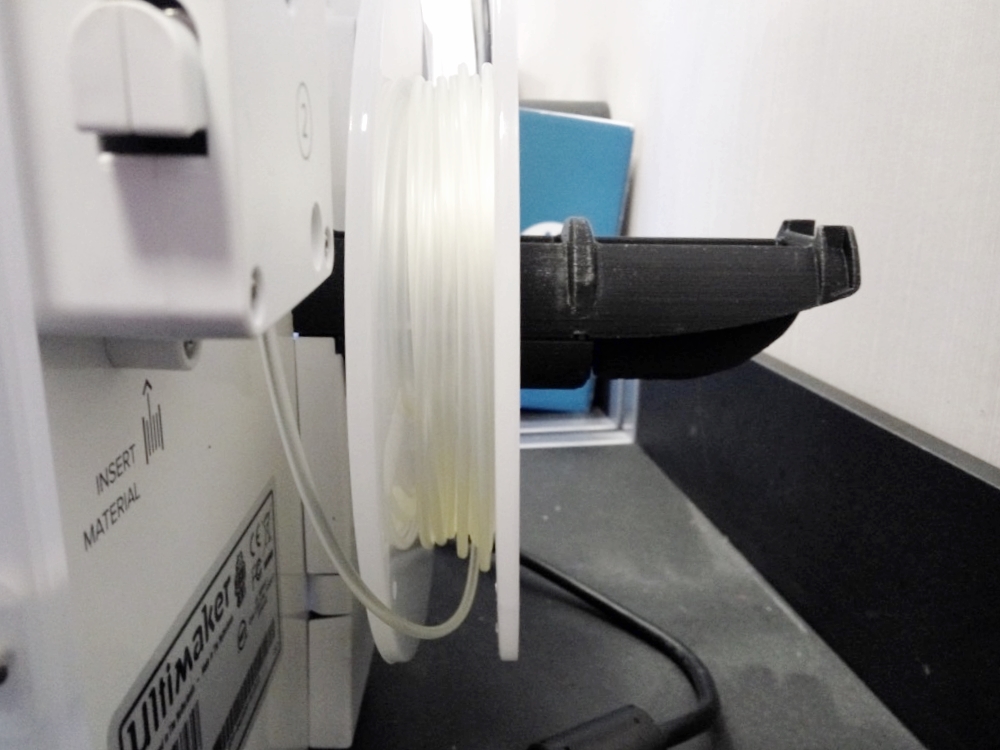
Ładowanie filamentu jest proste i trudne zarazem. Proste, ponieważ wystarczy uruchomić komendę ładowania nowego materiału, wprowadzić jego końcówkę do otworu w podajniku (jest on automatycznie zaciągany do wnętrza) i potwierdzić że jest on wprowadzony – drukarka 3D zaciągnie go szybko do głowicy. Trudne, ponieważ i filament, i podajnik znajdują się z tyłu urządzenia, więc musimy mieć do niego w miarę łatwy dostęp – lub też możliwość odwrócenia go na czas zmiany materiału. Wbrew moim początkowym obawom nie ma za to większego znaczenia czy zakładamy jeden, czy dwa filamenty – odbywa się to w ten sam sposób, a rolki mimo tego, że są obok siebie, nie przeszkadzają sobie nawzajem podczas pracy.
Jeżeli korzystamy z oryginalnych filamentów Ultimakera, po założenia rolki na ramię drukarki 3D i uruchomieniu procedury wymiany materiału, urządzenie automatycznie rozpoznaje jego gatunek Jeżeli korzystamy z materiałów innych producentów, musimy wybrać jego rodzaj z listy (PLA, ABS, nylon, PCABS etc.). Podobnie jak na innych drukarkach 3D tego typu, filament jest automatycznie wprowadzany do głowicy i extrudowany. Gdy uznamy, że wytłoczyliśmy go tyle ile potrzeba, kończymy całą procedurę klikając stosowne polecenie w menu drukarki 3D.
Ultimaker 3 jest wyposażony w dwie głowice drukujące, tzw. print-core’y. Są ich dwa rodzaje: AA i BB. AA służy do drukowania ze wszystkich filamentów budulcowych (PLA, ABS, nylon), a BB wyłącznie do podporowego PVA. Print core’y różnią się swoją konstrukcją, dlatego zalecane jest się nie pomylić w zakładaniu filamentu do drukarki 3D.
Druk 3D z PLA i PVA
W niniejszym teście opisujemy nasze doświadczenia z pracą z samym PLA oraz PLA+PVA (aktualnie testujemy nylon+PVA). Nie testowaliśmy drukowania z dwóch różnych kolorów PLA, przy użyciu dwóch głowic AA. Z jednej strony zabrakło na to czasu – z drugiej nie bardzo się do tego paliliśmy… Dwukolorowy druk 3D w technologii FDM nigdy nas nie pasjonował i traktowaliśmy go zawsze w kategoriach straty czasu ciekawostki. Możliwe, że wrócimy do tego w kolejnych artykułach?
Bardzo ważną informacją jest to, że Ultimaker umożliwia drukowanie z PLA i PVA oraz nylonu i PVA, ale oficjalnie nie wspiera drukowania z ABS i PVA. Powód jest prozaiczny – PLA i nylon współpracują z PVA – ABS słabo. Na czym polega „współpraca„? Chodzi o to, żeby obydwa gatunki filamentu przylegały do siebie w trakcie drukowania, ale w taki sposób, aby nie spajały się ze sobą i po rozpuszczeniu materiału podporowego, w materiale budulcowym nie powstawały żadne ubytki. Na chwilę obecną drukowanie z PLA i PVA odbywa się poprawnie, jednakże widać wciąż sporo miejsca na poprawę tego procesu (szczegóły poniżej…). ABS i PVA również można drukować równocześnie, ale jeszcze tego nie sprawdzaliśmy?
Proces druku 3D z dwóch materiałów na Ultimakerze odbywa się w następujący sposób:
- najpierw jedna głowica drukująca (załóżmy, że AA drukująca z PLA) nakłada materiał w osiach XY; najpierw drukuje jeden obrys, a po kolejnej zmianie głowic już po dwa obrysy; w tym czasie druga głowica drukująca (załóżmy, że BB drukująca z PVA) jest podniesiona
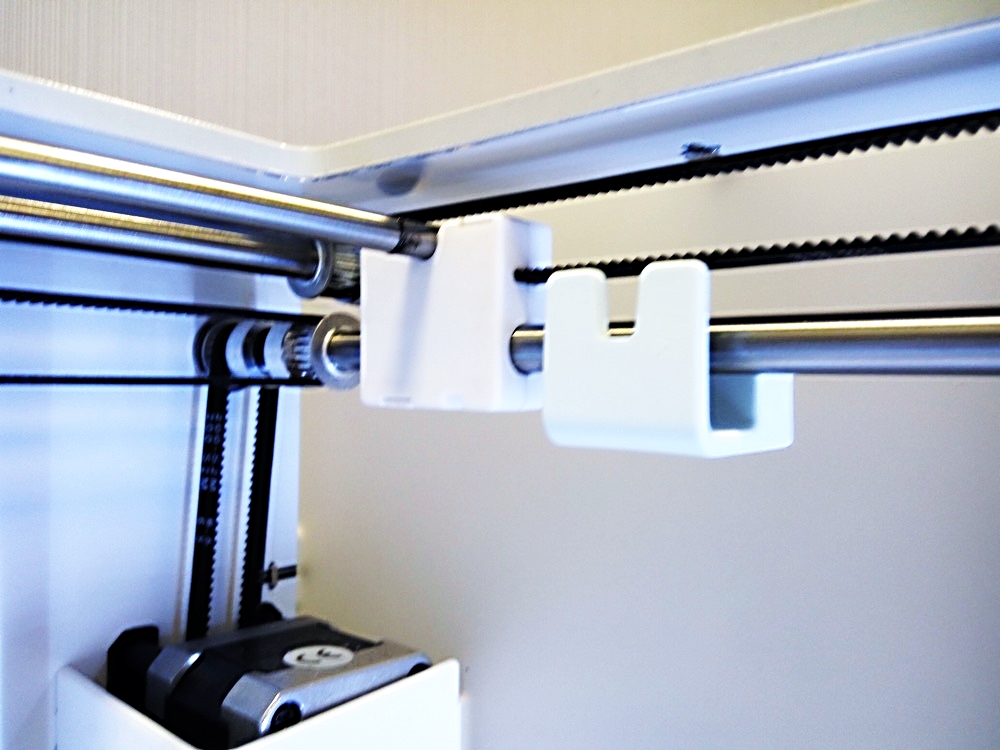
- gdy głowica AA skończy pracę, moduł drukujący odjeżdża w prawy, tylny róg drukarki 3D i pozycjonuje wystający z niego przełącznik względem wspomnianej powyżej białej płytki ze szczeliną po środku; przełącznik jest wsuwany w szczelinę, moduł się przesuwa, a głowice zmieniają się pozycjami względem siebie – AA się podnosi, a BB się opuszcza
- BB drukuje supporty również tworząc dwa obrysy; generalnie chodzi o to, żeby nie tracić czasu na częste zmiany głowic; głowice drukują więc: start, AA 1 obrys, BB 2 obrysy, AA 2 obrysy, BB 2 obrysy (…) AA 2 obrysy, BB 1 obrys, koniec
- w starszej wersji CURY (2.3.x) głowice AA i BB drukowały obok modelu wieżę, dzięki której rozprowadzały „na brudno” drugi filament; niestety PVA dość słabo trzymało się PLA i zdarzało się, że nitki PVA zamiast na wieży lądowały na stole drukarki 3D, bądź na ściankach wydruku; nie powodowało to uszkodzenia modelu, jednakże tworzyło straszny bałagan na stole; na szczęście wraz z wydaniem CURY 2.4 ta procedura została porzucona i obecnie zmiana filamentu zachodzi „na sucho” w głowicach (ma to związek z innym sterowaniem temperaturami i retrakcją – szczegółowo opisałem to tutaj); zatem jeżeli chcecie korzystać z Ultimakera 3, upewnijcie się, że korzystacie z najnowszej wersji oprogramowania!
Osoby mające do tej pory styczność wyłącznie z jednogłowicowymi drukarkami 3D, muszą przygotować się na to, że drukowanie z wykorzystaniem filamentu podporowego trwa dłużej. Niby jest to coś, czego moglibyśmy się spodziewać, ale pierwsze próby cięcia modeli z uwzględnieniem drugiej głowicy i druku 3D z PVA wzbudzają początkowo „szok i niedowierzanie„…
Niestety nie jest to wina Ultimakera, ile technologii FDM w ogóle. Profesjonalne maszyny FDM Stratasysa, które są całkowicie bezobsługowe (wymieniają nawet samodzielnie filament w trakcie pracy), pod względem prędkości druku 3D niczym nie dorównują RepRapom skręcanym i optymalizowanym przez zapalonego hobbystę amatora, którym dziewczyna/żona robi wyrzuty wieczorami przez ramię, że zajmują się drukarkami 3D zamiast nimi. Chcąc automatyzować procesy pracy urządzenia i równocześnie mieć zapewnioną odpowiednio wysoką jakość wydruku, musimy pogodzić się z dłuższym czasem jego produkcji.
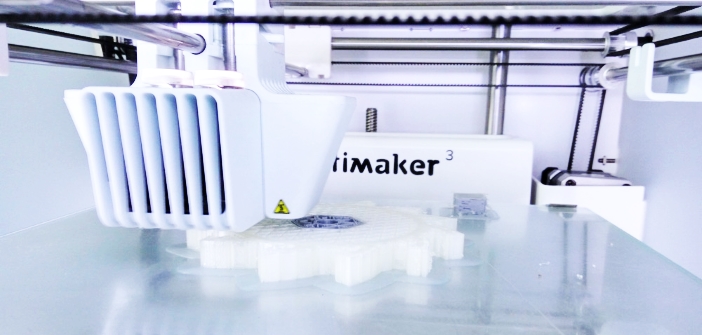
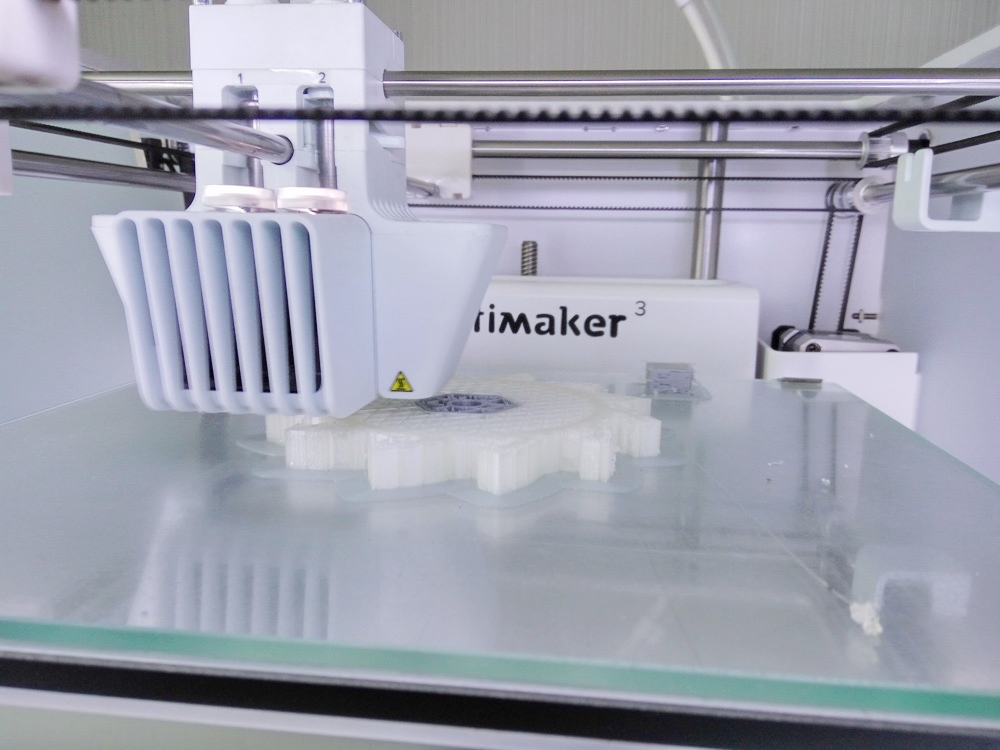
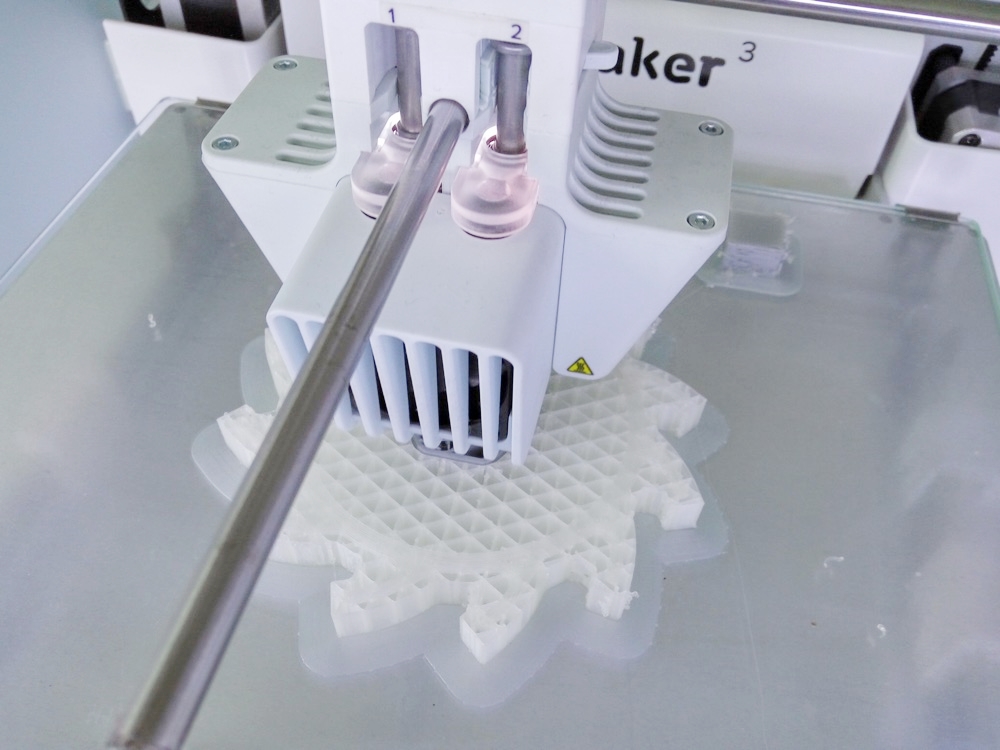
Jak to wygląda w praktyce? Do porównania weźmiemy model 3D naszego testowego wirniczka:
Przy domyślnych ustawieniach wydruku 3D, bez żadnej optymalizacji, wypełnieniu „light” i trybie „draft” na warstwie 0,2 mm otrzymamy następujące czasy wydruku 3D:
- podpory drukowane z PLA tą samą głowicą AA – 05:15
- podpory drukowane z PVA głowicą BB – 08:01.
Do tego należy doliczyć czas potrzebny na rozpuszczenie filamentu (ok. 3-5 godzin – szczegóły poniżej…). Oczywiście pytaniem jest, czy tego typu model warto drukować z materiałem podporowym? Jego specyfika jest akurat taka, że podpory powstają tylko na dole i po wydrukowaniu ich z tego samego materiału co sam model, ich usunięcie nie stanowi najmniejszego problemu (przynajmniej na CURZE…).
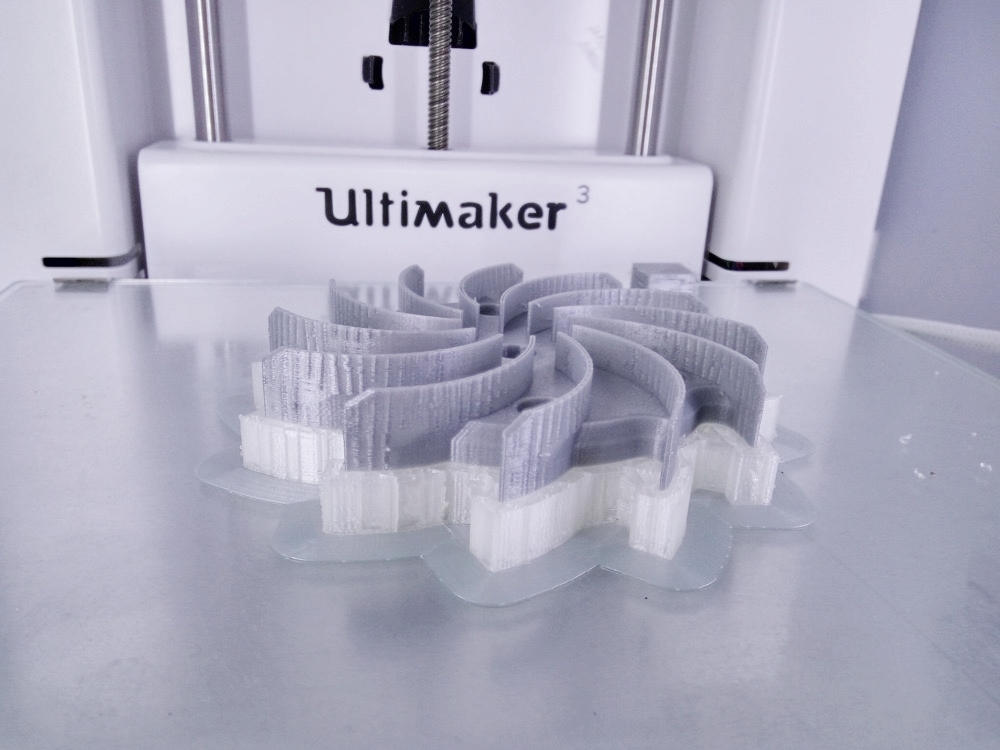
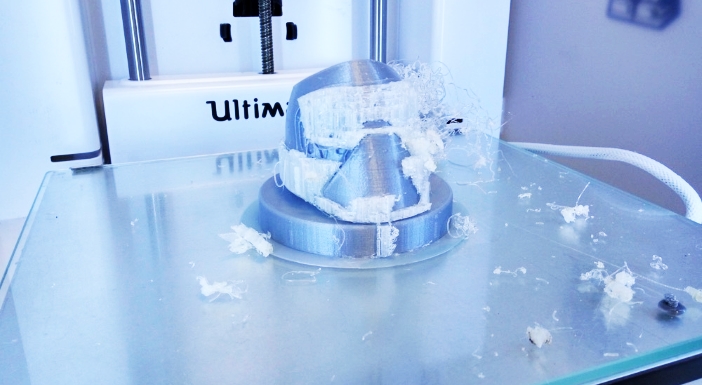
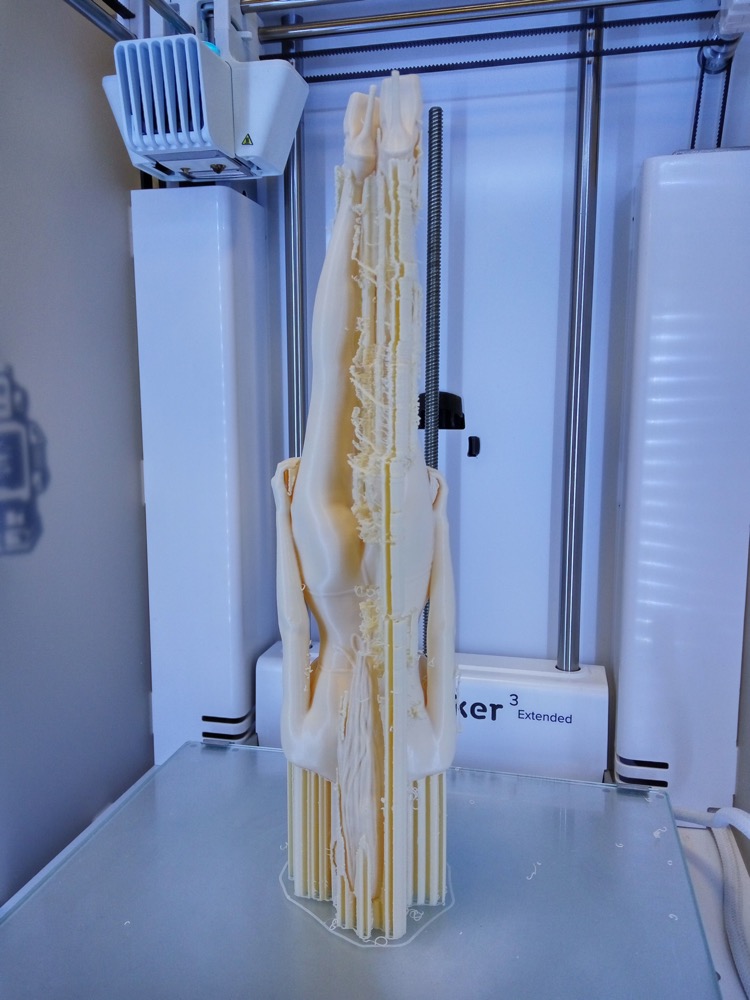
Co jednak w przypadku takiego obiektu?
Wydrukowanie go z supportem z tego samego materiału spowoduje, że nie będzie możliwe usunięcie go z dolnej części modelu (wiemy, ponieważ próbowaliśmy tego na innej drukarce 3D, produkcji pewnego bardzo znanego producenta). Z wykorzystaniem PVA udało się to bez jakichkolwiek problemów. Mimo że różnice w czasie drukowania 3D wciąż były spore (ustawienia wydruku 3D takie same jak powyżej, średnica modelu 8 cm):
- tylko PLA – 06:24
- PLA + PVA – 10:49.



Podsumowując, stosowanie PVA ma sens tylko wtedy, gdy geometria modelu jest na tyle skomplikowana, że usuwanie podpór wykonanych z tego samego materiału będzie niezwykle trudne i pracochłonne – lub w ogóle niemożliwe. Warto pamiętać, że koszt samego PVA produkcji Ultimakera nie jest niski – 219 PLN brutto za 350g lub 450 PLN brutto za 750g. Zatem praca z PVA jak najbardziej tak, ale tylko wtedy gdy faktycznie ma to uzasadnienie w geometrii modelu.
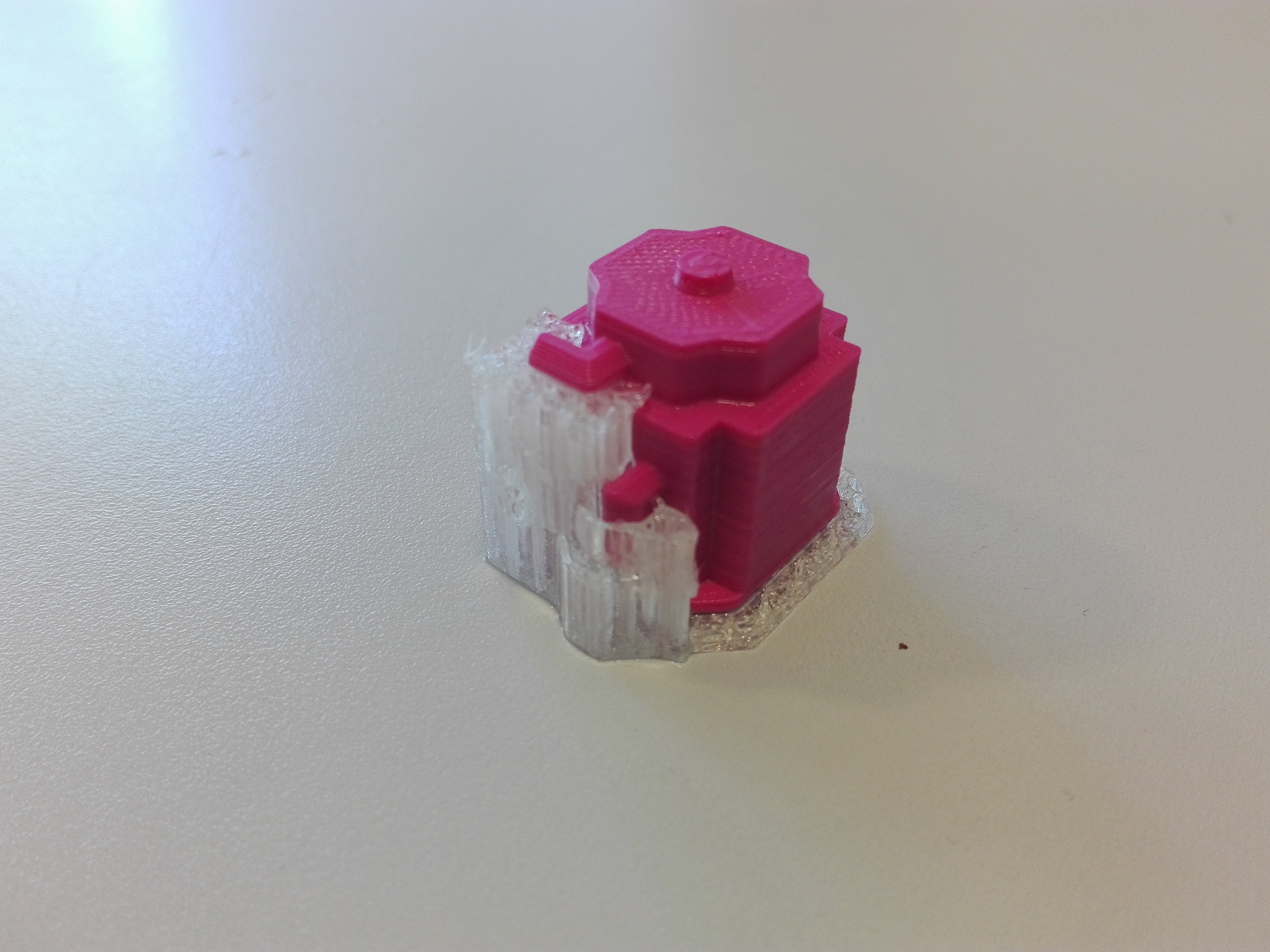
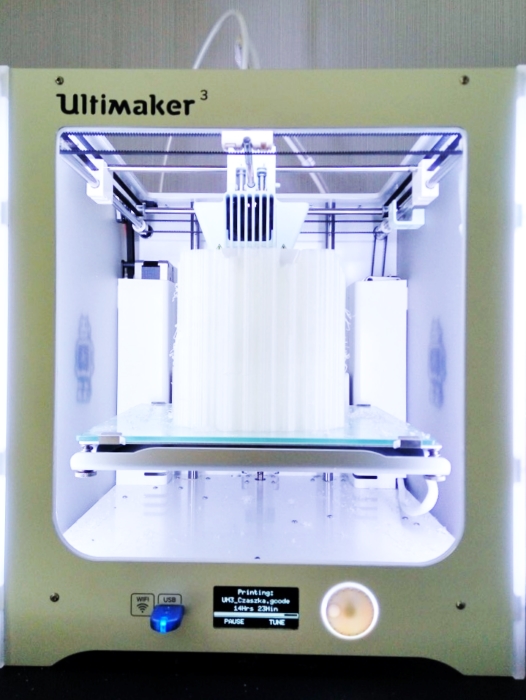
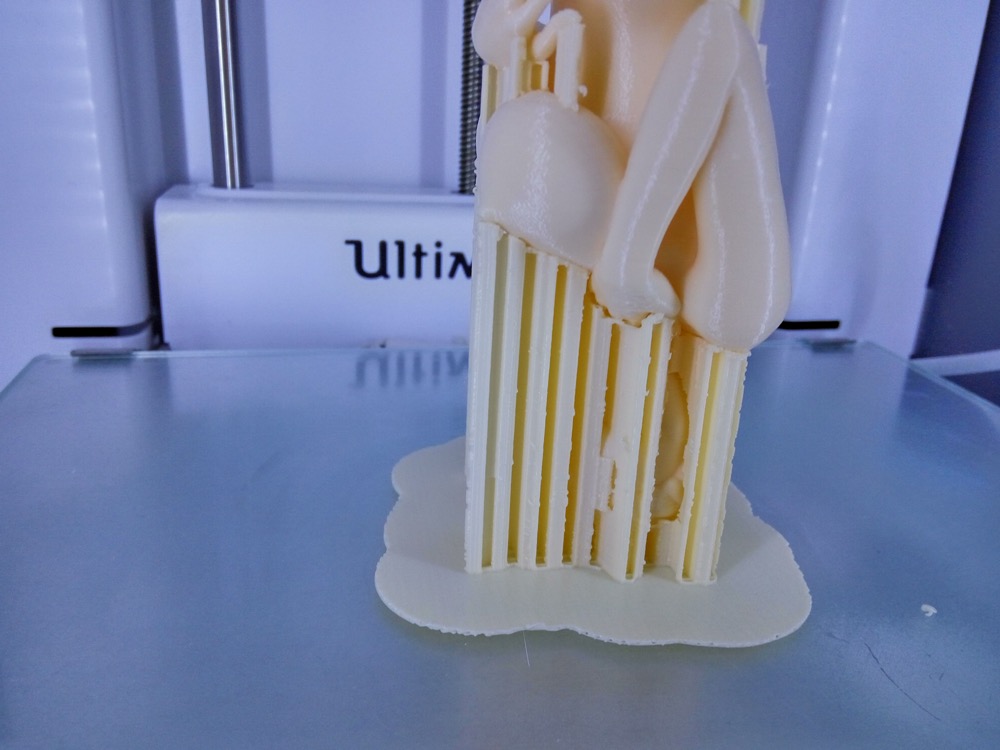
Dobrym przykładem może być model czaszki (szczegóły projektu opiszemy wkrótce w oddzielnym artykule):
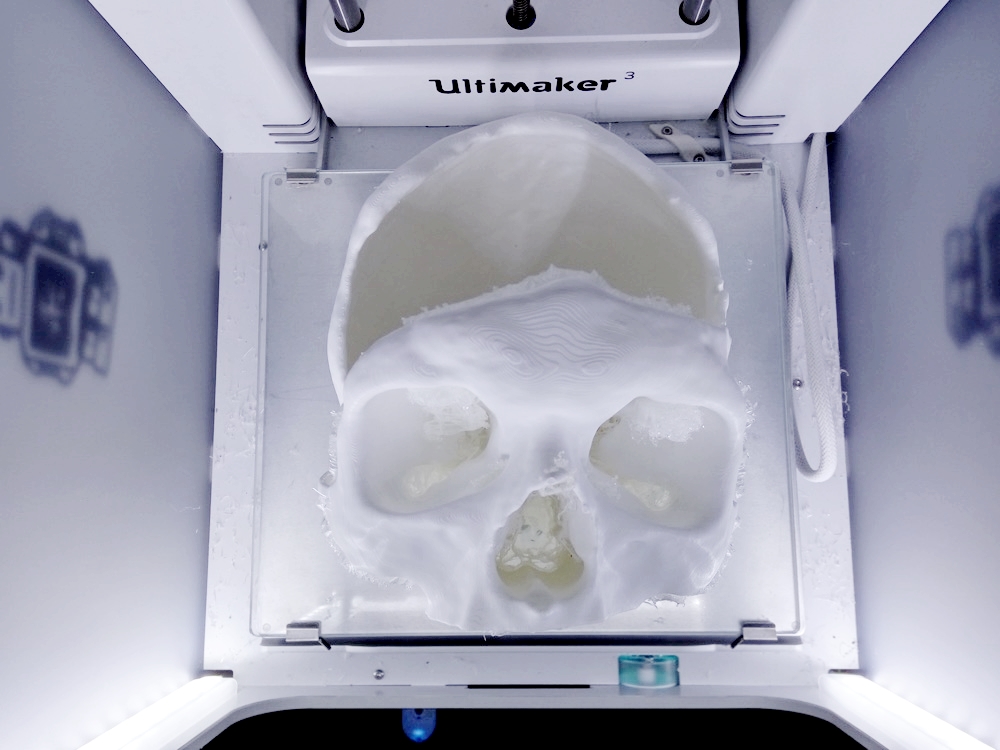
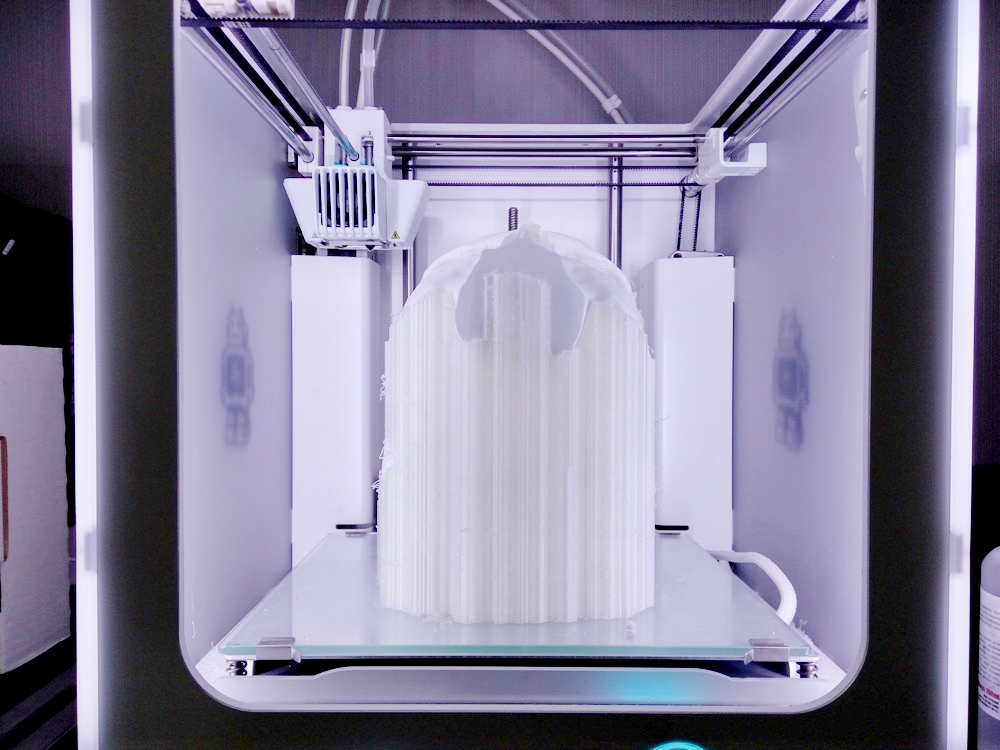
Jak wygląda rozpuszczanie PVA w wodzie? Zwyczajnie… Wrzucamy model do pojemnika na kilka godzin i materiał się rozpuszcza.
Najpierw tworzy się z niego galaretowata masa, która docelowo całkowicie rozpuszcza się w wodzie. Uwaga! Roztwór wody i PVA zostawia plamy na tkaninach (np. na wykładzinie…).
Ciekawostka – tak wygląda PVA, gdy całkowicie odparujemy z niego wodę (ciekawy eksperyment, który wyszedł nam dość przypadkowo, gdy zostawiliśmy na weekend pojemnik z modelem i rozpuszczonym PVA na kaloryferze):



Roztwór PVA i wody jest biodegradowalny i można go spokojnie wylać do kanalizacji. Aby przyspieszyć czas rozpuszczania PVA, warto wprawić wodę w ruch – np. za pomocą zwykłej pompki akwariowej. Należy też pamiętać, że wody musi być dużo – inaczej szybko powstanie roztwór nasycony PVA i tempo rozpuszczania się materiału znacząco spadnie.
Druk 3D z PLA, w tym PLA innych producentów
Gdy w październiku Ultimaker prezentował „trójkę” po raz pierwszy, wśród zalet nowego urządzenia podał wprowadzenie technologii NFC i automatyczne rozpoznawanie swoich filamentów. Spotkało się z to z miejsca z zarzutem niektórych osób, że Ultimaker – ostoja ruchu open-source w branży druku 3D, zrezygnuje z dalszego wspierania produktów innych dostawców utrudniając korzystanie z nich.
Cóż, nic bardziej mylnego… Tak jak opisałem to powyżej, gdy zakładamy rolkę firmowego filamentu, drukarka 3D od razu rozpoznaje jej gatunek, a gdy zakładamy „obcy” materiał, musimy po prostu wybrać jego rodzaj z listy.
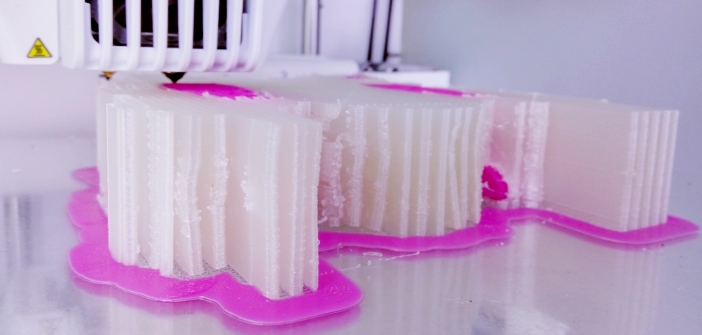
Pracę z Ultimakerem 3D rozpoczęliśmy generalnie od różowego filamentu Barrusa, jaki otrzymaliśmy z drukarką 3D. Materiał sprawował się doskonale i szczerze mówiąc gdybyśmy o tym nie wiedzieli, moglibyśmy śmiało przyjąć, że drukujemy z oryginalnego plastiku.
Po kilku pierwszych próbach, założyliśmy oryginalny, srebrny filament Ultimakera, z którego wydrukowaliśmy komplet podestów pod statuetki Cedryka, rozdawane laureatom Nagród Branżowych CD3D. Co ważne – z uwagi na ograniczenia czasowe drukowaliśmy je na najszybszych ustawieniach, tj. „draft„. Mimo to efekt końcowy był doskonały (inna sprawa, że i geometria była bardzo prosta).



Kolejnymi filamentami jakie wzięliśmy na warsztat były dwie rolki PLA produkcji PRO3D. Tu również nie mieliśmy żadnych problemów – nie musieliśmy nic modyfikować w domyślnych ustawieniach, po prostu zakładaliśmy dany materiał i puszczaliśmy wydruki. Co ciekawe, to na PRO3D testowaliśmy najwyższą dostępną jakość drukowania Ultimakera 3, tj. warstwę 0,06 mm.


Oprogramowanie
CURA to jeden z najpopularniejszych, darmowych slicerów dla niskobudżetowych drukarek 3D typu FDM na świecie. Od 2012 roku jest oficjalnie rozwijany przez Ultimakera, będąc sercem jego ekosystemu. W 2016 r. firma opublikowała nową wersję CURY (2.x), która miała całkowicie zmieniony interfejs i przygotowywała grunt pod wprowadzenie nowej generacji maszyn. Od tamtej pory pojawiło się kilka update’ów, w tym najważniejszy, upgrade’ujący program do wersji 2.4. Większość zaprezentowanych tutaj wydruków zrealizowaliśmy jeszcze na wersji 2.3, jednakże tutaj skupimy się na obsłudze wersji 2.4.
Jeżeli nie miałeś(-aś) wcześniej styczności z drukarkami 3D i CURĄ, zapraszamy do działu PIERWSZE KROKI, a w szczególności do tutoriali „Jak to pociąć, czyli slicer drukarki 3D dla początkujących„, które zostały oparte właśnie o ten program (CZĘŚĆ 1, CZĘŚĆ 2).
Nie zamierzam wymieniać tutaj wszystkich zalet CURY, gdyż są one powszechnie znane. To bardzo intuicyjny software, który nie powinien przysporzyć żadnych problemów, nawet skrajnie początkującym użytkownikom. Po instalacji, przy pierwszym uruchomieniu programu wybieramy drukarkę 3D, którą będziemy używać. Lista domyślnych urządzeń jest długa – my oczywiście wybraliśmy Ultimakera 3.
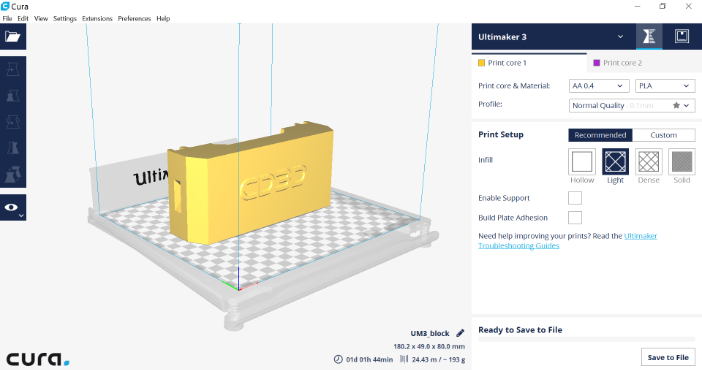
CURA składa się z trzech części: menu z narzędziami edycji modelu po lewej stronie, głównego okna roboczego, gdzie pracujemy z modelem oraz prawa sekcja z ustawieniami drukarki 3D. Menu narzędziowe to banał:
- załaduj plik STL
- przesuń obiekt
- skaluj obiekt
- obróć obiekt
- odbicie lustrzane obiektu
- możliwość wyboru, z którego print-core chcemy drukować dany model (np. gdy założymy dwie głowice AA, jeden model możemy drukować jednym, a drugi drugim kolorem)
- opcje widoku – widok modelu, x-ray, podgląd pojedynczych warstw po pocięciu.
CURA tnie model w czasie rzeczywistym. Jest to dobre i złe. Dla mnie dobre, ponieważ mam szybki komputer i automatyczne cięcie dużych, kilkudziesięcio-megabajtowych plików nie wpływa w żaden negatywny sposób na jego pracę. Obawiam się jednak, że ktoś z komputerem (laptopem…) wyposażonym w skromne 2 GB pamięci RAM i słaby procesor, może odczuć dyskomfort, gdy CURA „z zaskoczenia” zacznie mu ciąć model, wpływając na inne procesy. Automatyczne cięcie rozpoczyna się ok. sekundę po tym, gdy pozostawimy model nieruchomo. Jakakolwiek zmiana jakiegokolwiek parametru w czasie cięcia spowoduje, że rozpocznie się ono na nowo.
Warto o tym pamiętać przy cięciu dużych modeli, gdy proces ten potrafi trwać nawet kilka minut.
Prawa sekcja z ustawieniami drukarki 3D / wydruku, jest podzielona na dwie zakładki przypisane obydwu głowicom. Domyślnie jest dostępna dosłownie garść opcji:
- wybór z jakiego materiału będzie drukowała dana głowica?
- wybór jednego z czterech profili druku 3D lub ustawienie własnego:
- draft – warstwa 0,2 mm
- fast – warstwa 0,15 mm
- normal – warstwa 0,1 mm
- high – warstwa 0,06 mm
- rodzaj wypełnienia: puste, lekkie (20%), średnie (50%) i pełne (100%)
- czy wydruk ma mieć support: tak / nie
- z której głowicy ma być drukowany support: 1 lub 2
- czy drukarka 3D ma wydrukować podstawę dla modelu: brim lub raft?
Gdy skończymy wybierać wszystkie powyższe ustawienia, klikamy przycisk zapisz (save to file) w prawym dolnym rogu programu. W przeciwieństwie do Ultimakera 2, w „trójce” pliki zapisujemy (nareszcie!) na nośnik USB, a nie kartę SD. Możliwe jest też bezpośrednie wysłanie przygotowanego pliku przez WiFi do drukarki 3D i zdalne rozpoczęcie drukowania.
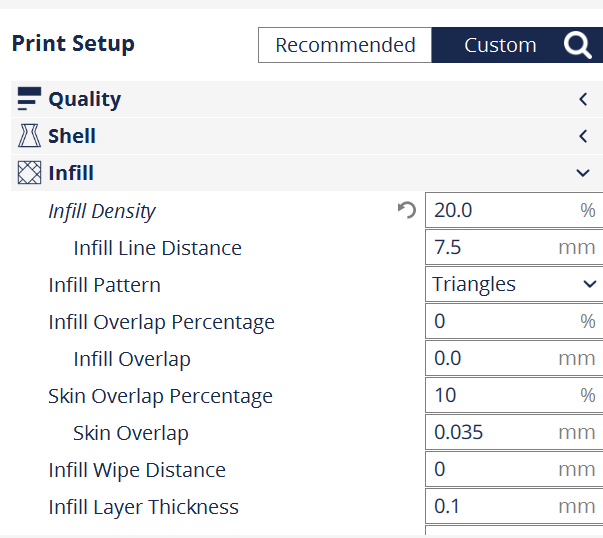
Oczywiście możemy też zmienić absolutnie wszystkie domyślne parametry wydruku w zakładce Custom, ale w większości przypadków są to opcje dla użytkowników zaawansowanych.
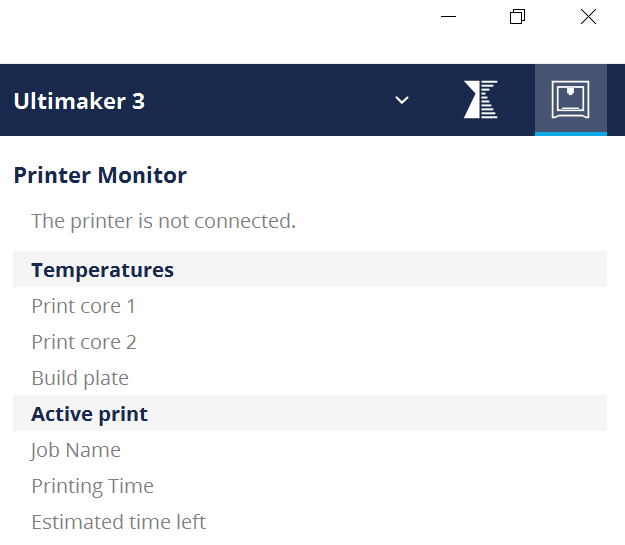
Możemy też połączyć się z drukarką 3D w trakcie pracy i mieć na nią podgląd przełączając zakładkę w prawym górnym rogu programu. Połączyć możemy się albo kablem USB, albo przez Ethernet, albo przez WiFi. Możemy wtedy skorzystać z wbudowanej do drukarki 3D kamery.
Teraz garść uwag:
- przełączanie się pomiędzy głowicami – szczególnie w przypadku materiału podporowego dla głowicy BB, bywa czasem zdradliwe… mówiąc krótko, musimy pamiętać aby traktować je niezależnie; jeżeli ustawiliśmy gęstość wypełnienia dla głowicy AA na lekkie, sprawdźmy czy BB nie będzie przypadkiem drukować nam go z wypełnieniem średnim lub pełnym, ponieważ tak ustawiliśmy za poprzednim razem?
- gdy zmieniamy print-core’y (np. z BB na AA), CURA ma w zwyczaju ustawiać najlepszą jakość wydruku (czyli warstwę 0,06 mm); o ile nie zdarzyło nam się nigdy wypuścić w ten przypadkowy sposób żadnego wydruku, o tyle kilkakrotnie straciliśmy czas na cięcie jakiegoś wielkiego modelu na tej warstwie, dowiadując się na koniec, że wydruk potrwa np. tydzień…
- sprawdzajmy widok wydruku 3D po pocięciu za pomocą podglądu warstw; pliki w sieci są różne – wiele z nich jest uszkodzonych; CURA nie zgłosi nam tych błędów – wychwycimy je dopiero na podglądzie.
Poza tym, praca z CURĄ i Ultimakerem 3D jest fantastyczna. Jest szybka i jeśli będziemy pamiętać o w/w uwagach – bezproblemowa.
Wydruki
Powiem krótko – jakość wydruków jest doskonała. Wyjątkiem jest może najszybszy tryb druku 3D – draft, tutaj powierzchnia wydruków jest dość przeciętna (tzn. jak na drukarkę 3D w takim budżecie). Jednakże przejście z draft (0,2 mm) na fast (0,15 mm) to już olbrzymi przeskok jakościowy. Normal i High to z kolei mistrzostwo świata (oczywiście w kategorii niskobudżetowego druku 3D FDM).
Tak jak wspominałem powyżej, nie ma znaczenia z jakiego filamentu korzystamy? My w testach używaliśmy czterech: oryginalnego, Barrusa, PRO3D oraz colorFabb. Za każdym razem używaliśmy domyślnych ustawień i zawsze jakość była tak samo wysoka.

Możliwe że gdybyśmy używali „dobrych i tanich” filamentów wyglądałoby to inaczej, ale z drugiej strony – nie po to kupuje się drukarkę 3D za 15 / 20 tysięcy PLN, aby oszczędzać później 20-30 PLN na rolce materiału?









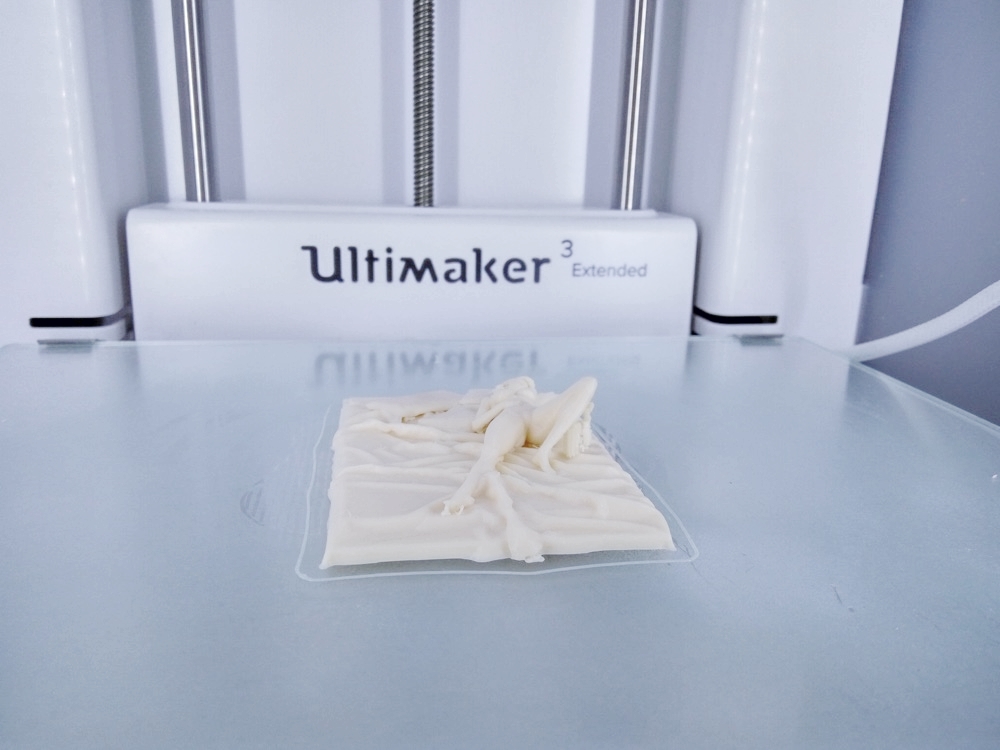
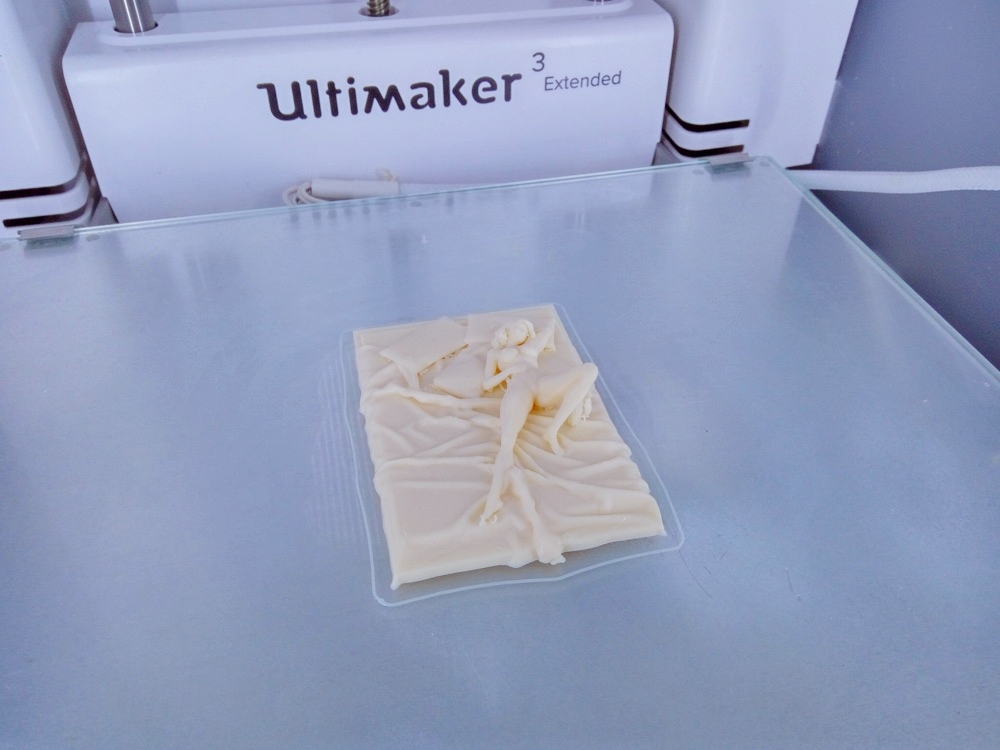
Co można drukować na Ultimakerze Extended? Wiadomo – anioły, Sexy Cyborga i jej wirtualną koleżankę… Anioły były drukowane bez supportów. Filamenty PRO3D.
Podsumowanie
Ultimaker 3 to nie tylko zupełnie inne urządzenie niż 2+, lecz to swoista, niskobudżetowa namiastka wysokobudżetowego drukowania 3D w technologii FDM spod znaku Stratasysa. Ze wszystkimi zaletami i wadami tego stwierdzenia… Z jednej strony mamy do czynienia z automatyzacją większości procesów druku 3D, lepszą jakością wydruków i brakiem konieczności ręcznego usuwania supportów z mało dostępnych miejsc – z drugiej musimy pogodzić się z dłuższym czasem pracy urządzenia oraz wyższymi kosztami eksploatacji (PVA!).
Wiem również, że porównując Ultimakera 3D do Stratasysa (nawet wtedy gdy nazywam go „namiastką„) piszę wyłącznie o PLA i pomijam kompletnie brak zamkniętej i podgrzewanej komory roboczej. Tak, wiem to wszystko… Niemniej jednak pracując przez kilka miesięcy na tym urządzeniu i mając okazję porównać je do innych, oferowanych w zbliżonej cenie, śmiem twierdzić, że nie bez powodu Ultimaker jest liderem sprzedaży w Europie i zajmuje drugie miejsce pod względem sprzedaży na świecie. Wydruki, które właśnie rozpoczęliśmy drukować z nylonu tylko potwierdzają to, że ta drukarka 3D to naprawdę duży skok jakościowy. Wciąż sporo rzeczy wymaga poprawy, ale częstotliwość update’ów oraz ich jakość każą wierzyć, że to z czym mamy obecnie do czynienia to dopiero początek drogi, jaka stoi przed tym urządzeniem.
Od strony hardware’u ta drukarka 3D jest gotowa na wiele rzeczy. To co jest cały czas rozwijane to software i paleta dostępnych materiałów.